机械加工工艺定位与夹紧符号表
- 格式:doc
- 大小:196.50 KB
- 文档页数:1
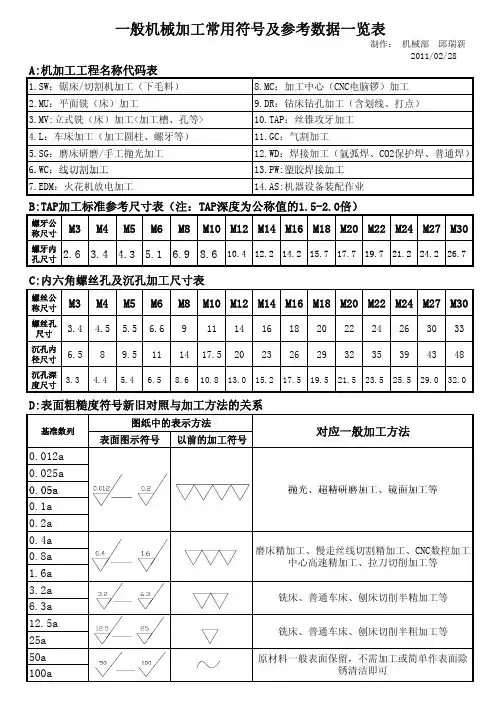
一般机械加工常用符号及参考数据一览表制作: 机械部 邱瑞新 2011/02/28A:机加工工程名称代码表8.MC:加工中心(CNC电脑锣)加工1.SW:锯床/切割机加工(下毛料)3.MV:立式铣(床)加工<加工槽、孔等>4.L:车床加工(加工圆柱、螺牙等)5.SG:磨床研磨/手工抛光加工11.GC:气割加工12.WD:焊接加工(氩弧焊、CO2保护焊、普通焊)9.DR:钻床钻孔加工(含划线、打点)10.TAP:丝锥攻牙加工2.MU:平面铣(床)加工螺牙公称尺寸M3M4M5M6M8M10M12M14M16M18M20M22M24M27M30螺牙内2634435169861041221421571771972122422677.EDM:火花机放电加工6.WC:线切割加工B:TAP加工标准参考尺寸表(注:TAP深度为公称值的1.5-2.0倍)14.AS:机器设备装配作业13.PW:塑胶焊接加工孔尺寸2.63.44.35.16.98.610.412.214.215.717.719.721.224.226.7螺丝公称尺寸M3M4M5M6M8M10M12M14M16M18M20M22M24M27M30螺丝孔C:内六角螺丝孔及沉孔加工尺寸表尺寸 3.4 4.5 5.5 6.6911141618202224263033沉孔内径尺寸 6.589.5111417.5202326293235394348沉孔深度尺寸3.34.45.46.58.610.813.015.217.519.521.523.525.529.032.0D:表面粗糙度符号新旧对照与加工方法的关系表面粗糙度符号新对照与加方法的关系。
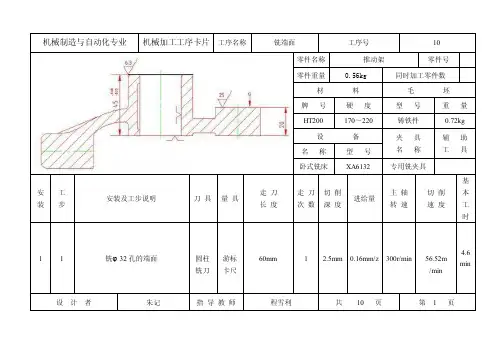
机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号10零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 铣φ32孔的端面圆柱铣刀游标卡尺60mm 1 2.5mm 0.16mm/z 300r/min 56.52m/min4.6min设计者朱记指导教师程雪利共10 页第 1 页机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号20零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量铸铁件0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 铣φ16孔的端面圆柱铣刀游标卡尺30mm 1 2.5mm 0.23mm/z 150r/min 23.55m/min设计者朱记指导教师程雪利共10 页第2 页需要CAD图的加Q2623875118机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号30零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1铣φ32mm孔和φ16mm孔在同一基准上的两个端面圆柱铣刀游标卡尺90mm 1 2.5mm 0.2mm/z 250r/min 47.1m/min 设计者朱记指导教师程雪利共10 页第 3 页机械制造与自动化专业机械加工工序卡片工序名称铣槽工序号40零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁体0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 