B8 煤制乙二醇(CTEG)技术进展
- 格式:pdf
- 大小:866.42 KB
- 文档页数:26
煤制乙二醇的现状以及发展2 陕煤、北元化工集团化工二公司,陕西,榆林3陕西省榆林市第二中学,陕西,榆林,7185004 陕西省靖边县第十五小学,陕西,榆林,7185005 陕西省靖边县第十五小学,陕西省,榆林市,718500摘要:据了解,制造乙二醇的方法包括石油法、煤制法和生物制法,而其中石油法和煤制法逐渐成为制作乙二醇的主要方式。
但众所周知,我国能源的基本国情是不可更改的“贫油富煤”。
这种情况下我国生产乙二醇的主要方式就是煤制法,而且理性对比石油法和煤制法,煤制乙二醇的方式相对更有实用性。
本文分析了煤制乙二醇的市场现状以及其工艺存在的缺陷,而后考量了煤制乙二醇行业的未来。
关键词:煤制乙二醇;生产工艺;运输成本引言:目前制作乙二醇的方式有很多,但是基于对我国基本国情的考量,乙二醇的生产企业大多选择以煤制乙二醇的方式为主。
煤制乙二醇的工艺技术现今已经越来越成熟,而且对于能源的消耗也相对较少。
再加上煤制乙二醇生产时以煤炭作为原材料,因此着重发展煤制乙二醇行业,这样不仅能有效改善我国乙二醇供不应求的局面,还能帮助煤炭企业成功转型。
一、煤制乙二醇的市场现状(一)乙二醇市场价格下跌自从2020年俄罗斯等产油大国开启“石油价格战”以来,原油价格跌幅曾一度超过50%,相当于对半打折。
石油价格虽然偶有回升,但是很快就继续下跌。
由于原油价格下跌,相对应的石化产品的价格也随之跌幅巨大,其中包括乙二醇。
煤制乙二醇生产企业,最接受不了的是2020年原油价格疯降,但是同时期的煤炭价格却没有大波动。
最重要的是,石油价格在短期内可能无法回升。
再加上全球疫情持续有可能致使经济低迷,石油价格依旧持续下跌。
这样的市场走向,对于煤制乙二醇的生产企业来说,无异于是雷霆打击。
(二)出口受限制,乙二醇下游产业需求量下降自2020年新冠疫情爆发以来,各企业先是被要求延迟复工。
复工后,又受国外疫情影响导致大批订单取消,部分企业开工即停工。
乙二醇下游产业种类少,这就导致乙二醇价格提高的可能性降低,而且很容易受到服装等企业产量的影响。
煤制乙二醇生产技术现状及技术经济分析摘要:乙二醇别名甘醇、1,2亚乙基二醇,英文名称为ethyleneglycol,缩写EG或MEG,乙二醇属于脂肪族二元醇,是合成涤纶的重要原料,属于聚酯行业产业链中的上游。
此外,还可用于生产防冻剂、润滑剂、湿吸剂、表面活性剂、化妆品和炸药等。
关键词:煤制乙二醇;生产技术;现状;技术经济分析引言近两年来乙二醇产品市场效益下滑,为提高装置应对市场风险的能力,乙二醇装置对产品结构进行调整,最大限度增产环氧乙烷,减产乙二醇。
然而随着乙二醇逐渐减产,乙二醇产品质量达不到聚酯级指标要求。
针对此问题,笔者分析了低负荷生产乙二醇产品不达标的原因,并据此提出改进措施,为后续同类装置通过调整产品结构、更好的应对市场环境提供了技术指导和经验分享。
1乙烯法制环氧乙烷/乙二醇工艺路线方法工业乙烯法制环氧乙烷/乙二醇工艺路线包括直接加压水合法和碳酸乙烯酯法。
直接加压水合法的基本流程为:前段工艺采用乙烯、氧为原料,在银催化剂、甲烷致稳剂、氯化物抑制剂存在下,乙烯直接氧化为EO;后段工艺将EO与水以一定摩尔比在管式反应器内进行水合反应生成EG;然后EG溶液经蒸发精制得到MEG及DEG/TEG副产品。
