火花机试题
- 格式:docx
- 大小:19.57 KB
- 文档页数:2
工模部机加工火花机技工入职测试题
姓名: 性别: 应聘岗位: 日期:
一、填空题(42分、每空3分)
1、你所用过的火花机有台一、庆鸿、群机、夏米尔、沙迪克等。
2、火花机开机步骤为总开关、电源柜开关、机床开关、机头开关、关机为应
急开关、总开关。
3、电极加工时,电流为6A快速单边会产生0.16mm的火花位。
4、一般电极火花间隙精公单边0.05mm,粗公单边0.15 mm。
二、判断题(共18分、每小题3分)
1、电极加工流道时,为了节省时间,电极可不要校,即可加工。
(×)
2、一个电极为4.9×1.9mm火花间隙为0.1,为节省时间。
电流采用4A比较合适。
(√)
3、电极加工时,应根据不电极的间隙,输入相对应的参数。
(√)
4、加工大小工件时,为了保证在加工过程中排渣良好,应该用浸水式加工。
(×)
5、电加工液的主要作用是冷却(×)
6、遇到放电较久的工件时,操作人员可离开工作岗位(×)
三、问答题(共40分;1小题22分;2小题18分)
1、放电加工的步骤有哪些?
答:先把电源、机床打开,把铜公分精.粗公把铜公放到夹具上用校表把铜公校正把镶件放到机床治
具上并校正上磁四面分中碰数归零把X,Y轴摇到放电的位置并锁定把相应的电流参数输到程序
里在开机加工,加工完毕先自检在送QC检测
2、你在操作火花机的过程中你所遇到最大困难和异常有哪些,该怎么去解诀? 答;有时在加工中看错图纸数据,方向分不清楚,深度输错等,导致放电不符合图纸要求
在以后加工中先把图纸看清楚检查无误后在开机加工避免出错。
电火花实训安全教育试卷班级:姓名:分数:一填空题(每空2分,共50分)1、工作前按规定穿戴好工作服,应扎好工作服袖口,操作时不准戴手套,女工发辫应挽在帽子里。
2、实习时间,学生应遵守课堂纪律,严禁窜岗,严禁私自出入车间,严禁干私活或与当次实习课题无关的事情,服从实习指导老师的安排与调配,不得私自开启电器设备。
3、实习时,学生不得在实习车间嬉戏、打闹,不可以把实习用具(包括工具、量具、刃具等)作为打架斗殴的凶器。
4、指导老师不在现场时,一律不准使用嬉戏、打闹。
实习时,旁观者不得乱动按钮及相关设备,不得在有安全隐患的地方站立和观看。
5、电火花线切割机床启动机床前,要检查丝筒位置是否正确。
6、电火花线切割机床由机床,脉冲电源,控制系统,三大部分组成。
7、电火花成形机床用煤油做冷却液,并且在加工过程中工作液面要高于工件30---100MM 毫米。
8、电火花成形机床在加工过程中不可碰触电极。
9、电火花线切割机床上丝包括上丝,穿丝,校丝,三个步骤。
10、丝筒启动后不准用手接触丝筒。
11、电火花成形机床由主机,工作液箱,数控电源柜,三大部分组成。
二选择题(每空2分,共10分)1 当电火花线切割机床提示穿丝点时,此点为加工过程中的(A)A加工起点B加工终点C加工中点2下面哪一项选项(A )不为线切割加工过程中的电参数A电极丝B脉冲宽度C脉冲间隔3使用完的废丝、断丝要放在(A )A规定回收桶B地面上C垃圾桶4下面哪一项选项(B )不能提高电火花机床加工过程速度A增大脉冲宽度B 增大脉冲间隔C增大加工电流三问答题(共40分)1简述安全生产的“四不放过”原则(10分)(1)事故原因没有调查清楚不放过(2)事故的责任人没有受到教育不放过(3)没有指定出防范措施不放过(4)事故制订切实实行的整改措施没有落实不放过2试比较低速走丝电火花线切割机床与高速走丝电火花线切割机床的异同点(10分)3简述电火花线切割机床安全操作规程(10分)(1)开机前按机床说明书要求,对各润滑点加油。