保持槽的中心线与φ32mm孔的轴线的垂直度要求槽铣刀游标卡尺内径千分尺28mm 3 3mm0.16mm/z300r/min 8.49m/min设计者朱记指导教师程雪利共10 页第 4 页需要CAD图的加Q2623875118机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号50零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号卧式车床CA6140 专用车夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 车φ10mm和φ16mm的基准面车刀游标卡尺30mm 1 2.5mm 0.48mm/r 530r/min 12.77m/min设计者朱记指导教师程雪利共10 页第 5 页机械制造与自动化专业机械加工工序卡片工序名称粗精加工Φ16mm孔工序号60零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z535 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 123扩孔Φ27mm扩孔Φ32mm倒角45°高速刚复合钻头游标卡尺55mm 15050500.4mm/z02 mm/z01 mm/z400r/min630r/min630r/min29.7m/min15 m/min29.7 m/min 设计者朱记指导教师程雪利共10 页第6 页需要CAD图的加Q2623875118机械制造与自动化专业机械加工工序卡片工序名称钻孔工序号70零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z535 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112 钻φ16mm孔钻φ10mm孔直柄麻花钻直柄麻花钻内径千分尺内径千分尺46mm30mm1143mm2.5mm0.5mm/r0.3mm/r480r/min520r/min58.34m/min37.25m/min设计者朱记指导教师程雪利共10 页第8 页机械制造与自动化专业机械加工工序卡片工序名称钻、半精铰工序号80零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z525 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112钻φ16mm的孔保证孔的位置精度半精铰φ16mm孔,保证孔的尺寸精度直柄麻花钻圆柱直柄铰刀内径千分尺内径千分尺22mm22mm118mm0.5mm0.5mm/r0.37m/r420r/min470r/min10.44m/min9.5m/min设计者朱记指导教师程雪利共10 页第7 页需要CAD图的加Q2623875118机械制造与自动化专业机械加工工序卡片工序名称钻孔、攻丝工序号90零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z525 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112 钻螺纹孔φ6mm攻丝8M-6H直柄麻花钻机用丝锥内径千分尺螺纹塞规11113mm0.5mm0.3mm/r0.1mm/r420r/min460r/min4.7m/min3.2m/min设计者朱记指导教师程雪利共10 