最终乙二醇产物中,MEG比例通常为90%~90.5%,DEG约占9%,而TEG和更高级二醇约占0.5%~1%。
直接加压水合反应中,水合反应步骤不使用催化剂,对乙二醇产品质量影响小、工艺成熟;为保持较高的EG选择性,水合反应时加入过量水,产物EG浓度较低,后期提纯需蒸发除去大量水分,导致工艺流程长、能耗高。
碳酸乙烯酯法与直接加压水法工艺相同,即乙烯生产EO,后段工艺分两步将EO转化为EG,首先将EO转化为碳酸乙烯酯,然后EC催化水解为MEG。
该工艺可大幅降低水和蒸汽消耗,MEG选择性提高到99%以上,不需要分离DEG。
EC水解法和EC醇解法两种工艺。
2煤制乙二醇生产技术现状醛类物质主要由氧化系统带入,然后经EO产品、MEG产品、脱醛流程、脱醛树脂床等途径流出系统或反应消除。

吨成本降低1000余元,新一代煤制乙二醇技术中式成功9月9日,在贵阳召开的现代煤化工暨新一代煤制乙二醇产业研讨会上,新一代煤制乙二醇技术(NCTEG)千吨级中试工业试验考核结果出炉:吨产品生产成本约为3985元,比一代技术降低1000余元。
中国石油和化学工业联合会会长李寿生表示,新一代技术的开发将引领煤制乙二醇技术创新发展方向,提升煤制乙二醇产品竞争力。
根据考核结果,其单位产品综合能耗为2.097tce/t,原料气消耗为3006.1Nm3/t, 乙二醇选择性大于95%,产品优级品率达到88.4%。
与一代技术相比,新一代技术催化剂成本降低60%以上。
“从考核结果看,这次工业试验取得了成功,打通了工艺流程,总体运行平稳。
与一代技术相比,新技术进一步优化了工艺流程,加强了环保和安全控制,催化剂性能显著提升,乙二醇产品质量更好,生产成本也更具优势,我们期待新技术早日实现工业化。
”石化联合会副秘书长、煤化工专委会秘书长胡迁林对该技术进行了点评。
据介绍,新一代煤制乙二醇技术是中科院福建物质结构研究所在一代技术基础上,经过近10年的研究和攻关而成。
据技术负责人、中科院福建物构所姚元根研究员介绍,新技术建立了全新的工艺技术流程;开发了3种新型催化剂体系,实现了贵金属的高效利用和有毒金属铬的替代;吨乙二醇催化剂成本由300元降至100元以下。
“此外,新技术含酸废水经稀硝酸催化还原单元处理后含酸量小于0.01%,含氮废气经吸收处理后达标排放,含氢含碳等废气经火炬燃烧后达标排放。
”姚元根说。
该技术的千吨级中试工业试验项目由中科院福建物构所与贵州鑫醇能源有限公司联合实施。
该项目于2017年2月开工,2018年5月打通装置全流程,目前已实现1000多小时的工业试验,并产出合格乙二醇产品。
该技术30万吨/年工业示范工艺包目前正在编制中,60万吨/年煤制乙二醇项目将在贵州省黔西南州兴仁县开花结果。
会上,李寿生对煤制乙二醇未来发展提出建议:一是推动技术进步,使产品质量达到聚酯生产要求;二是聚焦产品高质量、差异化发展,在关注高端聚酯、仿丝领域的细化应用性研究的同时,开发煤经草酸二甲酯、碳酸二甲酯生产聚乙醇酸及聚碳等技术路线;三是与化纤产业融合发展,推动化纤原料多元化,实施煤基化纤原料示范工程,推动聚酯产业向西部地区转移;四是构建煤制乙二醇产业技术标准体系。
