M版最新组件外观检验标准
- 格式:pdf
- 大小:216.71 KB
- 文档页数:1

检验标准 Inspection standard 文件编号:QA-M001版本:1.0第1页共17页文件名称:模块外观检查标准版本变更历史版本修订编号变更内容生效日期作者1.0 无新发行2014-08-08 程胜衡审批人(在需审批部门[ ]内打×)PMC部[ ]生产部[×]工程部[×]采购部[ ]品质部[×]分管领导[ ]项目管理部[ ]市场营销部[ ]研发部[×]行政人事部[ ]财务部[ ]总经理[ ]盖章有效文件分派:(在需分派部门前()内注明分派份数,不需分派不需填写)( ) PMC部( 1 ) 生产部( ) 工程部( ) 采购部( 1 )品质部( ) 项目管理部( ) 市场营销部( 1 ) 研发部( )行政人事部( ) 财务部( ) 分管领导( ) 总经理1. 目的此文件的目的是规范光模块外观检查标准,明确产品的接收准则。
2. 适用范围适用于模块半成品、成品、部分结构件的外观检验,包括制程、成品出货等阶段。
3. 检查方法3.1 检查条件:距离目标物45cm,于目标物45度,以不同的角度5秒内完成,光强:80-100 foot candle.(860-1100 Lux)。
3.2. PCBA在10倍显微镜下检查,30倍显微镜下确认,除特别规定外其它外观部件在肉眼下检查。
4. 检查项目标签信息与流程记录的一致性、标签外观标准、产品外观标准。
5. 检查内容5.1标签信息与流程记录的一致性a.确认流程记录信息中产品的身份信息与成品模组标签相符,一一对应。
b. 在模块上的序列号应该与流程记录纸上的记录相同。
c. 同批次标签的字符字体,大小要一致,条型码无差异。
This is Cisco spec光强: 80~100 foot candle45˚视角 18"/450mm 距离每个零件检查5秒钟零件表面翻转检查5.2标签外观标准5.2.1基本信息列印内容、移出标签列印内容、与标签偏移内容偏移小于3度标签翘起划痕、没产生误读。

通用外观检验标准1产品表面等级定义结构产品的表面外观等级划分为3个级别:1级、2级和3级,各表面等级的定义如下。
1.1 1级表面重要外观表面,体现产品外观形象的表面,产品正常工作状态下能直接正视的表面,以及打开前门就能看到的表面。
1.2 2级表面在特定角度才能看到的主要外表面,或半装饰性的经常被客户打开后可视的外观表面。
1.3 3级表面不是以装饰为目的的次要外观表面和内表面、客户不会看到的表面及除1、2级表面以外的表面。
表1、各等级面的划分:2外观检验条件2.1检验原则2.1.1产品外观应美观,颜色均匀一致,单独一零/部件的整体视觉效果不能受到破坏,不会给人以劣质产品的印象。
生产者应认真操作、严格控制产品质量,避免在生产过程中出现对各种表面的损伤。
2.1.2 有签样或图纸上有特殊要求的零部件,其对应的缺陷优先按其样板或技术要求的标准进行判断。
2.1.3 所有结构件外观缺陷的判定是基于不影响产品功能前提下进行的判定,如果有影响产品使用功能的缺陷(如引起炸机、短路等),即使符合标准规格,也判定不合格。
2.1.4 所有外观判定都是在下述的检验条件下进行判定,看不到的外观缺陷都认可接受。
2.1.5 对外观判定操作存在争议的以结构物料SQE工程师判定为准,仍有严重分歧的,最终裁决权归技术部。
2.2目视检测条件在自然光或光照度在300-600LX的近似自然光下(如40W日光灯、距离500mm处),相距为650~750mm,观测时间按不同等级面而有不同,详见下表:表2、检测条件表面等级1级2级3级检视时间5s5s3s检视距离光源650~750mm自然光或光照度在300-600LX检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验(参见下图)。