页第9 页机械制造与自动化专业机械加工工序卡片工序名称钻孔、锪倒角工序号100零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z525 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112 钻φ6mm孔锪120°倒角直柄麻花钻高速钢莫氏锥锪钻内径千分尺深度百分尺20.4mm3mm113mm1.0mm0.3mm/r0.2mm/r480r/min460r/min11.5m/min14.45m/min设计者朱记指导教师程雪利共10 页第10 页。
机械加工中各种常用符号机械加工中有许多常用的符号,这些符号在图纸上使用,用以表示与加工相关的各种要求和信息。
下面将介绍一些常见的机械加工符号及其含义。
1. 直线符号:直线符号通常用来表示两个点之间的直线连接,以及两个点之间的距离。
直线符号用一条直线连接两个点,表示这两个点之间应该有一条直线。
2. 圆弧符号:圆弧符号用来表示一个圆弧的位置和半径。
圆弧符号通常由一条弧线和两个点组成,弧线表示圆弧的位置,而两个点表示起始点和终止点。
3. 垂直符号:垂直符号用来表示两条直线或边框之间的垂直关系。
垂直符号通常由一个带有两个短线的直角符号表示,其中一条线与另一条线垂直相交。
4. 平行符号:平行符号用来表示两条直线或边框之间的平行关系。
平行符号通常由两个平行线组成,它们之间没有其他连接线。
5. 对称符号:对称符号用来表示一个图形或物体的对称性。
对称符号通常由一个中心线和两侧对称的形状组成,中心线表示对称轴。
6. 深度符号:深度符号用来表示零件的深度要求。
深度符号通常由一个竖线和一个箭头组成,箭头指向所需的深度。
7. 拉伸符号:拉伸符号用来表示零件的延长或拉伸要求。
拉伸符号通常由两条平行线和箭头组成,箭头指向拉伸的方向。
8. 放样符号:放样符号用来表示平面图形在另一个平面上的复制或放大。
放样符号通常由一个图形和一个箭头组成,箭头指向放样的方向。
9. 表面粗糙度符号:表面粗糙度符号用来表示零件表面的光滑程度要求。
表面粗糙度符号通常由一条波浪线和一个数值组成,波浪线表示表面的光滑程度,数值表示表面粗糙度的指标。
10. Ø符号:Ø符号用来表示直径尺寸。
Ø符号通常用于圆形零件的直径标记,如在孔洞和轴上使用。
这些都是机械加工中常见的符号,熟练掌握这些符号的含义对于正确理解和解读机械加工图纸非常重要。
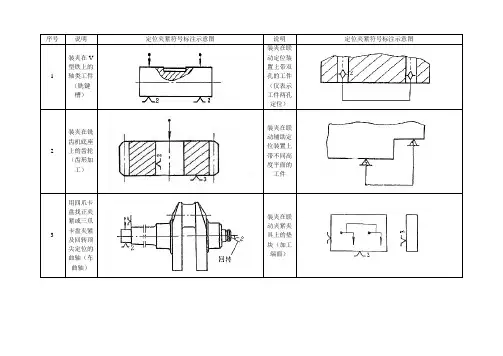
序号说明定位夹紧符号标注示意图说明定位夹紧符号标注示意图
1 装夹在V
型铁上的
轴类工件
(铣键
槽)
装夹在联
动定位装
置上带双
孔的工件
(仅表示
工件两孔
定位)
2 装夹在铣
齿机底座
上的齿轮
(齿形加
工)
装夹在联
动辅助定
位装置上
带不同高
度平面的
工件
3 用四爪卡
盘找正夹
紧或三爪
卡盘夹紧
及回转顶
尖定位的
曲轴(车
曲轴)
装夹在联
动夹紧夹
具上的垫
块(加工
端面)
4 装夹在一
圆柱销和
一菱形销
夹具上的
箱体(箱
体镗孔)
装夹在联
动夹紧夹
具上的多
件短轴
(加工端
面)
5 装夹在三
面定位夹
具上的箱
体(箱体
镗孔)
装夹在液
压杠杆夹
紧夹具上
的垫块
(加工侧
面)
6 装夹在钻
模上的支
架(钻孔)
装夹在气
动铰链杠
杆夹紧夹
具上的圆
盘(加工
上平面)
7 装夹在齿
轮、齿条
压紧钻模
上的法兰
盘(钻孔)
装夹在专
用曲轴夹
具上的曲
轴(铣曲
轴侧面)
8 装夹在夹具上的拉杆叉头(钻孔)。
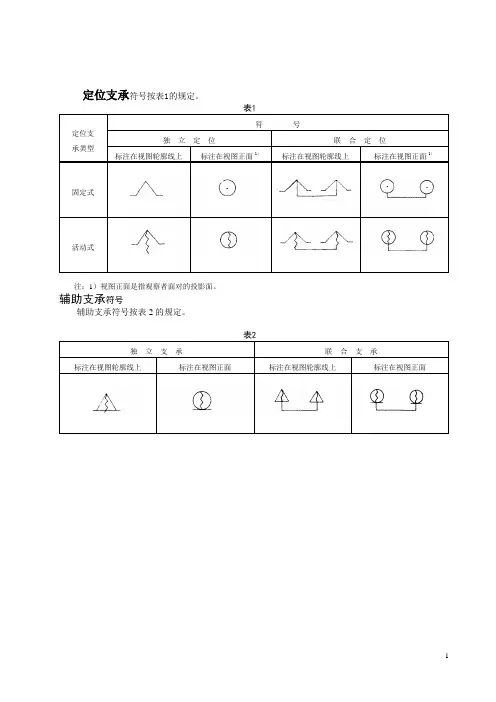