2014年5月煤制乙二醇技术现状及存在的主要问题郭邑(吉林石化公司乙二醇厂132021)摘要:在对我国的煤制乙二醇技术发展应用现状进行详细论述的过程中,分析了几种合成工艺技术存在的优点与不足,其中重点论述了草酸酯工艺路线。
最后,从乙二醇的需求实际情况出发,分析了煤制乙二醇技术存在的主要问题,为将来煤制乙二醇技术的发展方向提供参考。
关键词:煤制乙二醇;草酸酯;工艺特点引言乙二醇属于一种重要的有机化工材料,其主要用来生成塑料、聚酯纤维、橡胶、胶粘剂、非离子表面活性剂以及乙醇胺以及炸药等产品,通过处理之后部分可以用作润滑剂、增塑剂、防冻剂以及其他的溶剂。
当前,工业中主要是采用通过石油来生成乙二醇。
但是,近些年来,随着石油资源的日益短缺以及国际油价波动较大的影响,而且我国生成乙二醇的相关技术受制于国外,造成了国内乙二醇生成产能不足的问题,不能完全满足市场的需要。
而我国的煤炭资源较为丰富,通过使用煤制乙二醇存在一定的资源优势,因此在2009年将煤制乙二醇纳入到了国家石化产业振兴规划当中。
经过近些年的发展建设,该工业体系取得了一定的发展和建设成果,但是还存在着一些问题。
因此,有必要在分析我国煤制乙二醇技术现状的基础上,分析其中存在的主要问题,为煤制乙二醇产业的发展提供参考。
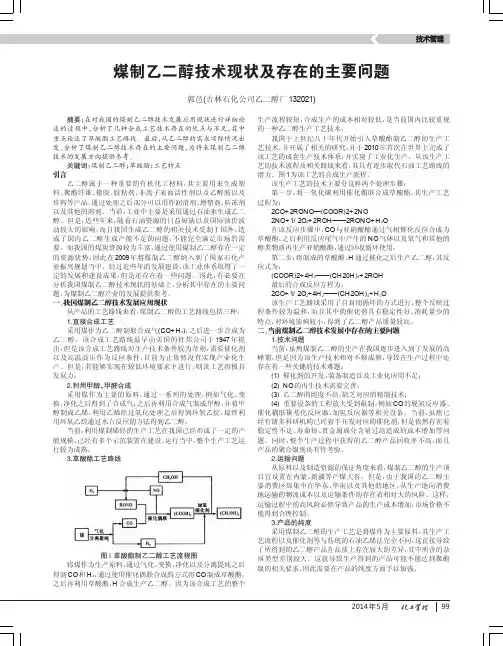
一、我国煤制乙二醇技术发展应用现状从产品的工艺路线来看,煤制乙二醇的工艺路线包括三种:1.直接合成工艺采用煤作为乙二醇制取合成气(CO+H 2),之后进一步合成为乙二醇。
该合成工艺路线最早由美国的杜邦公司于1947年提出,但是该合成工艺路线对生产技术条件较为苛刻,需要催化剂以及高温高压作为反应条件,目前为止依然没有实现产业化生产。
但是,若能够实现在较低环境要求下进行,则该工艺将极具发展力。
2.利用甲醇、甲醛合成采用煤作为主要的原料,通过一系列的处理,例如气化、变换、净化之后得到了合成气,之后再利用合成气制成甲醇,并将甲醇制成乙烯,利用乙烯经过氧化处理之后得到环氧乙烷,最终利用环氧乙烷通过水合反应的方法得到乙二醇。
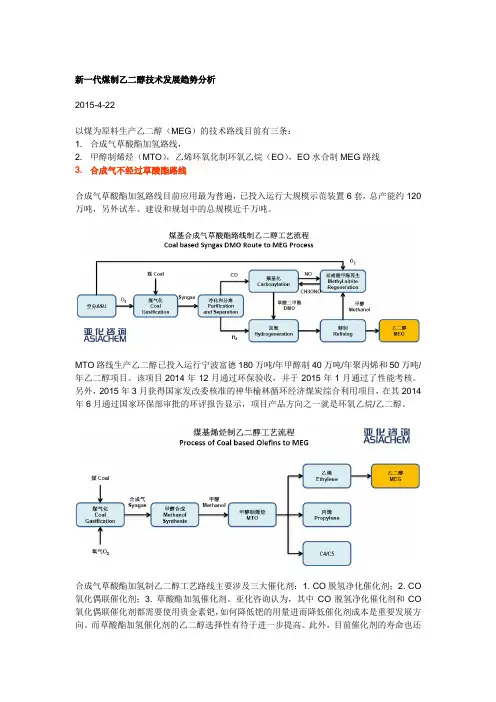
新一代煤制乙二醇技术发展趋势分析2015-4-22以煤为原料生产乙二醇(MEG)的技术路线目前有三条:1. 合成气草酸酯加氢路线,2. 甲醇制烯烃(MTO),乙烯环氧化制环氧乙烷(EO),EO水合制MEG路线3. 合成气不经过草酸酯路线合成气草酸酯加氢路线目前应用最为普遍,已投入运行大规模示范装置6套,总产能约120万吨,另外试车、建设和规划中的总规模近千万吨。
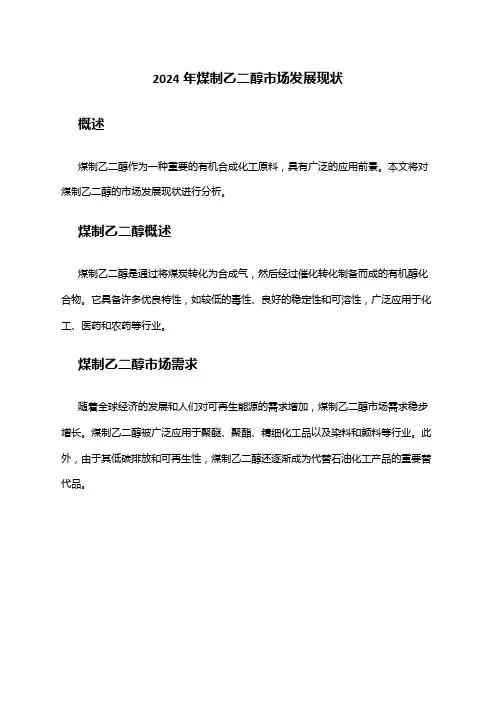
MTO路线生产乙二醇已投入运行宁波富德180万吨/年甲醇制40万吨/年聚丙烯和50万吨/年乙二醇项目。
该项目2014年12月通过环保验收,并于2015年1月通过了性能考核。
另外,2015年3月获得国家发改委核准的神华榆林循环经济煤炭综合利用项目,在其2014年6月通过国家环保部审批的环评报告显示,项目产品方向之一就是环氧乙烷/乙二醇。
合成气草酸酯加氢制乙二醇工艺路线主要涉及三大催化剂:1. CO脱氢净化催化剂;2. CO 氧化偶联催化剂;3. 草酸酯加氢催化剂。
