真空退火炉PLC自动控制系统设计
- 格式:doc
- 大小:1.48 MB
- 文档页数:42
摘要回火指将经过淬火的工件重新加热到低于下临界温度的适当温度,保温一段时间后在空气或水、油等介质中冷却的金属热处理。
回火是为了提高组织稳定性,使工件在使用过程中不再发生组织转变,从而使工件几何尺寸和性能保持稳定;消除内应力,以便改善工件的使用性能并稳定工件几何尺寸;调整材料的力学性能以满足使用要求。
过去的回火处理都是由人工操作完成的,那样不仅费时、费力还具有很大的危险性。
随着现代科技的日益进步,回火工艺也由自动控制代替了人工操作。
在众多的自动控制系统中,我们需要选择一种最优的自动控制方式。
可编程控制器(PLC)是近年来迅速发展并得到广泛应用的新一代工业自动化控制装置,目前已跃居工业自动化三大支柱的首位。
回火炉自动控制系统采用PLC控制系统,其整个控制系统稳定性更高、可靠性更强、控制更灵敏、安全系数更高。
关键词:回火,可编程控制器,PLC,回火炉自动控制系统AbstractAfter quench the workpiece will re-heating to the appropriate temperature below the critical temperature,heat preservation a period of time in the air or water, oil etc.cooling medium heat treatment of metals. This is temper. Temper to increase organizational stability so that the process does not recur in the use of her organizational change, and geometry so that her performance remained stable; Elimination of stress in order to improve performance and stability in the use of her final geometry; Mechanics adjusted performance materials used to meet requirements.Past flashback by the manual handling operations are completed, which is not only time-consuming, laborious also has great danger. With the increasing advances of modern technology, tempering the manual processes are replaced by automatic operation. Among the automatic system, we need to choose an optimal automatic mode.Programmable controller (PLC) is widely used in recent years and the rapid development of a new generation of industrial automation control devices, is now among the top three pillars of industrial automation. Adopt PLC stoves automatic control system to control system, the higher the stability of the entire control system, reliability stronger, more sensitive control, safety factor higher.Keywors:第一章前言可编程控制器(PLC)是以为处理器为核心,将自动控制技术、计算机技术和通信技术融为一体而发展起来的崭新的工业自动控制装置。
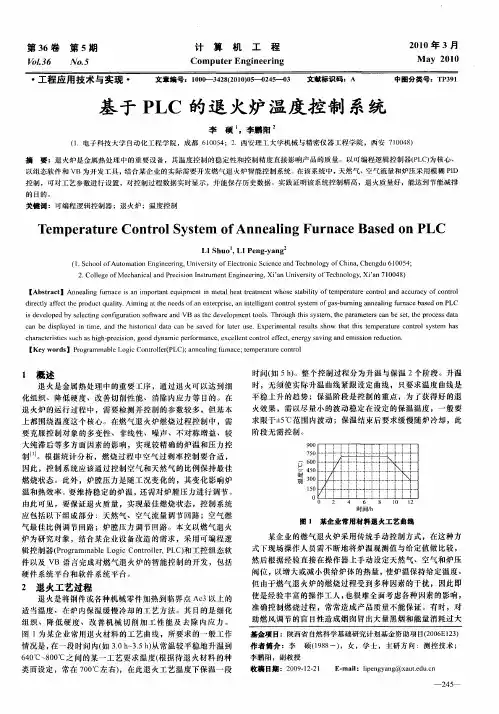
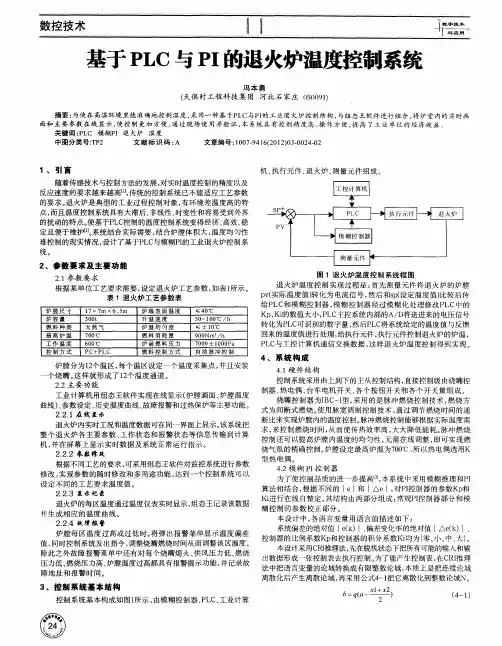
控制系统与智能制造DOI:1O.19557/ki.1OO1-9944.2O2O.1O.OO7基于PIC单片机的全自动退火炉控制系统的设计孟烨,庆鸽(中钢集团洛阳耐火材料研究院有限公司,洛阳471039)摘要:针对相对活泼金属的3D打印零件在氧含量极低的惰性气体或真空环境下退火处理的需求,设计了基于PIC单片机的全自动退火炉设备控制系统遥着重介绍了温度采集、温度控制、压力采集、电流电压采集、通讯模块等电路设计和操作界面的设计遥该系统可以对不同金属进行程序编辑和存储,提高操作人员的工作效率及操作的准确性遥测试结果表明,该系统各数据测量精度高,通讯可靠,操作简单,功能正常遥关键词:控制系统;PIC单片机;热处理;气氛退火炉;金属3D打印零件中图分类号:TP273;TG155.92文献标志码:A文章编号:1001一9944(2020)10-0031-04 Design of Control System of Full-automatic Annealing Furnace Based on PIC MCUMENG Ye,QING Ge(Sinosteel Luoyang Institute of Refractories Research Co.,Ltd.,Luoyang471039,China)Abstract:In