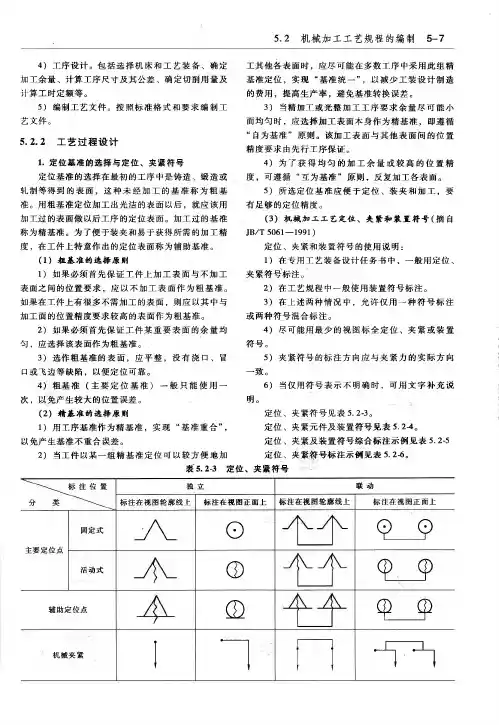
定位支承符号按表1的规定。
定位支承类型符号独立定位联合定位标注在视图轮廓线上标注在视图正面1)标注在视图轮廓线上标注在视图正面1)固定式活动式注:1)视图正面是指观察者面对的投影面。
辅助支承符号辅助支承符号按表2的规定。
独立支承联合支承标注在视图轮廓线上标注在视图正面标注在视图轮廓线上标注在视图正面夹紧符号夹紧符号按表3的规定。
表中的字母代号为大写汉语拼音字母。
夹紧动力源类型符号独立夹紧联合夹紧标注在视图轮廓线上标注在视图正面标注在视图轮廓线上标注在视图正面手动夹紧液压夹紧气动夹紧电磁夹紧常用的装置符号按表4的规定。
序号符号名称简图序号符号名称简图1 固定顶尖8圆柱心轴2 内顶尖9锥度心轴3 回转顶尖10螺纹心轴4 外拨顶尖11弹性心轴5 内拨顶尖弹簧夹头6 浮动顶尖12三爪卡盘7 伞形顶尖13四爪卡盘续表4序号符号名称简图序号符号名称简图14 中心架21压板15 跟刀架22角铁16 圆柱衬套23可调支承17 螺纹衬套24平口钳18 止口盘25中心堵19拨杆26V形铁20 垫铁27软爪1.2 定位、夹紧符号应用及相对应的夹具结构示例见附录B。
定位、夹紧符号与装置符号综合标注示例序号说明定位、夹紧符号标注示意图装置符号标注或与定位、夹紧符号联合标注示意图1床头固定顶尖、床尾固定顶尖定位拨杆夹紧2床头固定顶尖、床尾浮动顶尖定位拨杆夹紧3床头内拨顶尖、床尾回转顶尖定位夹紧4床头外拨顶尖,床尾回转顶尖定位夹紧5床头弹簧夹头定位夹紧,夹头内带有轴向定位,床尾内顶尖定位6 弹簧夹头定位夹紧序号说明定位、夹紧符号标注示意图装置符号标注或与定位、夹紧符号联合标注示意图7液压弹簧夹头定位夹紧,夹头内带有轴向定位8 弹性心轴定位夹紧9气动弹性心轴定位夹紧,带端面定位10 锥度心轴定位夹紧圆柱心轴定位夹紧,11带端面定位12 三爪卡盘定位夹紧续表A1装置符号标注或与定位、序号说明定位、夹紧符号标注示意图夹紧符号联合标注示意图液压三爪卡盘定位13夹紧,带端面定位四爪卡盘定位夹紧,14带轴向定位四爪卡盘定位夹紧,15带端面定位16床头固定顶尖,床尾浮动顶尖定位,中部有跟刀架辅助支承,拨杆夹紧(细长轴类零件)17床头三爪卡盘带轴向定位夹紧,床尾中心架支承定位18止口盘定位螺栓压板夹紧续表A1序号说明定位、夹紧符号标注示意图装置符号标注或与定位、夹紧符号联合标注示意图19止口盘定位气动压板联动夹紧20 螺纹心轴定位夹紧21圆柱衬套带有轴向定位,外用三爪卡盘夹紧22螺纹衬套定位,外用三爪卡盘夹紧23 平口钳定位夹紧24 电磁盘定位夹紧续表A1序号说明定位、夹紧符号标注示意图装置符号标注或与定位、夹紧符号联合标注示意图25软爪三爪卡盘定位卡紧26床头伞形顶尖,床尾伞形顶尖定位,拨杆夹紧27床头中心堵,床尾中心堵定位,拨杆夹紧附录A(资料性附录)定位、夹紧符号应用及相对应的夹具结构示例表B1序号说明定位、夹紧符号应用示例夹具结构示例1安装在V形夹具体内的销轴(铣槽)2安装在铣齿底座上的齿轮(齿形加工)续表B1序号说明定位、夹紧符号应用示例夹具结构示例3安装在一圆柱销和一菱形销夹具上的箱体(箱体镗孔)4安装在三面定位夹具上的箱体(箱体镗孔)续表B1序号说明定位、夹紧符号应用示例夹具结构示例5安装在钻模上的支架(钻孔)续表B1序号说明定位、夹紧符号应用示例夹具结构示例6安装在专用曲轴夹具上的曲轴(铣曲轴侧面)续表B1序号说明定位、夹紧符号应用示例夹具结构示例7安装在联动夹紧夹具上的垫块(加工端面)8安装在联动夹紧夹具上的多件短轴(加工端面)续表B1序号说明定位、夹紧符号应用示例夹具结构示例9安装在液压杠杆夹紧夹具上的垫块(加工侧面)10安装在气动铰链杠杆夹紧夹具上的圆盘(加工上平面)。
