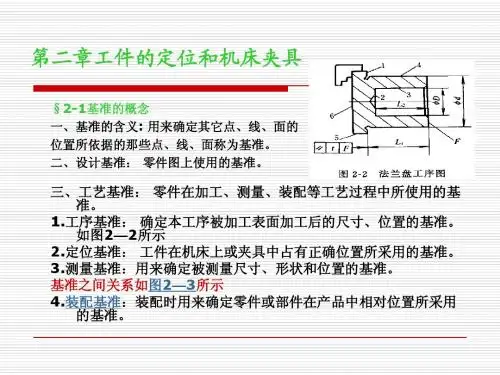
机床夹具设计 第二章 第2节 定位元件设计1、2
- 格式:doc
- 大小:3.66 MB
- 文档页数:15

2_机床夹具设计_工件在夹具中的定位机床夹具设计是指设计一种用于夹持和定位工件的装置,它可以帮助机床完成各种加工操作。
工件在夹具中的定位是机床夹具设计中非常重要的一环,它直接影响到工件的加工精度和加工效率。
本文将从夹具选择、定位方式、设计要点和实际应用等方面,详细介绍工件在夹具中的定位问题。
首先,在进行夹具设计时,需要根据工件的尺寸、形状和加工要求等因素选择合适的夹具类型。
常见的夹具类型有机械夹具、液压夹具和气动夹具等。
不同类型的夹具具有不同的夹紧力和夹紧方式,因此需要根据工件的特点来选择合适的夹具类型。
其次,工件在夹具中的定位方式有多种。
常见的定位方式有点定位、面定位和边定位等。
对于形状规则的工件,可以采用点、面、边相结合的复合定位方式,以提高定位的精度和稳定性。
而对于形状复杂的工件,则需要根据工件的特点来确定合适的定位方式。
工件在夹具中的定位问题在实际应用中具有重要的意义。
合理的夹具定位可以提高工件的加工精度和加工效率,减少加工中出现的误差和问题。
例如,在铣削加工中,工件定位不准确会导致铣削出现偏差,影响加工质量;在车削加工中,工件的径向和轴向定位不准确会导致圆度和轴向度的误差,影响加工精度。
因此,合理设计和选择夹具,以及正确确定工件的定位方式,对于提高机床加工效率和产品质量具有关键的作用。
总之,工件在夹具中的定位是机床夹具设计中非常重要的一环。
通过合理选择夹具类型、确定定位方式和注意设计要点,可以提高加工精度和加工效率,使机床加工过程更为可靠和稳定。
机床夹具设计领域仍然有很多挑战和发展空间,需要不断探索和创新,以满足人们对于加工质量和效率的不断提高的需求。
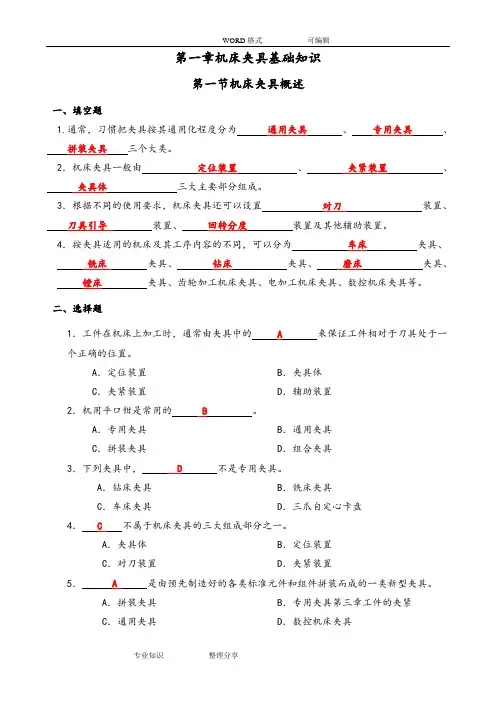
第一章机床夹具基础知识第一节机床夹具概述一、填空题1.通常,习惯把夹具按其通用化程度分为通用夹具、专用夹具、拼装夹具三个大类。
2.机床夹具一般由定位装置、夹紧装置、夹具体三大主要部分组成。
3.根据不同的使用要求,机床夹具还可以设置对刀装置、刀具引导装置、回转分度装置及其他辅助装置。
4.按夹具适用的机床及其工序内容的不同,可以分为车床夹具、铣床夹具、钻床夹具、磨床夹具、镗床夹具、齿轮加工机床夹具、电加工机床夹具、数控机床夹具等。
二、选择题1.工件在机床上加工时,通常由夹具中的A来保证工件相对于刀具处于一个正确的位置。
A.定位装置 B.夹具体C.夹紧装置 D.辅助装置2.机用平口钳是常用的 B。
A.专用夹具 B.通用夹具C.拼装夹具 D.组合夹具3.下列夹具中, D不是专用夹具。
A.钻床夹具 B.铣床夹具C.车床夹具 D.三爪自定心卡盘4. C 不属于机床夹具的三大组成部分之一。
A.夹具体 B.定位装置C.对刀装置 D.夹紧装置5. A 是由预先制造好的各类标准元件和组件拼装而成的一类新型夹具。
A.拼装夹具 B.专用夹具第三章工件的夹紧C.通用夹具 D.数控机床夹具6.在机床夹具中,V形块通常作为D使用。
A.夹具体 B.夹紧装置C.辅助装置 D.定位元件7.下列说法中, C 不正确。
A.一般情况下,机床夹具具有使工件在夹具中定位和夹紧两大作用B.夹具相对于机床和刀具的位置正确性,要靠夹具与机床、刀具的对定来解决C.工件被夹紧后,就自然实现了定位D.定位和夹紧是两回事三、判断题1.一般来说,通用夹具是机床夹具中的主要研究对象。
( × ) 2.一般情况下,机床夹具具有使工件在夹具中定位和夹紧两大作用。