电⽕花线切割试题(有参考答案)电⽕花线切割试题⼀、填空题1、是直接利⽤电能、光能、声能、热能、化学能、电化学能及特殊机械能等多种形式的能量实现的⼯艺⽅法来2、3、的?4、19605、6、常分为两⼤类:⼀类是?另⼀类是。
7、⾼速⾛丝线切割机主要由?、、?三⼤部分组成。
8、⾼速⾛丝电⽕花线切割机的导电器有两种:⼀种是?的,电极丝与导电器的圆柱⾯接触导电,可以轴向移动和圆周转动以满⾜多次使⽤的要求;另⼀种是的薄⽚,电极丝与导电器的⼤⾯积接触导电,⽅形薄⽚的移动和圆电极丝重要参导管、⼯作液箱和等组成。
15、张⼒调节器的作⽤就是?也称恒张⼒机构。
16、数控电⽕花线切割机床的编程,主要采⽤?ISO 编程?、、?⾃动编程三种格式编写。
17、数控线切割机床U、V移动⼯作台,是具有加⼯功能的电⽕花线切割机床的⼀个组成部分。
18、电⽕花线切割3B编程格式中,B 表⽰19、20、21、22、23参数的合理选择。
24、电⽕花线切割加⼯⼯艺指标?、和表⾯粗糙度。
25、穿丝孔是电极丝相对⼯件运动的起点,同时也是程序执⾏的起点,⼀般选在⼯件上的基准点处,穿丝孔常⽤直径⼀般为mm。
26、电极丝定位调整的常⽤⽅法有⾃动找端⾯?、和⽬测法。
27、电极丝垂直度找正的常见⽅法有?J表G ⼯作液箱和数控电源柜?等部分33、数控电⽕花成形加⼯⼯作液循环过滤系统的⼯作⽅式有和喷⼊式两种。
34、数控电⽕花成形加⼯⼯作液循环过滤装置的过滤对象主要是和粉末状电蚀产物。
35、电⽕花成形加⼯的主要⼯艺指标有??,,表⾯粗糙度和电极损耗等。
36、电⽕花成型加⼯中常⽤的电极材料有?、?、银钨合⾦、铜钨合⾦、?3738394041速⾛丝线切割中,⽽应⽤慢速⾛丝线切割。
42、电加⼯的⼯作液起排屑、?、等作⽤。
43、电加⼯参数包括峰值电流、??、脉冲间隔等。
Y X ?0.32?。
关系的选项是()。
?A.没有职业道德的⼈不会获得成功?B.要取得事业的成功,前提条件是要有职业道德?C.事业成功的⼈往往并不需要较⾼的职业道德?D.职业道德是⼈获得事业成功的重要条件2.?数控机床如长期不⽤时最重要的⽇常维护⼯作是()。
火花机技术员考核试题1
一、填空题(每题5分)
1、一般说来﹐放电加工毛刺去除分为两类﹐分别是电极毛刺的去除和工件毛刺的去除﹔
2、架设的总体原则是﹕可行可靠﹐可行即加工中不受干涉﹐可靠即装夹稳定﹔
3、程序编写的基本思路是确定:坐标系统﹐定位﹐加工﹔
4、放电加工中﹐粗加工选用大电流加工为了快速去除余量﹐中加工为了修尺寸和成型清角﹐则精
加工为了修面粗度。
5、封闭槽类加工时﹐为了防止排屑不良而产生二次放电现象﹐使加工侧壁垂直度不好﹐故冲油时
采用侧角方向为45度冲油﹐大多数采用浸油加工。
二、二.判断题(每题5分)
1.使用辅助治具装夹工件时﹐治具一般不需校正﹔(╳)
2.数据的输入一般写到数值小数点后三位数﹐目的是防止修改数据异常﹔(ˇ)
3.在封闭槽加工时最好使用两边对冲的冲油方式﹐以利于碳渣排出。
(╳)
4.成型电极去毛刺时很容易碰伤﹐在去毛刺时成型部位尽量不用去除。
(╳)
5.加工前试运行的目的是为了目测加工位置和加工方向的正确性﹔(ˇ)
三、问答题(每题20分)
1、电火花接平要点有哪些?
a粗放按照理论加工﹐可不受影响﹐尺寸余量越少精加工越易接平;但要注意保证面粗度;
b精加工时影响较大﹐稍不注意就会加工出段差﹐看火花时主要是精加工条件。
以精修条件看电极与工件重合之边有均匀密集火花为接平﹔
2、影响放电间隙的因素有哪些?