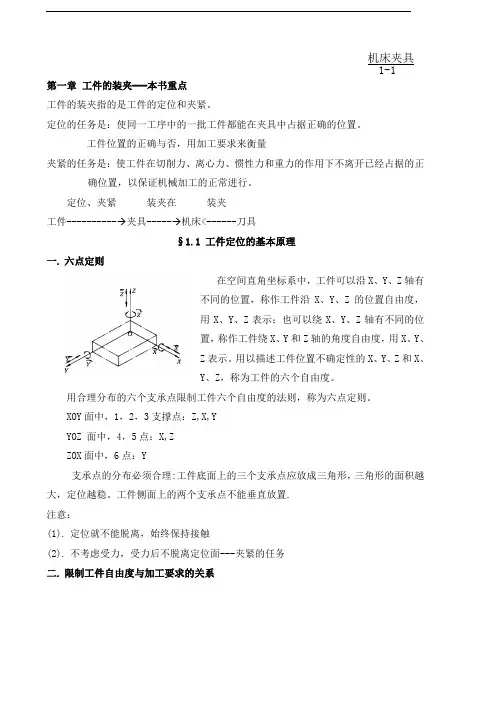
第一章工件的装夹---本书重点工件的装夹指的是工件的定位和夹紧。
定位的任务是:使同一工序中的一批工件都能在夹具中占据正确的位置。
工件位置的正确与否,用加工要求来衡量夹紧的任务是:使工件在切削力、离心力、惯性力和重力的作用下不离开已经占据的正确位置,以保证机械加工的正常进行。
定位、夹紧装夹在装夹工件----------→夹具-----→机床<------刀具§1.1 工件定位的基本原理一. 六点定则在空间直角坐标系中,工件可以沿X、Y、Z轴有不同的位置,称作工件沿X、Y、Z的位置自由度,用X、Y、Z表示;也可以绕X、Y、Z轴有不同的位置,称作工件绕X、Y和Z轴的角度自由度,用X、Y、Z表示。
用以描述工件位置不确定性的X、Y、Z和X、Y、Z,称为工件的六个自由度。
用合理分布的六个支承点限制工件六个自由度的法则,称为六点定则。
XOY面中,1,2,3支撑点:Z,X,YYOZ 面中,4,5点:X,ZZOX面中,6点:Y支承点的分布必须合理:工件底面上的三个支承点应放成三角形,三角形的面积越大,定位越稳。
工件侧面上的两个支承点不能垂直放置.注意:(1).定位就不能脱离,始终保持接触(2).不考虑受力,受力后不脱离定位面---夹紧的任务二. 限制工件自由度与加工要求的关系按照加工要求确定工件必须限制的自由度,在夹具设计中是首先要解决的问题。
加工要求-→工件需要限制的自由度<---→定位元件的选择表1-2 满足加工要求必须限制的自由度1.完全定位:工件的六个自由度都限制了的定位称为完全定位。
2.不完全定位:工件被限制的自由度少于六个,但能保证加工要求的定位。
在工件定位时,以下几种情况允许不完全定位:l)加工通孔或通槽时,沿贯通钢的位置自由度可不限制。
2)毛坯(本工序加工前)是轴对称时,绕对称轴的角度自由度可不限制。
3)加工贯通的平面时,除可不限制沿两个贯通轴的位置自由度外,还可不限制绕垂直加工面的轴的角度自由度。
机加工图纸符号大全机加工图纸是机械制造过程中不可或缺的一环,它是机械零部件加工的重要依据。
在机加工图纸中,各种符号的运用是至关重要的,因为它能够准确地传达设计意图,指导加工操作,保证产品的质量和精度。
本文将为大家详细介绍机加工图纸中常见的符号,希望能够帮助大家更好地理解和运用机加工图纸。
1. 尺寸标注符号。
在机加工图纸中,尺寸标注是非常重要的一环,它能够直观地告诉加工人员零件的尺寸大小。
常见的尺寸标注符号包括直径标注符号(Φ)、长度标注符号(L)、宽度标注符号(W)等。
这些符号的准确运用能够有效地指导加工操作,确保零件的尺寸精度。
2. 表面质量标注符号。
表面质量对于机械零部件的功能和外观都有着重要的影响,因此在机加工图纸中,表面质量标注符号也是不可或缺的。
常见的表面质量标注符号包括光洁度标注符号(Ra)、粗糙度标注符号(Rz)等。
这些符号能够清晰地表达对零件表面质量的要求,指导加工人员进行相应的加工操作。
3. 加工工艺符号。
在机加工图纸中,加工工艺符号能够直观地告诉加工人员零件的加工工艺和方法。
常见的加工工艺符号包括钻孔符号(Φ)、镗孔符号(Φ)、铣削符号(Φ)等。
这些符号能够有效地指导加工人员选择合适的加工工艺,确保零件的加工质量。
4. 材料标注符号。
材料对于机械零部件的性能和用途都有着重要的影响,因此在机加工图纸中,材料标注符号也是必不可少的。
常见的材料标注符号包括材料牌号标注符号(如45#、20Cr等)、材料种类标注符号(如钢材、铝合金等)。
这些符号能够清晰地告诉加工人员零件所选用的材料,指导后续的材料采购和加工操作。