亚化咨询认为,其中CO脱氢净化催化剂和CO 氧化偶联催化剂都需要使用贵金素钯,如何降低钯的用量进而降低催化剂成本是重要发展方向。
而草酸酯加氢催化剂的乙二醇选择性有待于进一步提高。
此外,目前催化剂的寿命也还有待进一步提高。
公开信息显示,中科院福建物构所开发成功低成本环保型新一代煤制乙二醇技术,其中CO 脱氢净化催化剂和CO氧化偶联催化剂采用了新型制备技术,在降低贵金属钯含量的情况下,提高了选择性,并降低反应温度。
而新一代草酸二甲酯加氢催化剂采用了无铬配方,性能指标也优于一代技术。
2015年1月,京宇能源投资集团与贵州兴仁县签订年产60万吨煤制乙二醇项目。
该项目由京宇能源与中国科学院福建物质结构研究所合作,计划采用福建物构所煤制乙二醇二代技术,2015年先期启动千吨级中试装置基地建设。
2013年10月22日,伊士曼化工公司宣布,与庄信万丰戴维科技有限公司(JM戴维)合作开发了先进的以合成气为原料生产乙二醇的专利技术。
2024年煤制乙二醇市场发展现状概述煤制乙二醇作为一种重要的有机合成化工原料,具有广泛的应用前景。
本文将对煤制乙二醇的市场发展现状进行分析。
煤制乙二醇概述煤制乙二醇是通过将煤炭转化为合成气,然后经过催化转化制备而成的有机醇化合物。
它具备许多优良特性,如较低的毒性、良好的稳定性和可溶性,广泛应用于化工、医药和农药等行业。
煤制乙二醇市场需求随着全球经济的发展和人们对可再生能源的需求增加,煤制乙二醇市场需求稳步增长。
煤制乙二醇被广泛应用于聚醚、聚酯、精细化工品以及染料和颜料等行业。
此外,由于其低碳排放和可再生性,煤制乙二醇还逐渐成为代替石油化工产品的重要替代品。
市场规模当前,煤制乙二醇市场规模不断扩大。
根据市场研究报告,全球煤制乙二醇市场年均复合增长率预计将达到X%。
亚太地区是目前煤制乙二醇市场的主要消费地区,而北美和欧洲市场也表现出快速增长的势头。
主要生产商全球煤制乙二醇市场的竞争格局较为激烈,主要生产商包括中国石化、中国煤炭科工集团、陕西煤化工、云南煤化工等。
这些公司不断加大技术创新投入,通过提高生产效率和产品质量来增强市场竞争力。
市场趋势1.绿色环保要求的提升:随着环保意识的增强,煤制乙二醇在环境友好型产品中的市场地位不断提升,这对煤制乙二醇市场发展具有积极影响。
2.能源结构调整的影响:随着全球能源结构调整的推进,清洁能源的需求增加,将进一步推动煤制乙二醇市场的发展。
3.新技术应用的推动:新技术的应用不断推动煤制乙二醇市场的创新发展,如催化剂的改进、新型生产工艺的研发等。
煤制乙二醇市场具有广阔的发展前景。
随着全球环保意识的不断提高和新技术的应用,煤制乙二醇的市场需求有望进一步增长。
同时,随着能源结构调整的推进,煤制乙二醇将在可再生能源领域扮演更重要的角色。
在未来几年,煤制乙二醇市场将继续保持稳定增长,给相关企业带来更多发展机遇。
结论煤制乙二醇作为一种重要的有机合成化工原料,在全球范围内市场需求稳步增长。
煤制乙二醇工艺技术煤制乙二醇是利用煤作为原料经过一系列化学反应制得的一种有机化合物。
乙二醇广泛应用于化工、塑料、纺织、医药等领域,是世界上重要的工业原料之一。
煤制乙二醇工艺技术是一种煤化工技术,具有资源丰富、投资较低、生产成本较低等优点。
下面将介绍煤制乙二醇的工艺技术及其过程。
