制造工程与技术(热加工)10章
- 格式:ppt
- 大小:911.00 KB
- 文档页数:5


《机械制造技术》课程标准一、课程性质与任务《机械制造技术》是畜牧工程技术专业的一门专业能力课程,主要培养学生机械零件质量检测能力、机械零件材料选择能力、金属材料热处理技术和零件毛坯成形技术的应用能力,对学生职业能力培养起主要支撑作用,通过教学过程的组织实施,对学生职业素养养成起明显促进作用,它将前修课程培养的能力进行运用和内化,为后续课程综合能力的培养和今后从事设备维护管理等相关岗位的工作奠定必要的基础。
二、课程教学目标(一)知识目标1.根据机械零件图纸,能描述出加工零件应达到的精度、表面粗糙度和热处理要求;2.能描述常用金属材料的力学性能和常用热处理工艺;3.能描述机械零件毛坯的成形方法。
(二)能力目标1.会根据机械零件图纸的要求判别零件是否合格;2.能测定金属材料的强度、硬度和冲击韧度;3.能根据典型零件的工作条件选择金属材料;4.能进行钢的常规热处理;5.能根据图纸要求制作铸件、锻件、焊接件等毛坯。
(三)素质目标1.养成诚实、守信、吃苦耐劳的品德;2.养成善于动脑,勤于思考,及时发现问题的学习习惯;3.具有团队意识,能进行良好的团队合作;4.养成爱护设备和检测仪器的良好习惯。
三、参考学时66四、课程学分4学分五、课程内容和要求【技能训练】车刀角度测量(2)教学目标1.切削方法、切削用量的定义。
2.掌握正交平面参考系下,刀具标注的角度。
3.了解切削物理过程-切屑切削六、教学建议(一)教学方法(1)采用项目教学、任务驱动的教学方法。
①根据目标,设计任务。
教师根据课程的教学目标,精心设计工作任务。
在总体教学目标的基础上,把总体目标合理地分解成若干个任务。
②引导学生,分析任务。
组织学生仔细研究如何去完成任务,开展讨论,提出问题。
学生自己提出的问题,正是他们想要掌握的知识点,而这些问题中,大部分是新的知识点,或者是以前没有掌握的技能,这也是教师要求学生学习的内容。
③查找资料,规划任务。
学生根据任务内容,可以查找材料、技能手册或图书馆及网络等,收集相关的资料后制定项目工作计划,确定工作步骤和程序,并最终得到教师的认可。
10 先进连接技术10.1概述广义上实现材料连接有多种方法,如机械连接、化学连接(胶接)、冶金连接等。
机械连接是通过宏观的结构关联性实现材料和构件之间的连接,这种连接是暂时的、可拆卸的,承载能力和刚度一般较低;化学连接主要是通过胶黏剂与被粘物间形成化学键和界面吸附实现连接,连接强度低,且服役环境和温度存在局限性;冶金连接是指借助物理冶金或化学冶金方法,通过材料间的熔合、物质迁移和塑性变形等而形成的材料在原子间距水平上的连接,连接强度高、刚度大,且服役环境和温度可以与被连接材料(母材)相当。
冶金连接是材料连接的主要方法,应用最为广泛,通常材料加工中所讨论的“材料连接”均是指冶金连接。
材料连接技术的历史可以追溯到数千年以前,但现代材料连接技术的形成主要以19世纪末电阻焊的发明(1886)和金属极电弧的发现(1892)为标志,真正的快速发展则更是20世纪30、40年代以后的事。
科学上的发现、新材料的发展和工业新技术的要求始终从不同角度推动着材料连接技术的发展,例如,电弧的发现导致电弧焊的发明,电子束、等离子束和激光的相继问世形成了高能束焊接;高温合金和陶瓷材料的应用促进了扩散连接技术的发展;高密度微电子组装技术的要求推动了微连接技术的进步等等。
经过一个多世纪的发展,材料连接技术已经成为材料加工、成形的主要技术和工业制造技术的重要组成部分,应用领域遍及机械制造、船舶工程、石油化工、航空航天、电子技术、建筑、桥梁、能源等国民经济和国防工业各部门,在航空航天、电子技术和船舶等领域甚至成为部门发展的最关键技术。
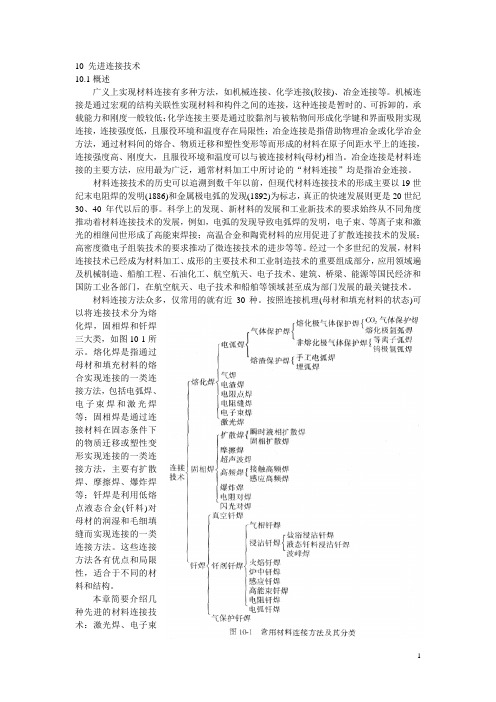
材料连接方法众多,仅常用的就有近30种。