response to the need for annealing treatment of relatively active metal3D printed parts in an inert gas with very low oxygen content or in a vacuum environment,a fully automatic annealing furnace equipment control system based on PIC MCU was designed.The circuit design and operation interface design of temperature acquisition, temperature control,pressure acquisition,current and voltage acquisition,communication module, etc.are mainly introduced.The system can edit and store programs for different metals to improve the efficiency and accuracy of operators.The system can edit and store programs for different metals,so as to improve the efficiency and accuracy of operators.The test results show that the system has high accuracy,reliable communication, simple operation and normal function.Key words:control system;PIC microcontroller unit(MCU);heat treatment;atmosphere annealing furnace;metal3D printed parts随着我国金属3D打印技术[1]的飞速发展,金属打印件的产量越来越高。
退火炉中PLC控制系统的图文详解组态王是在流行的PC机上建立工业控制对象人机接口的一种智能软件包,它以Windows98/Windows 2000/ Windows NT4.0中文操作系统作为其操作平台,充分利用了Windows图形功能完备,界面一致性好,易学易用的特点。
它使采用PC机开发的系统工程比以往使用专用机开发的工业控制系统更有通用性,大大减少了工控软件开发者的重复性工作,并可运用PC机丰富的软件资源进行二次开发。
铸管退火炉作为铸管生产关键工序之一,自动化控制的水平和可靠性直接关系到铸管产品的质量及能耗。
根据实际的工况,本系统采用PLC控制技术结合组态王软件来实现铸管退火过程的自动化,以保障系统监控信号及各种传感器的输入信号及组态值的传送。
1 PLC控制系统的配置1.1 工艺流程简介铸管退火炉是一个长54m退火炉,根据水冷离心球墨铸铁管的热处理工艺,炉体设计为四段,分别为:加热段、保温段、速冷段和缓冷段。
加热段和保温段两侧炉墙采用低水泥浇注料整体浇注,速冷段和缓冷段两侧炉墙采用粘土砖砌筑,炉顶全部采用耐火纤维炉衬。
退火炉各炉段参数如图1所示。
退火炉为热管入炉,要将其加热段升温至960℃,如图1所示。
退火工艺曲线上各点温度指的是铸管温度、而不是炉温,因此铸管温度的测量及控制是至关重要的,尤其是速冷段末管壁温度控制要求较严。
1.2 PLC系统硬件配置1、上位机系统配置主控室上位机1#:研华工控机610机箱、14槽ISA/PCI母板、300工业电源,PIV 2.0G/256M/80G/1.44M/50X、TNT64M显存PCI显卡,键盘、鼠标,彩显21三星2台;主控室上位机2#:研华工控机PCA-6176 CPU主板、以太网卡D-Link 10/100M;组态王监控软件6.0版,运行版256点2套;组态王监控软件6.0版,开发版512点1套;2、下位机系统配置。
内蒙古科技大学本科生毕业设计说明书(毕业论文)题目:退火炉自动测控系统设计退火炉自动测控系统设计摘要本文是基于罩式退火炉的结构及退火原理而设计的一套罩式退火炉自动测控系统,主要包括炉膛温度控制、炉膛压力控制、燃料压力控制和冷却器排水温度控制。
罩式退火炉退火处理是冷轧带钢的一个重要环节,其作用是消除加工硬化的现象,使晶粒均匀和组织稳定,而罩式退火炉又有多种形式,本文只对目前常用的氮氢型保护气体单垛式紧卷罩式退火炉的自动测控系统进行说明。
从冷轧带钢退火工艺、罩式退火炉的工作原理、罩式退火炉的工艺参数到罩式退火炉的退火程序都作了详细的说明,并列举目前常用的控制系统作参考。
此次设计的测控系统主要用到DDZ-Ⅲ型仪表,本文用组态王设计了上位机监控程序,用CAD设计了罩式退火炉自动测控系统图,并对各个系统进行了详细介绍。