答:A,放电加工能量.B,电极及工件的材质.C,加工粉屑的排出状况..D,加工深度.
四、实操题(30分)。
模具有限公司工模部线割.火花机技术员上岗试题姓名:___________ 工号:___________ 分数:__________一、填充题:(每空1分,共28分)1.百分表每小格代表___________MM,千分表每小格___________MM。
2.火花机工作液的作用:(5分)3.线割机花机工作液的:(5分)4.画三视图是以什么为原则:_____________、____________、____________。
5.基本视图的画图有:____________画法,符号为:____________,___________画法,符号为:___________。
6.形位公差的符号有:直线度为__________,平面度为___________,圆柱为___________,平行度为___________,垂直度为___________,倾斜度为___________,位置度为___________,同心度为___________,对称度为___________。
7.剖视图可分为:___________、__________和__________三种。
二、判断题(你认为是对的就在后面括号内画“√”,错的为“×”)。
(每空2分,共14分)1、电火花机广泛采用汽油作为工作液,有些使用专用工作液。
()2、在紧急状态下,可按急停键,切断电源,关闭电柜。
()3 线切割时,加工路线应从坯件预制的穿丝孔开始,由外向内顺序切割。
()4、线切割加工时,电极丝的材料必须比工件材料硬。
()5、线切割加工时,不能沿工件的端面加工,否则,难以保证尺寸和表面粗糙度。
()6、线切割加工时的加工速度随着脉冲间隔的增大而增大。
()7、电火花加工在实际中可以加工通孔和盲孔。
()三、单项选择题:(每题2,共10分)1、线切割时,加工路线端面距离一般应( )mm。
A.1~2B.大于3C.大于5D.大于10 C2、高速走丝电火花线切割机床的走丝速度一般为( )。
电火花线切割题(考试用)2电火花线切割(技师)理论技能试题姓名性别单位准考证号得分一、选择:每小题2分,5道小题,共10分。
1(脉冲间隔的单位是什么,符号是什么,( B )。
A.毫秒msB.微秒μsC.秒 sD.微秒 s2.关于数控电火花线切割程序编制中对计数方向G,下列描述正确的是( C )。
A.加工直线或斜线时,以终点坐标值小的拖板方向作为计数方向;加工圆弧时,以终点坐标值小的方向作为计数方向。
B. 加工直线或斜线时,以终点坐标值小的拖板方向作为计数方向;加工圆弧时,以终点坐标值大的方向作为计数方向。
C. 加工直线或斜线时,以终点坐标值大的拖板方向作为计数方向;加工圆弧时,以终点坐标值小的方向作为计数方向。
D. 加工直线或斜线时,以终点坐标值大的拖板方向作为计数方向;加工圆弧时,以终点坐标值大的方向作为计数方向。
3. 在加工中工件接电源 ,电极接 ,称为负极性加工。
( B )A.正极正极B.正极负极C.负极正极D.负极负极4.与普通的机械加工相比,关于数控电火花线切割的加工工艺特点,下列说法不正确的是:( D )A.加工过程中,工具和工件之间不存在明显的机械切削力,且在大多数情况下,工具不与工件接触。
B.加工用的工具硬度可以低于工件材料的硬度。
C.工件材料可以是任何硬度的金属材料。