按照连接机理(母材和填充材料的状态)可以将连接技术分为熔化焊,固相焊和钎焊三大类,如图10-1所示。
熔化焊是指通过母材和填充材料的熔合实现连接的一类连接方法,包括电弧焊、电子束焊和激光焊等;固相焊是通过连接材料在固态条件下的物质迁移或塑性变形实现连接的一类连接方法,主要有扩散焊、摩擦焊、爆炸焊等;钎焊是利用低熔点液态合金(钎料)对母材的润湿和毛细填缝而实现连接的一类连接方法。

Chapter 14 Forging of Metals(金属的锻造/锻压)•14.1 Introduction•14.2 Open-Die Forging•14.3 Impression-Die and Closed-Die Forging•14.4 Related Forging Operations•14.5 Rotary Swaging•14.6 Forging-Die Design•14.7 Die Materials and Lubrication•14.8 Forgeability•14.9 Forging Machines•14.10 Forging Practice and Process Capabilities •14.11 Die Manufacturing Methods; Die Failures •14.12 The Economics of Forging14.1 Introduction•Forging(锻造/锻压)–A workpiece is shaped (formed) by compressive forces applied through various dies(模具)and tools(工具).•one of the oldest metal working processes –4000bc •trationally be performed with a hammer(锤)and anvil(砧/平砧)•mostly require a set of dies and such equipment as a press(压力机)or a forging hammer(锤锻机).•Typical forged products:–bolts (螺栓)–rivets (铆钉)–connecting rods (连杆)–gears (齿轮)–shaft (轴)–hand tool (手工具)–structural components (结构组件)discrete partsForging (锻件)(a)Source : Forging Industry Association.预锻件终锻件近净形/近成品形状净形/最终形状锻造齿净形挤出花键净形bevel gear (伞齿轮)ForgingFigure 14.1 (b) Landing-gear(起落架/着陆装置)components for the C5A and C5B transport aircraft, made by forging. Source: Wyman-Gordon Company.typical forged partsFigure 14.1 (c) general view of a 445 MN (50,000 ton) hydraulic press. Source: Wyman-Gordon Company.Hydraulic Press (液压机)Forging Process (锻压/锻造工艺)Forging Process-2锻造在制坯中的应用•一般机器或机械上的金属零件的传统生产过程是:冶炼——制坯——切削加工——热处理。

桥梁钢结构加工制作技术分析钢结构是目前最常用的工程结构,特别是在桥梁领域中,钢结构的应用已经成为一种趋势。
因为钢结构具有结构轻盈、造价优惠、安装快捷等优势,逐渐被用于桥梁的建造中。
本文将从桥梁钢结构加工制作技术方面进行分析。