关键词:罩式退火炉;自动测控系统;组态王;监控程序Annealing Furnace Automatic Monitoring andControl System DesignAbstractThis article is based on the Bell-type annealing furnace and annealing the structure of a set of principles designed hood-type annealing furnace automatic monitoring and control system, including the furnace temperature control, chamber pressure control, fuel pressure control and drainage cooler temperature control.Bell-type annealing furnace annealing of cold rolled strip is an important link, and its role is to eliminate the phenomenon of work-hardening, so that grain uniform and organizational stability, and the hood-type annealing furnace has many forms, the paper only on the current common N-protection hydrogen gas-tight single-stack hood-type annealing furnace volume of automatic monitoring and control system description. Cold-rolled strip from the annealing process, Bell-type annealing furnace of the principle of the Bell-type annealing furnace process parameters to the hood-type annealing furnace annealing process is a detailed description, and cited the current control system commonly used for reference. The design of the monitoring and control system is mainly used DDZ-Ⅲ-type instruments, the paper was designed by Wang configuration PC monitoring program, using CAD design of the Bell-type annealing furnace automatic monitoring system map, and the various systems for the detailed briefing.Keywords: Bell-type annealing furnace; Automatic control system; KingView;Monitoring program目录摘要........................................................................................................................................... I Abstract ......................................................................................................................................II 第一章引言 (1)1.1 冷轧窄带钢生产的重要地位 (1)1.2 冷轧带钢退火的目的、原理、工艺制度 (1)1.2.1 冷轧带钢退火的目的 (1)1.2.2 冷轧带钢退火的原理 (2)1.2.3 冷轧带钢卷退火工艺制度 (2)1.3 研究罩式退火炉自动测控系统的意义 (4)1.4 本文主要研究内容 (5)第二章冷轧带钢退火工艺及设备 (7)2.1 冷轧带钢退火工艺及操作 (7)2.2 罩式退火炉 (9)2.2.1 单垛式紧卷罩式炉 (9)2.2.2 单垛式紧卷罩式炉技术性能及设备构成 (9)2.2.3 罩式炉退火程序 (15)2.3 罩式退火炉自动测控系统常用的控制方案 (17)2.3.1 罩式退火炉微机控制 (17)2.3.2 全氢罩式退火炉自动控制 (18)第三章罩式退火炉自动测控系统总体设计 (20)3.1 总体设计思路 (20)3.2 总体测控系统设计图 (21)第四章罩式退火炉自动测控系统设计 (23)4.1 罩式退火炉自动测控系统设计 (23)4.1.1 炉膛温度控制 (23)4.1.2 燃料压力控制 (26)4.1.3 炉膛压力控制 (27)4.1.4 冷却器排水温度控制 (28)4.2 仪表功能及选型 (30)4.2.1 热电偶和热电阻 (30)4.2.2 调节器 (30)4.2.3 温度变送器 (35)4.2.4 记录仪 (35)4.3 上位机监控程序设计 (36)结束语 (43)参考文献 (44)附录A 报表窗口程序 (45)附录B 罩式退火炉自动测控系统设计图 (47)致谢 (48)第一章引言1.1冷轧窄带钢生产的重要地位冷轧带钢广泛用于汽车制造、食品包装、家用电器、交通运输、农业机械、民用小五金、轻工、仪表、通讯和军事工业等各行各业,是非常重要的通用钢材。
真空退火炉PLC自动控制系统项目设计方案第一章绪论1.1选题背景及研究意义公司从事的是钛、锆、铪的结晶冶炼和丝材的拉制生产的。
为了消除丝材拉制过程中产生的内应力,对丝材进行真空退火处理是非常必要的。
而采用PLC控制系统可以实现了公司真空退火炉的自动化这样不仅可以实现对真空退火炉的精准控制还可以避开用电高峰让机器晚上自行完成退火任务,既节省能源又能减少人力创造一定的效益。
而且如果产品的生产工艺改变了,只要改变程序PLC控制系统又可以继续很好地控制机器完成退火任务。