D.加工速度、精度、表面质量一定都比其他切削加工方法更快、更高5(线切割机床编制程序的格式中使用最多最广泛的是( A )格式。
A.3BB.5BC.EIAD.ISO二、填空:每空1分,11道小题,共30分。
1(电火花线切割机床包括坐标工作台 ,运丝机构, 床身, 工作液系统,控制系统,脉冲电源六大部分。
2(线切割在加工工件,在选择参数时,脉宽不应小于0.1微秒。
3(启动机床时,先顺时针旋转:急停:按钮使之弹起,再按下绿钮启动机床。
在紧急状态下,可按急停按钮,切断电源,关闭电柜。
4(脉冲电源是电火花线切割加工时的能量来源,又称高频电源,简称电源。
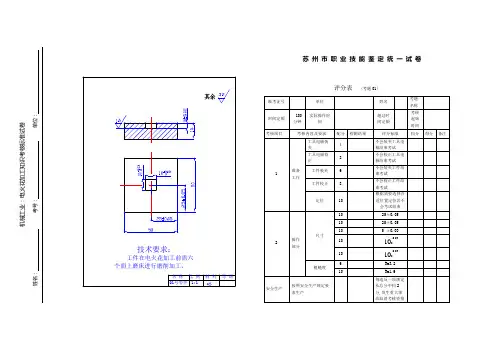
苏 州 市 职 业 技 能 鉴 定 统 一 试 卷
评分表 (考题01)
机械工业:电火花加工知识考核标准试卷
姓名 考号 单位
苏 州 市 职 业 技 能 鉴 定 统 一 试 卷
评分表 (考题02)
机械工业:电火花加工知识考核标准试卷
姓名: 考号: 单位:
苏 州 市 职 业 技 能 鉴 定 统 一 试 卷
评分表 (考题03)
机械工业:电火花加工知识考核标准试卷
姓名: 考号: 单位:
苏州市职业技能鉴定统一试卷
评分表 (考题04)
苏 州 市 职 业 技 能 鉴 定 统 一 试 卷
机械工业:电火花加工知识考核标准试卷
姓名: 考号: 单位: 机械工业:电火花加工知识考核标准试卷 姓名: 考号: 单位:
评分表 (考题05)
苏 州 市 职 业 技 能 鉴 定 统 一 试 卷
机械工业:电火花加工知识考核标准试卷
姓名: 考号: 单位:
评分表 (考题06)。
放电机考试试题
姓名:工号:部门:得分:
一.填空:(每空3分)
1、放电前必须仔细确认(),了解()的形状,粗精工的数量,放电的(),
有无特殊的放电要求等。
2. 按图装夹工件,基准的位置必须与( )相符合,若( )不明确,不得加工。
工件( )个方向拉表,公差控制( )以内。
3.电极碰数时确认()和()是否正确,移到放电位置的()是否和图纸相符合。
4. Z轴方向碰数。
确认()的零面是否与()相符合,电极上碰数的零面是否正确。
输入
的放电()是否与图纸一致。
5. 放电的( )与( )十分重要,故以上2点务必复(),确认无误后再进行下一步工作。
6. 放电参数的确认,依图确认电极的()。
根据()设定合理的放电参数。
7.放电参数的设置应该合理,有效,严禁人为的调低放电的()。
8.放电开始,电极第一次打到工件后,应()确认一下,()是否正确,有无偏差。
9.深孔工件要经常检查,确保()的状况良好,防止积碳。
如果积碳,可用()将铜工
积碳位置予以打光,并用磨尖的划针将工件的()位置予以()。
二.问答题:
放电完成后处理程序?(25分)。
火花机操作人员培训考试试卷单位:姓名:得分:一、判断题:(共10题,每题2分,共计20分)1. 花火机设备操作人员安全保护用品未佩带齐全,严禁操作设备。
( )2. 火花机设备操作工开机前应进行设备状态检查,存在小故障不影响正常开机生产。
( )3. 火花机设备出现紧急情况时应按下急停开关,立即通知设备维修工进行处理。
( )4. 火花机设备的安全防护装置在任何情况下严禁拆卸、毁损、短接或挪它( )5. 火花机设备外观要保持清洁,漆见本色铁见光。
( )6. 火花机设备润滑、油液加注口有相应标示,张贴油液加注量和加注的品牌规格。
( )7. 火花机设备加工工件完成后铁削清理要及时,避免堆积造成设备本身或设备辅机故障( )8. 设备在清理进行前应切断电源并悬挂警示牌。