1、钢庞焊接技术焊接是钢结构加工过程中最常见的一种方式,钢桥梁的制作也不例外。
钢结构中的焊缝一般与普通焊接不同,它的质量和性能要求更高。
因为钢桥梁是用于重要工程,对焊接的质量和可靠性有极高的要求。
在焊接时,需要严格遵守规范和标准,做到质量可靠。
2、螺栓连接技术螺栓连接技术是目前钢结构加工的一项重要技术。
它具有操作简便、效率高、拆卸方便等优点。
尤其是在海洋大桥、高速公路大桥等长距离的钢结构制作中,螺栓连接更加适用。
二、钢结构制作流程1、设计方案设计方案是桥梁钢结构制作过程中的第一步。
设计方案的制定需要根据桥梁的工程技术要求来确定,包括桥梁的类型、荷载和使用情况。
在设计方案制定的过程中,还需注意钢结构的可制造性和可安装性。
2、制造工艺钢结构的制造工艺需要在设计方案完成之后确定。
制造工艺主要包括钢管的切割、成型、钻孔、焊接和热加工等。
在制造过程中,还需要注意材料的质量控制和尺寸的精确控制。
3、装配与安装装配与安装是桥梁钢结构制作流程中的最后一步,也是最为关键的步骤之一。
装配与安装的过程需要严格按照设计方案中的要求完成,确保钢结构的精度和稳定性。
同时,在安装过程中也需要考虑到安全和现场施工条件等方面的因素。
三、桥梁钢结构制作的技术难题及解决方案1、焊接质量的控制在钢结构制作过程中,焊接是最为关键的一环。
焊接质量的控制直接影响到钢结构的安全性和使用寿命等方面。
因此,需要加强技术人员的技术培训,确保其对焊接质量控制的理解和掌握。
2、材质及尺寸控制材质及尺寸控制也是制造过程中的一个难点。
在钢结构制造的过程中,需要对材料质量和尺寸进行严格的控制,保证抗风、抗震、抗变形等性能的稳定性。
3、热加工处理热加工是桥梁钢结构制作过程中不可缺少的一环。

《金属材料与热加工》课程标准课程代码:010008课程性质:专业基础课学分:4.0计划学时:64适用专业:机械制造与自动化1.前言1.1课程定位《金属材料及热加工》是机械制造与自动化专业一门重要的专业基础课,在课程体系中起着承上启下的作用。
本课程围绕机械制造技术应用体系,使学生初步认识材料的性能、了解晶体结构、掌握铁碳合金相图、掌握钢的热处理原理及工艺方法、掌握常用机械工程材料的成分、牌号及其用途。
在此基础上使学生具有处理简单的金属材料力学性能测试的能力、具有分析金属的晶体结构、二元合金相图和铁碳合金相图的基本能力、具有初步应用钢热处理知识完成钢的热处理的能力、具有鉴别金属材料与热处理、选择工程常用材料的能力。
同时培养学生辩证唯物主义思想、实事求是的科学态度以及分析问题、解决问题的能力。
本课程的前修课程为《工程力学》、《机械制图》;后续课程有《机械制在工艺与夹具》、《CAM软件应用》、《液压与气压传动》等专业基础课和专业课。
1.2设计思路《金属材料及热加工》是一门应用性很强的课程。
教学过程中应该突出“学其所用,用其所学”将“教、学、做”融为一体的高职教育特点,使学生具备高素质、高技能人才所必需的基本理论与基本知识,并具备一定的解决实际问题的能力,同时为学习其它相关课程和职业技术应用作必要知识准备;通过课内教学,专项技能训练,强化学生辨证思维能力的培养;帮助学生在教学过程中学会学习,学会实践,学会合(协)作;同时加强学生的职业道德的教育,确保人才培养目标的实现。
本课程是根据高职教育机械制造技术专业人才培养目标,同时借鉴先进高职教育办学理念,对机械制造技术专业所涵盖的岗位知识进行工作任务和职业能力分析,并以此为依据来确定本课程的知识内容。
本课程注重实际应用能力的培养,以岗位职业能力为依据,同时结合学生的认知特点和教学规律,教学中遵循以教师为主导,学生为主体原则,引导学生自主完成教学内容。
具体教学设计思路如下:本课程的教学内容共有十一章,主要以理论教学为主。
热处理不当是导致模具早期失效的重要原因,据某厂统计,其约占模具早期失效因素的35%。
模具热处理包括锻造后的退火,粗加工以后高温回火或低温回火,精加工后的淬火与回火,电火花、线切割以后的去应力低温回火。