又因为就算在生产环境不好的情况下,PLC还是能够很好地运行,所以PLC得适应能力是毋庸置疑的。
PLC能独立完成很多功能,像定时、计数、逻辑运算等等它都能完美完成,而且它还能对算术进行运算,开关量进行处理,模拟量进行控制,为了完成分层控制,还能够与电脑行成网络控制系统。
由于PLC形态较小,构造紧密,、轻便、程序设计用时较少,装配与维修简单容易实施,有了这些优点再加上诊断功能,它的可信赖程度非常高。
所以,在传统的工业改造与小型电子技术创新的进程里,以前大家用的继电器控制系统,大部分现在都被PLC代替。
因此PLC具有很深的潜力,PLC的硬件标准化,并通过各种软件程序来满足不同用户的控制要求。
它是实现系统控制的关键部位,多数工程师都很信赖它, 愈来愈多的工业生产问题因为它得到了解决了。
过了这么长时间,PLC变成了自动化工业控制的核心装置,并且对各种自动控制设备提供了可靠的控制应用。
PLC之所以能成长成现在这个样子,是因为它能够实现安全可信的自动化控制和提供更好的处理方法,可以用来满足当代的工业和厂家的自动化生产需求。
把真空热处理方法的PLC技术用在生产上,一定能够让生产出来的产品具有更良好的性能。
1.2 国内外研究现状和发展当今时代工业技术的飞速发展,国内外都对产品的规格进行了严格要求,另一方面生产量又在不断增加,为了保证通过真空退火处理过的产品的组织结构和机械性能符合对产品的标准要求。
书山有路勤为径,学海无涯苦作舟
真空热处理设备PLC 温控系统设计
真空热处理设备应用越来越广泛,通常都需要外购温控表控制温度。
本文设计了PLC 温控系统,在设备自带PLC 中利用P
1、真空热处理技术
真空热处理是真空技术与热处理技术相结合的新型热处理技术,真空热处理所处的真空环境指的是低于一个大气压的气氛环境,包括低真空、中等真空、高真空和超高真空,真空热处理实际也属于气氛控制热处理。
真空热处理是指热处理工艺的全部和部分在真空状态下进行的,真空热处理可以实现几乎所有的常规热处理所能涉及的热处理工艺,但热处理质量大大提高。
与常规热处理相比,真空热处理的同时,可实现无氧化、无脱碳、无渗碳,可去掉工件表面的磷屑,并有脱脂除气等作用,从而达到表面光亮净化的效果。
1.1、真空冶金
在低于标准大气压条件下进行的冶金作业。
可以实现大气中无法进行的冶金过程,能防止金属氧化,分离沸点不同的物质,除去金属中的气体或杂质,增强金属中碳的脱氧能力,提高金属和合金的质最。
真空冶金通常用于金属的熔炼、精炼、浇铸和热处理等,随着尖端科学技术的迅速发展,真空冶金在稀有金属、钢和特种合金的冶炼方面日益广泛地得到应用。
1.2、温度控制
温度控制已成为工业生产、科研活动中很重要的一个环节,能否成功地将温度控制在所需的范围内,关系到整个活动的成败。
由于控制对象的多样性和复杂性,导致采用的温控手段的多样性。
在真空热处理设备的温度控制系统中,首先将需要控制的被测参数温度,由传感器转换成一定的信号后,再与预。
摘要退火炉是金属热处理中的重要设备,而温度是退火炉的主要被控变量,是保证其产品质量的一个重要因素。
因此,退火炉温度控制的稳定性和控制精度直接影响产品的质量。
所以,本次毕业设计设计了基于单片机的退火炉温度自动控制系统,实现了温度的自动控制。
本控制系统是采用AT89S52单片机为核心,对退火炉温度和燃料流量进行实时监控。
由按键设定温度初值,通过温度和流量传感器进行信号的采集,由AD574对其电压信号转换数字信号。
通过AT89S52单片机和LCD1602液晶显示屏处理和实时显示相应的数据。
当所有设定值设定结束后,通过DAC8420将数字信号转换成模拟信号驱动电动调节阀进行阀门大小的调节即流量调节,进而改变炉内温度,实现温度的自动控制。
软件部分采用一种新型的智能控制方法,大林算法来控制系统的温度、流量。
其最突出的优点是具有专门针对大滞后系统设计的算法。
此算法具有消除余差、对纯滞后有补偿作用等特点,能够达到良好控制效果。
本系统实现了对退火炉的温度、燃料的流量进行实时监控。
它不但工程造价较低、运行维护简单、运行费用低,而且是一种简便、可靠、经济、快速的退火方法。
关键词:退火炉;数据采集;大林算法;单片机AbstractAnnealing is an important metal heat treatment equipment, and annealing temperature is the main controlled variable to ensure the quality of their products. Therefore, the furnace temperature control stability and control accuracy directly affects the quality of products. So, this graduation project is designed based on single-chip furnace temperature control system to achieve automatic control of temperature.The MCU AT89S52 is used to the center of the control system , the annealing furnace temperature and fuel flow is real-timely monitered.Initial temperature is setted by the key.It is used the temperature transducer and flow transducer to aquire the signal .It is changed