要求检验者的校正视力不低于1.2 。
不能使用放大镜用于外观检验。
图1、“正视”位置示意图2.3检测面积划分被检表面按其面积或最大外形尺寸划分为不同大小类别,当有两个条件满足时、以大的一类为准。

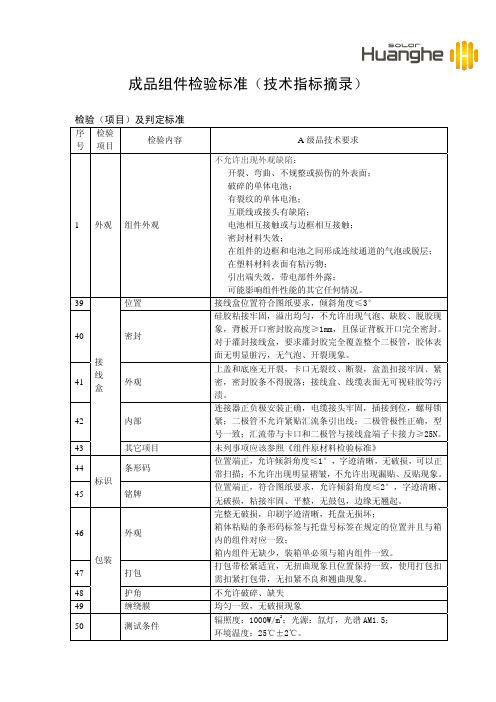
辅助材料检验标准(太阳电池组件)太阳电池组件玻璃检验标准1. 适用范围本规范适用于各种规格型号太阳能组件专用玻璃的进厂质量检验。
2. 引用标准GB/T9963-1998钢化玻璃国家检验标准GB2828-1987周期检查计数抽样程序及抽样标准3. 检验项目外观检验,几何尺寸检验和性能检验。
3.1 外观检验项目说明缺陷允许数量表面状况表面清洁、光亮、平整,不允许有擦不掉的白雾状或棕黄色等附着物。
不允许磨边平滑、整齐,不允许有锯齿状存在。
杂质直径0.5mm以下不限小于2.0mm2每平方米不得超过2个爆边爆边长度不超过5mm,自玻璃边部向玻璃表面延伸不得超过3mm,自表面向玻璃厚度方向延伸不得超过玻璃厚度的1/3。
不允许划伤深度小于0.5mm,宽度在1mm以下,长度小于5mm轻微划伤允许存在宽度在1mm以下,长度小于等于10mm 每平方米不得超过2处宽度在1mm以下,长度小于等于20mm 每平方米不得超过1处宽度在1mm以上不允许气泡1mm×2mm 每平方米不得超过2个毛面玻璃0.5×1mm以下允许存在气线宽度小于0.5mm长度小于10mm 每平方米不超过4处气线宽度0.5—1mm,长度小于10mm 每平方米不超过2处缺角小于3mm×3mm 2处结石、突起、翘角、裂纹不允许存在弯曲度平面玻璃弓形≤3‰允许存在毛面玻璃弓形≤3‰允许存在波形≤2‰允许存在3.2 几何尺寸3.2.1 长度,宽度符合订货协议要求,允许偏差为±1.0mm。
3.2.2 厚度尺寸公差为±0.2mm。
3.2.3 直角度误差小于其所在边长的±2‰。
3.3 性能检验检验项目标准要求备注机械强度重1024克的钢球,自高度为1米处,自由落体从玻璃正面砸下,玻璃完好无损。
透光率>90%钢化粒度大于40粒/5cm*5cm 国产玻璃70—80 粒/5cm*5cm 进口玻璃比重 2.5g/cm34. 检测仪器,仪表及工卡量具钢板尺或钢卷尺、游标卡尺或千分尺、钢球。

前言本部分按照GB/T1.1-2009和Q/CNE G0202-2016给出的规则起草。
本部分起草单位:本标准主要起草人:本标准于2017年首次发布。
外购光伏组件检验规范1 范围本标准规定了工程技术部对外购组件的制程工艺与质量的管控、原材料质量的管控以及对组件外观、功率和EL抽检流程。
本标准适用于外购光伏组件的检验。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修订版均不适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T2828.1—2012 计数抽样检验程序3 术语和定义3.1抽样计划依据计数值单次抽样计划表一般检验水平Ⅱ实施,有特殊要求时依照特殊要求执行。
3.2AQLAccepted quality level可接受质量水平。
4 管理内容与方法4.1 检验执行依据4.1.1 抽样计划根据GB/T2828.1—2012 Ⅱ表执行,有特殊要求时按特殊要求执行。