煤制乙二醇的工艺技术主要分为以下几个步骤:煤气化、气体转化、合成乙二醇。
首先是煤气化,将煤通过高温反应转化为气体,主要生成一氧化碳和氢气等原料。
煤气化的方法有焦炉煤气化、热解煤气化和水煤气化等,其中水煤气化是最常用的方法。
通过控制煤气化的温度、压力和反应时间等参数,可以得到合适的气体组成。
接下来是气体转化,将煤气中的一氧化碳和二氧化碳转化为乙醛。
气体转化主要通过催化剂进行,常用的催化剂有铜、铁、钼等。
通过气体转化反应,可以将煤气中的一氧化碳转化为乙醛,即氢气和二氧化碳反应生成乙醛。
乙醛是乙二醇的前体,是制取乙二醇的重要中间体。
最后是合成乙二醇,即将乙醛经过催化反应转化为乙二醇。
合成乙二醇的主要反应是醛缩合成醇,通过加氢反应将乙醛中的氧原子还原成一个氢原子,生成乙二醇。
合成乙二醇的催化剂通常使用氢化钠、氢化锌等。
煤制乙二醇工艺技术有以下几个特点。
首先是资源丰富,煤是我国最丰富的能源之一,可以充分利用煤炭资源。
其次是投资较低,相比于从石油提炼乙二醇的工艺技术而言,煤制乙二醇的投资成本较低。
再次是生产成本较低,煤制乙二醇的工艺技术高效节能,生产成本较低。
然而,煤制乙二醇工艺技术也存在一些挑战。
首先是环境污染问题,煤气化过程会产生大量的二氧化碳和其他废气,如果不能很好地处理这些废气,将会对环境造成一定的污染。
其次是技术难度较高,煤制乙二醇的工艺技术需要高水平的催化剂和反应条件控制,对工程师的要求较高。
总之,煤制乙二醇工艺技术是利用煤作为原料制取乙二醇的一种重要方法。
其优点是资源丰富、投资较低、生产成本较低;而挑战是环境污染和技术难度。
煤制乙二醇生产工艺
煤制乙二醇(Coal to Ethylene Glycol,简称CTEG)是将煤炭
作为原料通过一系列反应和工艺转化为乙二醇的过程。
下面是一种常见的煤制乙二醇生产工艺:
1. 煤炭预处理:首先,对煤炭进行破碎、磨煤等预处理工序,将煤炭粉碎成适当的颗粒大小,以提高煤炭的反应性。
2. 气化反应:将预处理后的煤炭送入气化炉,通过高温和缺氧的气氛下进行气化反应。
在气化炉中,煤炭与气化剂(通常是空气或氧气)反应生成合成气,主要成分为一氧化碳和氢气。
3. 气体净化:将合成气中的杂质进行净化除去,例如一氧化碳、硫化物、氯化物等。
这可以通过吸附、洗涤、吹扫等方法进行。
4. 合成气的转化:通过催化反应,将合成气转化为含醇的反应物。
常见的反应包括甲醇合成、乙醇合成等。
这些反应通常需要使用特定的催化剂和适宜的反应条件。
5. 乙二醇的制备:将合成气转化为甲醇或乙醇后,通过一系列反应和工艺将其转化为乙二醇。
这一步主要包括水气转变反应、水合反应等。
6. 乙二醇的精制:通过蒸馏等方法,对乙二醇进行精制,去除杂质,使乙二醇纯度达到特定的要求。
7. 产品处理和储存:将乙二醇进行处理,去除任何残留的杂质,
然后进行包装和储存,以便后续的销售和使用。
需要注意的是,这只是一种常见的工艺流程,并不代表所有的煤制乙二醇生产工艺。
不同的企业和地区可能会根据实际情况进行调整和改进。
此外,煤制乙二醇生产过程中需要消耗大量的能源,还会产生一定数量的废水和废气,所以在实际应用中也需要考虑环境保护和资源节约的问题。
煤制乙二醇成套工艺技术及技术经济分析煤制乙二醇是一种重要的有机化工产品,广泛应用于合成树脂、涂料、溶剂、塑料等领域。