5. 其他辅助标注符号。
除了上述几种常见的符号外,机加工图纸中还有许多其他辅助标注符号,如装配标注符号、公差标注符号等。
这些符号能够进一步完善图纸的信息,提供更多的加工和装配指导。
总结:机加工图纸符号是机械制造过程中不可或缺的一部分,它能够准确地传达设计意图,指导加工操作,保证产品的质量和精度。
机械加工定位丶夹紧符号JB/T ××××—200×JB/T ××××—200×目次II前言11 范围12 规范性引用文件13 术语和定义14 符号55 各类符号画法59><#990099'>6 定位、夹紧符号及装置符号的使用57><7 各种符号应用标注示例附录A(资料性附录)定位、夹紧符号与装置符号综合标注示例<#990099'>6附录B(资料性附录)定位、夹紧符号应用及相对应的夹具结构示例111 表12 表22 表33 表4TOC \f \h \t ;附录表标题;<#990099'>6 表A111 表B1前言本标准修订JB/T50<#990099'>61-1991,本标准与JB/T50<#990099'>61-1991相比主要变化如下:——按照GB/T1.1格式要求进行修改。
——修改部分引用文件的标准名称及标准号。
本标准的附录A、附录B为资料性附录。
本标准主要起草单位:中机生产力促进中心本标准主要起草人:杨东拜、丁红宇。
机械加工定位、夹紧符号范围本标准规定了机械加工定位支承符号(简称定位符号)、辅助支承符号、夹紧符号和常用定位、夹紧装置符号(简称装置符号)的类型、画法和使用要求。
本标准适用于机械制造行业在设计产品零、部件机械加工工艺规程和编制工艺装备设计任务书时使用。
规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB?#990099'>6?445<7.4 机械制图图样画法图线GB?#990099'>6?48<#990099'>63 机械制造工艺基本术语GB?#990099'>6?1008 机械加工工艺装备基本术语术语和定义本标准所用术语按GB?#990099'>6?48<#990099'>63和GB?#990099'>6?1008的规定。
机械加工中所用的机械符号汇总出入加工现场,各种繁杂的加工工序图纸,你是否都看得懂?为客户设计加工方案,有木有因为尺寸的标注产生疑问?本次小编给大家带来不一样的经典——机械设计中尺寸标注类知识!再也不用担心看不懂图纸啦!1常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
❖盲孔❖螺纹孔❖沉孔❖锪平孔❖倒角2零件上的机械加工结构❖退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程槽。
车削外圆时的退刀槽,其尺寸一般可按'槽宽×直径'或'槽宽×槽深'方式标注。
磨削外圆或磨削外圆和端面时的砂轮越程槽。
❖钻孔结构用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。
在阶梯形钻孔的过渡处,也存在锥角120°圆台,其画法及尺寸注法。
用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。
三种钻孔端面的正确结构。
❖凸台和凹坑零件上与其他零件的接触面,一般都要加工。
为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。
螺栓连接的支撑面凸台或支撑面凹坑的形式;为了减少加工面积,而做成凹槽结构。
3常见零件结构❖轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。