( √ ) 3.工件安装时,采用找正定位比采用夹具定位效率更高、精度更高。
( × ) 4.机床夹具只能用于工件的机械加工工序中。
( × ) 5.机床夹具一般已标准化、系列化,并由专门厂家生产。
粗基准平面通常
是指经过清理的锻、铸
毛坯工件的平面。
其表
面较粗糙,且有较大的
平面度误差。
粗基准平
面定位的特点如右图
所示。
图a所示为粗基
准平面定位点的随机
性分布特点。
一个较大的粗基准平面与定位支承平面接触时,必为随机分布的三个点,定位不稳定。
为了控制这三个定位点的位置,通常要采用呈点接触的定位元件,如支承钉(见图b),以获得较满意的固定定位点。
粗基准平面定位常用的定位元件有支承钉、可调支承和浮动支承。
1)支承钉
a)B型(球头)支承钉
b)C型(齿纹)支承钉
c)A型(平头)支承钉
2)可换支承钉
a)具有两种定位面的可换支承钉
b)磨损后可更换支承钉
用于批量较大的生产中,可以降低夹具成本
3)可调支承可调支承的定位点是可调整的。
a)调节支承
(JB/T8026.4-1999
)
b) 圆柱头调节承
(JB/T8026.3-1999)
c) 六角头支承
(JB/T8026.1-1999)
4)可调支承
浮动支承的特点是增加与定位工件的接触点,而不发生过定位。
使用浮动支承可提高工件的定位刚度。
a)摆动式浮动支承
b)移动式浮动支承
c)球形浮动支承
3、工件以精基准平面定位
工件的基准平面经切削加工后,可直接放在平面上定位。
经过刮削、精铣、磨削的平面具有较小的表面粗糙度值和平面度误差,可获得较精确的定位。
常用的定位元件有支承板和平头支承钉等,这类是呈面接触的定位元件。
1)支承板
a)A型光面支承板:用于垂直布置的定位场合
b)B型带斜槽支承板:用于水平布置的定位场合
2)支承钉
图所示为平头(A型)支承钉,其定位面经过磨削。
A型支承钉主要规格与B型、C型支承钉相同。
3)其他定位方法和元件
a)直接在夹具体的一个平面上定位
b)、c)非标准支承板
3、设计示例
图所示为开合螺母的零件简图,使用夹具加工螺纹Tr44×12至图样要求。
工件的主要定位基准为B平面,限制自由度
(图中定位符号见附表1);第二定位基准为A平面,限制自由度;第三定位基准为C平面,限制自由度。
4、辅助支承的应用
在加工大型机体和箱体零件时,为了克服因支承面的不足而引起的变形和振动,通常需要考虑提高工件的定位刚度。
在加工刚度较低的零件时,也要注意定位刚度的问题。
提高工件定位刚度常用的方法是采用辅助支承,以减小工件的变形和振动。
辅助支承不限制工件自由度,设计时要注意辅助支承与定位支承的区别。
辅助支承只起支撑作用,使用完毕需将其放松,待工件重新定位后再支撑。
图a所示为已标准化的自动调节支承(JB/T8026.7-1999)。
工件定位后,支承1由弹簧3的作用自动与工件保持接触,锁紧顶销2即可起支撑作用。
装夹工件时,要注意上述操作步骤。
如图b所示,工件在支承板、定位销、菱形销上定位、铣削A平面,其下端由辅助支承支撑。
辅助支承由斜楔作用,保持自锁。
新课小结(10分钟):
1、粗基准平面定位常用的定位元件
2、精基准平面定位常用的定位元件
作业布置:
课题名称:定位元件设计2
课型:新授课教学方法:讲授、讨论所需学时:2 教具:无
教学目的:
1、掌握工件以圆柱孔定位方法
2、掌握工件以外圆柱面定位方法
3、培养学生分析问题解决问题的能力
教学重点与难点:重点:工件以圆柱孔定位及工件以外圆柱面定位方法难点:工件以圆柱孔定位及工件以外圆柱面定位方法
教学过程及内容:考勤、组织教学(3分钟):点名考勤、稳定学生情绪、宣布上课;
导入新课:以复习提问的方式导入新课(10分钟);
讲授新课:(60分钟)