其生产工艺主要通过煤炭气化产生合成气,再经过醇化、脱气、过滤、脱硫、脱硝、脱水、脱甲醇等步骤得到乙二醇。
下面将对煤制乙二醇的成套工艺技术进行介绍,并对其技术经济进行分析。
一、煤制乙二醇的成套工艺技术1.煤炭气化:通过煤炭气化产生的合成气是煤制乙二醇的关键原料。
气化过程中,煤炭在高温下热解,生成一氧化碳和氢气。
2.醇化反应:将合成气与催化剂接触,进行醇化反应,生成醇化液。
该反应过程需控制温度、压力及催化剂使用等参数。
3.脱气:将醇化液进行脱气处理,去除非醇化成分,保证乙二醇的纯度和质量。
4.过滤:通过过滤装置,将脱气液中的杂质和固体颗粒过滤掉,提高乙二醇产物的纯度。
5.脱硫、脱硝:通过脱硫、脱硝技术,去除醇化过程中产生的硫化物和氮化物,减少对环境的污染。
6.脱水:通过脱水工艺将乙二醇中的水分去除,提高乙二醇的浓度。
7.脱甲醇:乙二醇生产过程中常伴随有少量甲醇的生成,需进行脱甲醇处理,以提高乙二醇的纯度。
1.投资估算:煤制乙二醇的生产线需要进行设备购置、土建工程、工程设计、安装调试等投资。
投资额的大小与生产能力、技术装备水平等有关。
2.生产成本:生产成本主要包括原料成本、能源消耗、人工成本、设备维护费用等。
其中,原料成本主要占生产成本的比重,合成气的制备和醇化反应所需的煤炭价格是影响生产成本的重要因素。
3.销售收入:煤制乙二醇的销售收入与产品的销售价和销售量有关。
销售价主要受市场供需状况和竞争程度的影响。
4.盈利能力:盈利能力主要通过利润率、投资回收期、投资利润率等指标进行评估。
煤制乙二醇的利润率主要受到生产成本、销售价和市场需求等因素的共同影响。
在技术经济分析过程中,需要综合考虑上述各项因素,评估煤制乙二醇的投资回报率和财务可行性,以指导实际生产和投资决策。
总结起来,煤制乙二醇的成套工艺技术包括煤炭气化、醇化反应、脱气、过滤、脱硫、脱硝、脱水和脱甲醇等环节。
煤制乙二醇技术进展论述作者:翟旭亚来源:《中国化工贸易·下旬刊》2017年第04期摘要:乙二醇是一种非常重要的有机原料,并广泛应用于人类社会实践活动中,但在我国乙二醇会出现供不应求的状况。
乙二醇的加工生产可以分为石油路线和非石油路线。
历经多年发展,石油方式制备乙二醇的工艺已经相当成熟,但其耗水量大、附属产物多、受国际原油价格影响巨大,结合我国煤炭富有的状况,开展了利用煤炭制备乙二醇的新工艺。
本文从煤制乙二醇的工艺流程,国内外的发展现状及煤制乙二醇的风险进行分析总结,希望可以对实践生产产生一定作用。
关键词:煤制乙二醇;工艺流程;风险分析1 煤制乙二醇技术工艺流程现阶段,国内利用煤炭制备乙二醇有以下三种工艺措施:①通过对煤气化产生一氧化碳和氢气,再使这两种气体进一步反应,最终制成乙二醇。
这种制备方式操作简单,但是相同反应物生成乙二醇的量过少,而且反应必须在高温高压条件下进行,为了加快反应速率,还必须使用催化剂。
因此此类方法在生产过程中使用较少。
②通过对煤气化产生一氧化碳和氢气,经两种气体反应生成甲醇,再由甲醇制成乙烯,乙烯氧化得环氧乙烷,最后由环氧乙烷水合法制乙二醇。
在我国,使用这种工艺制备乙二醇较为成熟,但是这种方法工艺流程长,而且在产生乙烯过程中可能会伴随着丙烯的产生。
③通过对煤气化产生一氧化碳和氢气,将一氧化碳催化偶联合成草酸酯再加氢生成乙二醇。