from the voltage signals to the digital signal by useing the AD574 .Processing and real-time display the corresponding data by useing the MCU AT89S52 and LCD1602 display . When the setting is completed all settings, the digital signal is converted by DAC8420 into an analog signal to drive the electric control valve is the valve flow control regulation of the size, thereby changing the furnace temperature, automatic temperature control. Software part uses a new type of intelligent control method to control the system Dahlin temperature, flow. Its most prominent advantage is a system designed specifically for large delay algorithms. This algorithm has to eliminate residual error, there is compensation for pure lag effect and other characteristics, can achieve good control effect.The annealing temperature, fuel flow rate for real-time monitoring is realized in the system.It is not only lower costproject, simple operation and maintenance, low operating costs, but also it is a simple, reliable, economical, rapid annealing method.Key words:annealer;date acquisition;computing control ;MCU目录第1章绪论 (1)1.1 课题研究的背景及意义 (1)1.2 国内外研究现状和发展 (2)1.3 本文研究的主要内容 (2)第2章方案设计及论证 (3)2.1 方案设计 (3)2.2 方案论证 (6)第3章硬件电路设计 (9)3.1 温度传感器的选择 (9)3.2 气体流量传感器的选择 (11)3.3 控制阀门的选择 (12)3.4 A/D转换器的选择 (13)3.5 D/A转换器的选择 (14)3.6 单片机的选择 (16)3.7 8255扩展I/O口的设计 (16)3.8 电源电路的设计 (18)3.9 晶振电路的设计 (19)3.10 复位电路的设计 (20)3.11 温度检测电路的设计 (21)3.12 I/V转换电路的设计 (22)3.13 多路转换开关的设计 (24)3.14 A/D转换电路的设计 (24)3.15 D/A转换电路的设计 (26)3.16 键盘电路的设计 (26)3.17 报警电路的设计 (28)3.18 显示电路的设计 (28)第4章软件设计 (30)4.1 主程序系统流程图 (30)4.2 温度检测系统流程图 (31)4.3 流量检测系统流程图 (31)4.4 键盘系统流程图 (32)4.5 A/D转换系统流程图 (33)4.6 LCD显示系统流程图 (34)4.7 控制量输出程序流程图 (35)4.8 大林算法系统流程图 (35)4.9 燃料配比系统流程图 (37)第5章结论 (38)参考文献 (39)致谢 (40)附录I ....................................................................................... 错误!未定义书签。
2019年 第5期热加工45PLC 自动控制技术在电热退火炉中的应用■ 胡振庐,王志斌,白永胜,任紫亭摘要:通过对电阻炉电控系统解析,加装了一套自动控时电路系统,通过PLC 程序编程,能够智能截取工艺保温起点和终点,并按工艺要求计时后自动切断加热电路,然后在炉冷工艺段完毕声光提示出炉空冷,最后自动关闭程序。
该系统与原手动电路互不干扰,生产中可以根据需要,自主切换“手动/自动”控制系统。
关键词:电阻炉;PLC ;自动控时电路;退火炉我公司的一台额定功率500kW 的电阻退火炉,额定温度为650℃,适用于液压支架结构件焊后低温去应力退火作业。
高耗能的退火炉实行间歇作业,通常选在夜间用电低峰时开启,夜间员工作业疲乏,人工计时常出现保温时间过长的情况,一个月累计的无谓耗能很大,并且长时间退火保温对焊缝性能及结构件母材性能有降低的风险。
为解决这一问题,对原设备进行了电控改造,加装一套自动控时电路,通过PLC 编程来控制各加热温区的通断,准确截取保温起点和终点,保证保温时长。
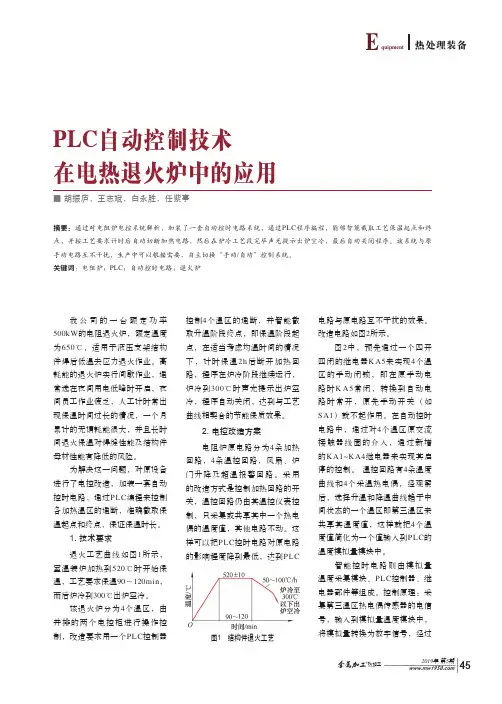
1. 技术要求退火工艺曲线如图1所示,室温装炉加热到520℃时开始保温,工艺要求保温90~120min ,而后炉冷到300℃出炉空冷。