二、工件以圆柱孔定位
1、工件以圆柱孔定位的特点
通常,工件以圆柱孔定位是一种中心定位,即定位面为圆柱孔表面,定位基准为圆柱中心轴线。
工件中心定位的方法是用定位轴、定位销、定位插销和心轴等与孔的配合实现的(见图a),故通常要求内孔基准面有较高的精度。
有时,采用自动定心定位。
粗基准内孔的定位很少采用。
图b所示为铣削尾座底平面的定位方法,在毛坯孔的两端用顶尖支承,以保证镗孔工序的余量均匀。
圆柱孔定位的特点
a)精基准的中心定位示意图
b)粗基准的中心定位示意图
2、工件以精基准孔定位
(1)定位轴
通常,定位轴为专用结构,其圆柱定位面可限制工件的四个自由度。
图所示为钻模所用定位轴的结构,图中2为中心定位部分,通常需最小间隙为0.005mm,直径公差带按设计确定;引导部分的倒角为15°;定位轴与夹具体连接,连接部分有多种结构。
钻模所用定位轴的结构
1—与夹具体的连接部分
2—中心定位部分
3—引导部分
4—夹紧部分
5—排屑槽
6—台阶定位面
(2)固定式定位销
定位销是多个定位基准定位中最常用的定位元件之一,在以孔作为第二定位基准、第三定位基准时使用。
图a所示为圆形A型固定式定位销(JB/T8014.2-1999),可限制工件的两个自
由度。
图b所示为B型固定式菱形定位销,只能限制工件的一个自由度。
(3)小定位销
如图所示,小定位销(JB/T8014.1-1999)也分A型、B型两种。
主要参数 D为1~3mm,其功能与固定式定位销相同。
小定位销
(JB/T 8014.1-1999)
a) 圆形小定位销
b) 菱形小定位销
(4)可换定位销
a)圆形可换定位销b)菱形可换定位销
(5)定位插销
图所示为定位插销(JB/T8015-1999)的结构。
A型定位插销可限制工件的两个自由度,B型定位插销则限制工件的一个自由度。
定位插销常用于不便装卸的部位和工件,以被加工孔作为定位基准的定位中。
其主要规格d为3mm,4mm,…,78mm。
d的公差带为f7。
a)圆形可换定位销
b)菱形可换定位销
(6)心轴
心轴常用于套类、盘类零件的车削、铣削、磨削和齿轮的加工中,以保证加工面对内孔的同轴度公差等精度要求。
心轴的结构较紧凑,心轴以柄部或中心孔作为连接表面与机床连接。
心轴的专用化程度很高,故许多企业都制订了有关心轴的企业标准,如外圆磨床、车床、滚齿机、插齿机、刨齿机、磨齿机等机床心轴的标准。
各类心轴示例
a)、c)、d)、e)、f)间隙配合定心b)定心夹紧
三、工件以外圆柱面定位
1、工件以外圆柱面定位的特点
通常,工件以外圆柱面定位是一种中心定位。
工件的定位基准为中心
要素。
常用的定位元件有V形块、定位套等。
有时采用自动定心定位,如定心夹紧机构。
2、定位元件
1)V形块
V形块有多种结构,主要有长V形块、短V形块和活动V形块等,分别可实现四点、二点、一点定位。
V形块的特点是能实现较精确的中心定位,装卸工件方便,应用也很广泛。
V形块能用于粗基准或精基准的定位。
V形块两斜面间的夹角α,可选用60°、90°或120°,其中,90°夹角的V形块应用最广。
图所示为标准化的V形块(JB/T 8018.1-1999)。
V形块的材料用20钢,渗碳淬硬至58~64HRC。
V形块主要规格N为9mm,14mm,18mm,…,85mm。
V形块的中心高度T可按下式计算(α=90°)
T=H+0.707D-0.5N
式中 D--V形块理论圆直径(mm);N--V形块开口尺寸(mm);T--V形块理论圆的中心高度(mm)。
2)定位套
讨论:自由度如何限制??
图所示为几种常用的定位套。
通常,定位套的圆柱面及端面为定位工作面。
图a所示为短定位套圆柱面;
图b所示的长定位套圆柱面。