此种方法的制备工艺较为成熟,是现阶段工业化生产所使用的最多的方法。
2 国内外煤制乙二醇发展现状2.1 国内煤制乙二醇发展现状随着煤制乙二醇技术的提出,越来越多的研究人员开始煤制乙二醇的研究。
以一氧化碳作为反应物进行乙二醇的合成,不仅能缓解石油开发的压力,同时也能保护生态环境。
西南化工研究院于1981年开始合成草酸二乙酯,为后人开辟了道路;中科院成都有机化学所随后开展了一氧化碳气相催化合成草酸二乙酯的实验研究,并取得了良好的成效,随后国内各大知名院校、科研机构都对此合成方式进行了研究。
煤制乙二醇的工艺及市场分析煤制乙二醇(Coal-to-Ethylene Glycol)是指将煤炭作为原料,通过一系列的化学反应,将其转化为乙二醇的过程。
乙二醇是一种重要的有机化工原料,广泛用于聚酯纤维、塑料、溶剂等领域。
本文将对煤制乙二醇的工艺及市场进行分析。
1.煤炭气化:将煤炭在高温下与空气或氧气进行反应,得到合成气。
气化反应一般在300-1200°C的温度下进行,反应产物主要是一氧化碳和氢气。
2.合成气处理:对合成气进行脱硫、脱煤渣等处理,以去除其中的有害物质。
3.催化转化:将合成气经过催化剂床层反应,进行乙二醇合成反应。
常用的催化剂有Cu/ZnO/Al2O3,也可以采用其他催化剂。
4.分离提纯:将反应产物经过蒸馏、吸附等分离技术,得到纯度高的乙二醇。
1.可以有效利用煤炭资源,缓解能源压力,减少对石油等化石能源的依赖。
2.煤制乙二醇的生产过程中产生的副产物可以用于发电或再生产其他化学品,提高资源利用率。
3.生产乙二醇的催化剂相对较为简单,成本较低。
4.煤炭气化技术已经得到广泛应用,工业化生产具备一定的技术基础。
然而,煤制乙二醇也存在一些挑战:1.煤制乙二醇的工艺流程较为复杂,需要高温、高压条件下进行反应,造成设备和能源的高投入。
2.反应废气中含有大量一氧化碳和二氧化碳等有害气体,需要进行处理和处理,增加了生产成本。
3.乙二醇市场竞争激烈,价格波动大,企业需要具备一定的市场竞争力。
市场分析:1.乙二醇是一种重要的有机化工原料,具有广泛的应用领域。
特别是聚酯纤维、聚酯塑料等行业对乙二醇的需求量较大。
2.煤制乙二醇可以有效利用煤炭资源,降低对石油等化石能源的依赖,符合环境保护和可持续发展的要求。
3.国内外多个国家和地区对乙二醇需求不断增加,市场潜力较大。
4.煤制乙二醇技术的发展逐渐成熟,具备一定的产业化规模,可以实现规模化、可持续的生产。
总的来说,煤制乙二醇具备较好的工艺技术基础和市场发展前景。
日本宇部煤制乙二醇技术简介(Coal To Ethylene Glycol、简称“CTEG技术”)乙二醇是一种非常重要的有机化工原料。
乙二醇产品主要用来生产聚酯纤维(PET)、塑料、橡胶、聚酯漆、胶粘剂、非离子表面活性剂、乙醇胺以及炸药,也大量用作溶剂、润滑剂、增塑剂和防冻剂等。
近年来,我国乙二醇生产能力和产量增长较快,但由于聚酯等工业的强劲需求,仍不能满足国内日益增长的市场需求,每年都需大量进口,且进口量呈逐年增长态势,乙二醇的国内市场潜力大。
自上世纪八十年底起,日本宇部兴产株式会社着力于煤基合成气制草酸二甲酯和碳酸二甲酯的工艺研究和工程放大装置的研究。
万吨级工业化羰基化装置的稳定运行经验至今以后二十余年。