该退火炉分为4个温区,由并排的两个电控柜进行操作控制,改造要求用一个PLC 控制器控制4个温区的通断,并智能截取升温阶段终点,即保温阶段起点,在适当考虑均温时间的情况下,计时保温2h 后断开加热回路,程序在炉冷阶段继续运行,炉冷到300℃时声光提示出炉空冷,程序自动关闭,达到与工艺曲线相契合的节能保质效果。
2. 电控改造方案电阻炉原电路分为4条加热回路,4条温控回路,风扇、炉门升降及超温报警回路。
采用的改造方式是控制加热回路的开关,温控回路仍由其温控仪表控制,只采集或共享其中一个热电偶的温度值,其他电路不动。
这样可以把PLC 控时电路对原电路的影响程度降到最低,达到PLC电路与原电路互不干扰的效果。
改造电路如图2所示。
Science &Technology Vision科技视界0前言各种玻璃制品的退火炉和烤花炉是玻璃厂重要的热工设备,对这些辅助设备的自动控制工作正随着工艺和设备本身的改进而逐渐展开。
温度控制是退火炉的重要组成部分,它的功能是将温度控制在所需要的范围内,对玻璃瓶罐进行退火或烤花。
现在国内生产的退火炉还是以传统的手动控制为主,山东三金玻璃机械股份有限公司近期开发了利用PLC 自身的PID 控制模块和其内部PID 控制程序,对退火炉控制系统进行技术改造,结合触摸屏画面显示操作,实现整个系统的自动控制。
改造后的控制,在运行和控制方面都更加符合自动化生产的需要,节约人力,提高了经济效益。
PID 控制系统,使用时只需要设置一些参数,非常方便,一个模块可以控制几路甚至几十路闭环回路。
1控制系统介绍1.1工艺概述根据退火炉三区加热的特点,退火炉自动控制系统由触摸屏按钮控制各区电源,并显示和调节温度,调节输出功率,加热器用于炉内或制品提供热量,并且每区输出电压和三相运行电流可通过触摸屏随时观察。
升温过程,根据升温曲线,手动升温,为保证机械结构不受影响,通过调整各区电流,缓慢升温,各区温度曲线实时监控并能打印输出。
配有远程监控以太网接口和基于TCP/IP 的通讯。
1.2PID 控制系统分析和调整1.2.1PID 系统概述PID 控制器是比例-积分-微分控制的简称,具有:(1)不需要精确的控制系统数学模型(2)有较强的灵活性和适应性(3)结构典型、程序设计简单,工程上易于实现,参数调整方便等优点。
积分控制可以消除系统的静差,微分控制可以改善系统的动态响应速度,比例、积分、微分三者有效的结合可以满足不同的控制要求。
1.2.2PID 控制器的数字化性能指标PLC 的PID 控制器的设计是以连续系统的PID 控制规律为基础,将其数字化写成离散形式的PID 控制方程,再根据离散方程进行控制程序设计。
在连续系统中,典型的PID 闭环控制系统如图1所示。
论述真空退火炉电气控制系统设计真空退火炉主要是由电气控制系统、电机系统、高真空系统、炉体系统和外围系统构成。
高真空系统主要由高真空机组组成,主要用于抽空炉体和维持真空。
其优点如下:第一,退火改变了晶体的结构,消除了内应力以及软化材料。
第二,防止了氧化脱碳脱脂,从而提高了表面的光亮度以及力学性能。
第三,炉体容积大,温度控制精度高,温区温差小,系统稳定。
第四,炉温控制系统复杂,该数据具有时变性、非线性以及滞后性的特点。
所以随着加热时间增加、加热温度的升高和真空度的增大,将产生不同的退火效果。
第五,可编程控制器(PLC)结构简单、抗干扰能力强、通用性好,可以很好的提高系统的稳定性和准确性,从而提高生产效益。
本设计中采用以PLC为核心,闭环控制PID功能模块来实现恒温控制,达到炉温控制。
利用PLC编程软件中的梯形图语言进行编程,来控制整个过程。
上位机监控系统包括工况监控中的真空和温度画面的监控,使数据能够实时反映和控制。
1、真空退火炉的总体设计1.1 真空退火炉的构成真空退火炉是利用外循环式、单室內加热的方式,是一种快速冷却卧式的电阻炉。
真空退火炉由炉体系统、传动系统、高真空系统、加热系统和冷却系统构成。
1)炉体系统:炉体系统是由炉门、炉体外壳、加热室和电阻带。
炉门的开关为自动控制,是利用紧压缸传动装置来控制的。
炉体外壳是采用了圆筒形的结构,不锈钢材料。
炉体有多个加热温区,每个温区有电阻带加热。
2)传动系统:传动装置是指料架、平板车和电动机的控制。
将工件放在料架上,并且将工件的料车都放在平板车上。
将其放入炉门口,由电机控制传送。
送到炉口时,限位开关关闭,再将其托送到炉内加热区,也是由电机控制装置驱动。
3)高真空系统:由真空机组组成,都位在炉体的一侧,每套真空机组的组成是扩散泵、罗茨泵、维持泵、断路器、接触器和相应的管道,主要作用是控制驱动泵的启停以及电磁阀门的开关。
真空系统的控制程序是机组的顺序控制,其顺序为:第一,对的扩散泵预热的控制。
PLC在板带真空退火炉控制中的应用的开题报告一、选题背景现代工业生产中,板带类产品广泛应用,而板带的制造离不开板带真空退火炉的使用。
板带真空退火炉是一种用于加热金属板带的设备,通常用于金属板带的热处理、加工和调质。
传统的板带真空退火炉控制方法主要依赖人工控制,存在以下缺点:1.炉子加热温度不稳定 2.人工操作调节不及时,难以保障产品质量 3.无法自动化生产加工等不仅影响生产效率,而且容易造成产品质量问题。
针对上述问题,现代制造业采用PLC控制技术取代传统的人工控制方式,从而实现自动化生产,提高生产效率和产品质量。
二、选题目的和意义本文探讨PLC在板带真空退火炉控制中的应用,旨在通过引入PLC 自动化控制技术,提高金属板带真空退火炉的温度控制精度和准确度,提升产品质量,保障生产安全。
具有如下意义:1.减少人工操作,实现自动化生产,提高生产效率 2.通过PLC控制技术,实现高精度和准确的温度控制,确保产品质量 3.提高生产安全性,避免人为故障导致事故的发生。
三、研究内容和方法本文针对板带真空退火炉控制存在的问题,通过PLC自动化控制技术实现对炉子温度的精确控制。