只有冷热加工很好相互配合,才能保证良好的模具寿命。
模具型腔大而壁薄时需要采用正常淬火温度的上限,以使残留奥氏体量增加,使模具不致胀大。
快速加热法由于加热时间短,氧化脱碳倾向减少,晶粒细小,对碳素工具钢大型模具淬火变形小。
对高速钢采用低淬、高回工艺比较好,淬火温度低,回火温度偏高,可大大提高韧性,尽管硬度有所降低,但对提高因折断或疲劳破坏的模具寿命极为有效。
通常cr12mov钢淬火加热温度为1000℃,油冷,然后220℃回火。
如能在这种热处理以前先行热处理一次,即加热至1100℃保温,油冷,700℃高温回火,则模具寿命能大幅度提高。
我们在70年代初期对3cr2w8v钢施行高淬、高回工艺热处理钢丝钳热锻模具也取得良好效果,寿命提高2倍多。
采用低温氮碳共渗工艺,表面硬度可达1200hv,也能大大提高模具寿命。
低温电解渗硫可降低金属变形时的摩擦力,提高抗咬粘性能。
使用6w6mo5cr4v钢制作冷挤压凸模,经低温氮碳共渗后,使用寿命平均提高1倍以上,再经低温电解渗硫处理可以进一步提高寿命50%。
模具淬火后存在很大的残留应力,它往往引起模具变形甚至开裂。
为了减少残留应力,模具淬火后应趁热进行回火,回火应充分,回火不充分易产生磨前裂纹。
对碳素工具钢,200℃回火1h,残留应力能消除约50%,回火2h残留应力能消除约75%~80%,而如果500~600℃回火1h,则残留应力能消除达90%。
某厂crwmn钢制凸模淬火后回火1h,使用不久便断裂,而当回火2.5h,使用中未发现断裂现象。
这说明回火不均匀,虽然表面硬度达到要求,但工作内部组织不均匀,残留应力消除不充分,模具易早期破裂失效。
回火后一般为空冷,在回火冷却过程中,材料内部可能会出现新的拉应力,应缓冷到100~120℃以后再出炉,或在高温回火后再加一次低温回火。
工程材料与热加工复习资料第1章材料的力学性能疲劳断口的三个区域。
疲劳源区、疲劳裂纹扩展区和最后断裂区三部分组成5.金属塑性的2个主要指标。
伸长率和断面收缩率6.金属的性能包括力学性能、_物理___性能、_化学_性能和__工艺_性能。
7.材料的工艺性能包括哪些?包括铸造性、焊接性、锻压性、切削性以及热处理性。
第2章金属的晶体结构与结晶二、问答题1.金属中常见的晶体结构有哪几种?(α-Fe、γ-Fe是分别是什么晶体结构)。
体心立方体晶格、面心立方体晶格、密排六方晶格。
α-Fe 是体心立方体晶格结构γ-Fe是面心立方体晶格结构晶体和非晶体的特点和区别。
2.实际晶体的晶体缺陷有哪几种类型?点缺陷、线缺陷、面缺陷。
3点缺陷分为:空位、间隙原子、置换原子4.固溶体的类型有哪几种?置换固溶体、间隙固溶体5.纯金属的结晶是由哪两个基本过程组成的?晶体的形成、晶体的长大6.何谓结晶温度、过冷现象和过冷度?纯金属液体在无限缓慢的冷却条件下的结晶温度,称为理论结晶温度金属的实际结晶温度低于理论结晶温度的现象称为过冷现象理论结晶温度与实际结晶温度的差叫做过冷度过冷度与冷却速度有何关系?结晶时冷却的速度越大,过冷度越大,金属的实际结晶温度就越低。
7.晶粒大小对金属的力学性能有何影响?在一般情况下,晶粒越细,金属的强度、塑性和韧性就越好。
细化晶粒的常用方法有哪几种?增加过冷度、变质处理、振动或搅拌8.什么是共析转变?在恒定温度下,有一特定成分的固相同时分解成两种成分和结构均不同的新固相的转变成为共析转变二、填空题1.珠光体是由___铁素体_____和____渗碳体_____组成的机械混合物(共析组织)。
2.莱氏体是由_____奥氏体___和____渗碳体_____组成的机械混合物(共晶组织)。
3.奥氏体在1148℃时碳的质量分数可达____2.11%______,在727℃时碳的质量分数为____0.77%___。
4. 根据室温组织的不同,钢可分为___共_____钢、____亚共____钢和____过共___钢。