基于此技术深厚的积累是煤制乙二醇技术广泛应用的基本前提。
宇部法CTEG技术工艺流程简图如下:高化学公司在宇部的支持下,和国内知名化学工程公司合作进行了草酸二甲酯加氢制乙二醇工业化试验的研究。
装置运行稳定,装置实际产能达到设计100%的负荷。
工业化试验加氢催化剂表现出了极高的EG选择性和稳定性,始终稳定或超过95%。
工业化试验乙二醇产品品质经国家权威检测机构检测完全达到GB/T 4649-2008工业用乙二醇优等品的产品标准。
工业化加氢试验研究成果完全重复了当年宇部的技术水平。
羰基化装置的稳定运行和两大催化剂(羰化催化剂和加氢催化剂)是整个CTEG 工艺技术的核心部分。
装置安全稳定运行和催化剂的性能高低将直接影响到整个煤基乙二醇技术的经济性。
来自宇部兴产公司配方的羰化催化剂和加氢催化剂性能明显优于同类单位技术水平。
宇部CTEG工艺技术具有如下工艺特点:1、CO合成草酸二甲酯气相法的发明者,并拥有多年工业化实绩。
2、反应选择性高、产品纯度高。
3、处理易爆性的重要中间体MN有独特技术,反应装置安全性高。
4、副产物少(DMC/DMO<5%)5、羰化、加氢两大催化剂活性高、反应效率高。
图草酸二甲酯加氢制乙二醇工业化试验装置一角正是基于宇部多年的羰基化技术积累和加氢工业化试验装置的成功运行。
20经过多年的技术积累与企业联手合作,“煤制乙二醇”技术路线符合我国缺油、少气、煤炭资源相对丰富的资源特点。
“煤制乙二醇”即以煤代替石油乙烯生产乙二醇。
我国已经成功开发了“万吨级CO气相催化合成草酸酯和草酸酯催化加氢合成乙二醇”(简称“煤制乙二醇”)成套技术。
1 我国乙二醇的生产工艺直接法:此技术的关键是在相当长的时期内难以实现工业化的前提下,进行催化剂的选择,以煤气化制取合成气(CO+H 2),技术较为成熟,但成本相对较高。
烯烃法:以煤为原料,通过气化、变换、净化后得到合成气,经甲醇合成,由合成气一步直接合成乙二醇。
环氧乙烷水合及产品精制最终得到乙二醇。
再经乙烯环氧化、分别得到CO和H 2,获得聚酯级乙二醇。
该过程与传统石油路线将煤制烯烃其中CO通过催化偶联合成及精制生产草酸酯。
草酸酯法:甲醇制烯烃(MTO)得到乙烯,以煤为原料,通过分离提纯与乙二醇相结合,经过变换、气化、净化,再经过与H 2进行加氢反应,通过精制而成。
2 草酸酯制备工艺综述由于石油越来越少,特别是我国,煤多油少,所以草酸酯的制备方法以煤为原料制取乙二醇的越来越多。
近几年来该工艺铺天盖地,规模越来越大,但是生产工艺大多采用草酸酯制备工艺路线有两种:液相法和气相法。
现介绍如下:2.1 液相法1978年建成投产了一套年产6000t的装置。
所得草酸二丁酯在70~80℃、常压下水解。
日本宇部兴产公司成功地开发了一氧化碳氧化偶联制草酸酯的工艺,以活性碳为载体的钯为催化剂,液体送脱水工序蒸馏脱水该工艺是在硝酸存在下,在90~100℃、亚硝酸丁酯10~20。
8.106~11.146kPa下,将此滤液分馏,分馏出来的正丁醇和亚硝酸丁酯返回反应器,所得蒸余物进行过滤,CO、O 2和循环回来的未反应的尾气、正丁醇25%~35%、62.5%~63%(质量)浓度的硝酸、称量滤液组成[%(质量)循环液,再生处理滤出的催化剂经返回反应器。
未反应的原料气经压缩循环使用。