先通过文献检索、调研等方式,搜集PLC 控制技术在板带真空退火炉控制应用的相关信息,进一步深入研究PLC 在炉子温度控制中的应用,并与传统的人工控制方式相比较,分析其优缺点。
接着,我们设计实现PLC控制系统,采用PID算法实现炉子温度的控制。
最后进行实验对比分析控制系统的控制精度和效果。
四、预期成果和意义预期成果:实现PLC在板带真空退火炉控制中的应用,利用PID算法实现对炉子温度的精确控制,并实现自动化生产。
意义:本文研究成果对于实现金属板带真空退火炉控制的自动化生产,提高生产效率和产品质量,保障生产安全性具有重要意义。
同时,也为PLC控制技术在其他行业中的应用提供了一定的参考和借鉴价值。
毕业论文课题名称真空退火炉PLC自动控制系统设计院/专业班级学号学生姓名指导教师:2016年5月24日┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊摘要本篇文章主要讲的是真空退火炉的PLC控制系统的设计。
大家都知道真空退火炉是许多金属热处理工艺中的一种非常重要必不可少的设备,而真空度和温度是真空退火炉的主要被控变量,对温度和真空度的精确控制是确保其产品质量的一个重要保证。
也会是说,退火炉温度和真空度控制的稳定性和精度会直接影响到产品的质量。
本次毕业设计设计了基于PLC的真空退火炉温度真空度自动控制系统,用PLC实现温度和真空度的自动控制不仅能够实现对机器的精准控制还能避免不必要的电力损耗。
在论文正文部分,详细介绍了设备的组成部分和功能原理以及设计过程,以锆丝的真空退火工艺为例,画出退火过程流程图。
然后列出PLC的输入输出点的分配表以及通用存储器的分配表,画出PLC原理图,编写出PLC程序。
最后由于循环水阀门仍需人凭借经验手动开启,最后介绍了模糊控制的原理以待备用。
关键字:真空退火炉 PLC 模糊控制┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊ABSTRACTThis article is mainly about the design of PLC control system of vacuum annealing furnace. We all know that vacuum annealing furnace is a kind of many metal heat treatment process is very important and indispensable equipment, vacuum and temperature is mainly controlled variable vacuum annealing furnace, precise control of temperature and vacuum is to ensure a one of the important guarantee of the quality of the product. Also said, the accuracy and stability of furnace temperature and vacuum control will directly affect the quality of the products.The graduation design of vacuum annealing furnace temperature vacuum degree of PLC automatic control system based on PLC to realize the automatic control of temperature and vacuum degree not only to achieve precise control of the electric machine can avoid the unnecessary losses. In the main part of the thesis, introduces the components and functions of the principle and design of process equipment, using zirconium wire vacuum Annealing process, for example, draw annealing process flow diagram. Then make a list of the PLC input and output point allocation table and of a universal memory allocation table, draw the PLC schematic written PLC program. At the end of the circulating water valve still require the person with manual opening of experience. At last, the paper introduces the fuzzy control principle to wait for backup.Key Words: vacuum annealing furnace PLC fuzzy control┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录第一章绪论 (1)1.1选题背景及研究意义 (1)1.2 国内外研究现状和发展 (1)1.3本文研究的主要内容 (2)第二章真空退火炉的工作原理与工艺过程分析 (3)2.1真空退火炉的结构分析 (3)2.2 真空退火炉工作原理 (4)2.3技术指标分析 (5)2.4退火工艺过程分析 (6)第三章真空退火炉PLC控制硬件系统的设计 (7)3.1 控制系统总体布局 (7)3.2控制系统设计方案 (7)第四章真空退火炉软件系统的设计 (10)4.1 输入输出分配表 (10)4.2 PLC选型 (11)4.3 程序流程图 (12)第五章模糊控制在在循环水与温度控制系统中应用的介绍 (16)5.1模糊控制的基本概念 (16)5.2模糊控制实现的步骤与方法 (16)总结 (19)致谢 (20)参考文献 (21)附录 (22)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第一章绪论1.1选题背景及研究意义我是在南京佑天金属科技有限公司完成我的实习时光的,南京佑天金属科技有限公司从事的是钛、锆、铪的结晶冶炼和丝材的拉制生产的。