4.1.2 允收标准致命缺陷(CRI):AQL 0严重缺陷(MAJ): AQL 0.65轻微缺陷(MIN): AQL 1.04.2 检验方案表1详见附录A4.4 检验流程4.4.1 接到采购验货通知后,要求验货供应商提供待验货清单,核对待检验组件的功率是否符合出货要求,并从清单中挑选出需要检验及测试功率的组件,要求供应商提前挑出来放在验货区,并将待测功率组件恒温。
4.4.2 供应商提供验货组件原材料详细清单并现场核实,如果发现所用材料与BOM表不一致,此批组件做拒收处理。
4.4.3 供应商对验货组件进行拆包,在拆包的过程中验货人员确认拆包过程包装箱上的信息等是否符合我司出货要求。
4.4.4 组件外观检验验货人员针对出货前的产品进行外观抽检,依据GB-T2828.1/Lelve 2/AQL MA=0.65 MI=1.0标准进行抽样,并依据《外购晶硅组件成品检验标准》要求对产品进行判定,将结果记录在《光伏组件检验清单》、《光伏组件检验报告》。
边框检测标准1. 阳极氧化膜性能要求2.膜厚:铝合金表面必须经过阳极氧化钝化处理,膜厚级别AA15,阳极氧化膜的最小平均膜厚不应小于15μm局部最小膜厚不应小于12μm。
3 。
型材的弯曲度:任意300mm长的最大值为0.3mm。
4.公称长度≤1m时,允许偏差为±0.8mm;公称长度1m≤L≤3m时,允许偏差为±1.5mm;公称长度>3m时,允许偏差由双方协商确定。
5 。
卡簧厚度:3.7—4.0mm卡簧宽度=内腔宽度-(0—0.9mm)铆点的深度为:0.8—1.05mm;如果用塞规测量,塞规规格为:2.9---3.2mm; 壁厚允许0.1的负公差。
35mm边框冲孔深度为0.75mm~0.85mm,42mm和50mm边框冲孔深度为0.8mm~0.95mm。
冲坑后检查卡簧,应无大幅晃动现象,且静吊10Kg的重物不脱出。
6. 外观色泽均匀,无压坑、碰伤存在;划伤:轻微划伤宽度小于0.5mm,长度小于5mm,未磨透氧化膜,允许存在个数≤2处,1米处目测不清晰。
7. 贴膜要求贴膜与型材表面不得有任何分离现象;贴膜上的胶不得有残留在边框上的现象出现。
任意800mm段内不得有超过3处的高度>0.5mm的褶皱。
任意800mm段内的气泡数<10处,单个气泡的长×宽<10×10mm。
8. 尺寸及厚度要求对于不同规格的铝型材,铝型材的尺寸及公差要求要与我司提供的图纸保持一致,对于拼接缝隙≤0.5mm;将组装好的边框挂置,下坠50kg重物,静置24小时,能够保证组合好的边框不被破坏。
4、检验规则采用正常检验一次抽样方案。
提交检验批次第一次被判为不合格时,可进行成倍抽检,复检不合格则判定不合格,复检合格则判定合格。
5、包装、运输、储存型材采用包装纸包装,每包型材重量约20Kg。
要求包装纸把铝型材完全包裹住并扎紧,保证铝型材之间不得由相对滑动。
运输按GB/T3199执行,应确保铝型材在运输过程中不得有任何损伤。
1.0、目的:1.1为确保易泰科技有限公司生产的baby monitor质量符合要求,特制定此检验标准。
1.2用以规范和统一婴儿监视器结构物料检验方案,内容及判定标准。
2.0、职责及权限:2.1 本标准必须由培训合格之人员执行;2.2 检验中如有疑问及争执,以品质主管最终判定为准;2.3 如有本标准未涉及的项目及书面文字无法描述者,以品质主管最终判定为准;2.4 当本标准与客户标准相冲突时优先采用客户标准。
2.5若新项目不断出现或本标准中有未涉及到的内容,应在本标准中加入并进行整理。