为了消除丝材拉制过程中产生的内应力,对丝材进行真空退火处理是非常必要的。
而采用PLC控制系统可以实现了公司真空退火炉的自动化这样不仅可以实现对真空退火炉的精准控制还可以避开用电高峰让机器晚上自行完成退火任务,既节省能源又能减少人力创造一定的效益。
而且如果产品的生产工艺改变了,只要改变程序PLC控制系统又可以继续很好地控制机器完成退火任务。
又因为就算在生产环境不好的情况下,PLC还是能够很好地运行,所以PLC得适应能力是毋庸置疑的。
PLC能独立完成很多功能,像定时、计数、逻辑运算等等它都能完美完成,而且它还能对算术进行运算,开关量进行处理,模拟量进行控制,为了完成分层控制,还能够与电脑行成网络控制系统。
由于PLC形态较小,构造紧密,、轻便、程序设计用时较少,装配与维修简单容易实施,有了这些优点再加上诊断功能,它的可信赖程度非常高。
所以,在传统的工业改造与小型电子技术创新的进程里,以前大家用的继电器控制系统,大部分现在都被PLC代替。
因此PLC具有很深的潜力,PLC的硬件标准化,并通过各种软件程序来满足不同用户的控制要求。
它是实现系统控制的关键部位,多数工程师都很信赖它, 愈来愈多的工业生产问题因为它得到了解决了。
过了这么长时间,PLC变成了自动化工业控制的核心装置,并且对各种自动控制设备提供了可靠的控制应用。
PLC之所以能成长成现在这个样子,是因为它能够实现安全可信的自动化控制和提供更好的处理方法,可以用来满足当代的工业和厂家的自动化生产需求。
把真空热处理方法的PLC技术用在生产上,一定能够让生产出来的产品具有更良好的性能。
1.2 国内外研究现状和发展当今时代工业技术的飞速发展,国内外都对产品的规格进行了严格要求,另一方面生产量又在不断增加,为了保证通过真空退火处理过的产品的组织结构和机械性能符合对产品的标准要求。
在不仅在提高真空退火炉性能的情况下,还能降低能耗这个技术难题引起了国内外业界的广泛关注。
在最近的三百年来,一些发达国家从真空退火炉的热源、设备结构、炉温控制系统和退火工艺等各个方面进行了认真的研究。
而且还开发出了许许多多的新型产品,像流风机、高温轴、加热元件等等很多。
这些创新在提高退火炉加热速度,退火炉温度的均匀性,提升退火产品质量,降低电能消耗耗,总之就是在退火炉的综合技术性能上实现了新的突破。
在我国,退火炉平均热效率为百分之五十八,一些发达国家比我国在这个项上┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊要高出百分之八十左右。
钢退火炉的容量一般为10吨到40吨不等。
通常情况下,1千吨钢年生产需要配备15 到 20台退火炉。
用能方式有电,柴油,煤气。
间歇式和连续型退火炉,在带、板、箔的生产过程中是不可缺少的机器,而控制则是实现退火的重要条件之一,高强度的铝合金管、棒型材生产也需要退火这个工艺。
在1998年,八百多台国内退火炉,包括现代空气循环炉的一百八十多台,80%的退火炉集中在钢铁企业。
而在1985年,世界上还不会建立连续退火炉气垫,可能是因为投资较大的原因。
而现在大批量退火炉在技术上的创新开发,已经完全可以充分满足生产要求,而且每吨产品所消耗得能亮也会低很多。
因此,退火炉具有良好的发展前景。
1.3本文研究的主要内容本文会对真空退火炉的结构进行分析,特别是对它的抽真空系统会有详细的介绍。
首先要确定本文是在真空退火炉的基础上加上PLC控制系统而设计的,并切提出整体得设计思路。
根据本人实习期间所接触的锆丝退火工艺把真空退火炉的各部分工作原理确定下来,并画出示意图特别是抽真空系统示意图。
再通过对真空退火炉结构和生产工艺的分析把各个部件和型号确定下来,并根据设计思路将各个部件进行整合连接。
综合所有外围部件,配置好PLC的输入输出表。
最后设计抽真空的工艺流程,编写PLC梯形图程序。
因为循环水阀门的开启程度仍需人为判断和控制,最后本文简单介绍了模糊化控制。
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第二章真空退火炉的工作原理与工艺过程分析2.1真空退火炉的结构分析.图2.1真空退火炉实物┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊1.后炉门2.炉壳3.真空规组件4.炉胆5.控温热电偶组件6.前炉门7.水冷电机 8.变压器柜图2.2真空退火炉结构示意图以上图型号真空退火炉为例,它主要由炉门、炉胆、真空系统、水冷系统以及电控系统组成,其结构详见图2.22.2 真空退火炉工作原理21345678┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊PA2炉胆罗茨泵泵体冷却器 VP2’PAVP2扩散泵泵体冷却器VP3PA3 VP1’ PA1VP1图2.3 抽真空系统原理图上图中VP为气动阀门,PA为真空传感器。