3.0检验条件:3.1视力要求:裸视或矫正视力1.0以上3.2检验距离:检验物距眼睛30-35cm3.3检验角度:水平方位45°,上下左右转动15°3.4按正常规定要求的距离和角度要求扫描整个检测面10—15秒钟为准3.5照明要求:在自然光或60W-100W的日光灯照明条件下检验,距离光源:50-55cm处;照度:500-550Lux(勒克斯(照明单位))4.0缺陷分类:4.1 A类,致命缺陷(CRI):AQL=04.2 B类,重要缺陷(MAJ):AQL=0.654.3 C类,轻微缺陷(MIN):AQL=1.05.0缺陷定义:5.1 致命缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷。
5.2 主要缺陷(Major Defect)产品存在下列缺陷,为主要缺陷:5.2.1 功能缺陷影响正常使用5.2.2 漏元件·配件或主要标识,多出无关的标识及其他可能影响产品性能的物品5.2.3 影响产品形象的包装缺陷5.2.4 性能参数超出规格标准5.2.5 导致终端客户拒绝购买的结构及外观缺陷5.3轻微缺陷(Minor Defect):不影响产品使用,终端客户可能愿意让步接受的缺陷。
5.3.1 仅影响产品美观感,不影响产品的正常功能使用5.3.2 上述缺陷以外的其它不影响产品使用的缺陷6.0表面定义:6.1 A面:正常使用中,直接观察到的主要外漏表面(正常观察产品的正面)6.2 B面:正常使用中,不直接观察到但外漏次要表面(正常观察产品的上下·左右侧面和背面)6.3 C面:正常使用中,很少见或看不见的面(电池仓·充电器和配件等其它表面)7.0缺陷概念:7.1通常缺陷:1)脏污(Contamination):外来物所致的变色或吸附在零件表面上的异物。
薄膜按键1)薄膜按键没有按照主板上到位点(孔)粘贴在主板上正确位置,拒收;2)薄膜按键破损或表面的静电膜划伤断裂,拒收。
麦克风1)麦克风引脚断裂、虚焊,拒收;2)麦克风引脚由于弯折出现折痕,拒收;3)麦克风偏位以及浮高按照以下“ QFP焊脚器件标准”检验;4)麦克风焊点整体高度影响装配、功能拒收;5)麦克风表面氧化,拒收;6)麦克风防尘罩破损、脱落,拒收。
S M T外观检验标准目的:统一外观检验标准,确保产品外观质量的一致性描述项目检验标准描述理想状况允收状况拒收状况立方体器件判断标准浮高元器件直接焊接在焊盘表面。
立方体器件浮高允收状况:最大浮起高度小于或等于0.5mm。
立方体器件浮高允收状况:最大浮起高度大于0.5mm。
﹥0.5mm(20mil)对准度(器件Y方向) 立方体器件恰能座落在焊盘的中央且未发生偏出,所有各金属焊脚都能完全与焊盘接触。
1)器件纵向偏移,但器件与焊盘接触宽度在器件宽度的20%以上;2)金属焊脚纵向滑出焊盘,但仍盖住焊盘0.13mm以上。
1)器件纵向偏移,但器件与焊盘接触宽度在器件宽度的20%以下2)金属焊脚纵向滑出焊盘,盖住焊盘少于0.13mm。
对准度(器件X方向) 立方体器件恰能座落在焊盘的中央且未发生偏出,所有各金属焊脚都能完全与焊盘接触。
器件横向超出焊盘以外,但超出宽度小于、等于其器件宽度的50%。
器件已横向超出焊盘,但超出宽度大于器件宽度的50%。
S M T外观检验标准目的:统一外观检验标准,确保产品外观质量的一致性描述项目检验标准描述理想状况允收状况拒收状况立方体器件判断标准焊点性标准(最小焊点)1)焊锡带是凹面并且从焊盘端延伸到组件端的2/3H以上;2)锡皆良好地附着于所有可焊接面;3)焊锡带完全涵盖着组件端金属镀面。
1)锡带延伸到组件端的50%以上;2)焊锡带从组件端向外延伸到焊盘的距离为组件高度的50%以上。
1)锡带延伸到组件端的50% 以下;2)焊锡带从组件端向外延伸到焊盘端的距离小于组件高度的50%;注:锡表面缺点﹝如退锡、不吃锡、金属外露、坑...等﹞不超过总焊接面积的5%焊点性标准(最大焊点)1)焊锡带是凹面并且从焊盘端延伸到组件端的2/3H以上;2)锡皆良好地附着于所有可焊接面;3)焊锡带完全涵盖着组件端金属镀面。