( )9. 每个月操作工对火花机检查一次,保证设备外围油路、气路无泄漏。
( )10. 设备外围布线要整洁,增加线槽等以保证线路规整。
( )二、选择题:(共10题,每题2分,共计20分)A、切断B、开启C、调整A、金属踏台B、地面上C、绝缘踏台A、设备点检表B、班组BOM表C、操作工点检表A、严禁B、允许C、对明火无要求A、低于B、高于C、等于A、水B、二氧化碳灭火器C、泡沫灭火器A.无害 B、纯净 C、有害A、复位急停开关B、启动顺序重新启动C、重新开启电源A、二分之一B、三分之一C、四分之一10、火花机设备操作台、操作区放置个人物品。
A、可以B、不得C、无要求四、简答题:(共2题,每题20分,共计40分)一、请简述火花机设备的安全注意事项。
二、请简述火花机设备停机、维修过程中的安全注意事项。
答案:一、判断题:1、对,2、错,3、对,4、对,5、对,6、对,7、对,8、对,9、错,10、对二、选择题:1、A ,2、C ,3、C 4、A ,5、B,6、C,7、C,8、B,9、B,10、B三、填空题1、电压值,电流值2、设备检修,禁止合闸3、安全标志,涂有安全色4、设备运转,不能运转5、操作设备6、拆卸,毁损,短接7、停止8、马达关9、结束 10、清理四、简答题:(1)、答案:1.没有经过设备专业培训、无此设备操作证者严禁操作设备。
火花机操作工考核试题一、选择:每小题2分,5小题共10分。
1:群基电火花机脉冲间隔的单位()符号。
A.秒toB.微秒toC.秒sD.微秒s2:伺服电压(),放电效率则(),排渣容易。
A.越高降低B.越低升高C.越高升高D.越低降低3:在加工中工件接电源(),电极接(),称为负极性加工。
A.正极正极B.正极负极C.负极正极D.负极负极4:不论加工方向如何"深度"值总是()零。
A.小于B.大于C.等于D.无正确答案5:在开启油泵前,应使泄油球阀放下,使冲油调节手柄放置()位置。
A.水平B.竖直向下C.竖直向上D.无正确答案二、填空:每空1分,共30分。
1:百分表每小格代表mm,千分表每小格mm。
2:加工过程中,操作人员不能一手触摸电极,另一只手触碰,否则有触电的危险,严重时会危机生命。
操作人员脚下应铺垫,如:木质塌板。
3:在群基电火花机加工过程中低压电流选择过大容易引起,烧伤电极和工件。
4:启动群基电火花机时,先时针旋转""按钮使之弹起,再按下绿钮启动机床。
5:在加工前开启油泵后,应调节液位调节手柄,使液位高于工件mm。
6:工作液的作用:7:脉宽不应小于微秒。
8:加工完成后,工件形状与电极表面的凹凸刚好相。
9:群基电火花机包括,,三大部分。
10:调整参数时,脉宽是电流的倍,脉间是脉宽的。
11:在加工过程中,油温不能超过摄氏度,使油温限制在安全范围内。
12:群基电火花机的主机主要由,,,及等组成。
13:由于放电过程中可见到,故称电火花加工。
14:在加工过程中,经常采用,,等方法注意机床的运转情况,发现问题要及时处理。
15.脉宽不应小于微秒。
三、判断:每小题2分,10道道小题,共20分。
正确的用“T”表示,错误的用“F”表示。
1.群基电火花机广泛采用汽油作为工作液,有些使用专用工作液。
()2.群基电火花机加工用的工具称工具电极,有时简称工具或电极。
()3.在加工过程中低压电流选择过大容易引起电弧,烧伤电极和工件。
火花放電簡介培訓考核試題部門:姓名:工號:培訓日期:一、填空題。
1,火花機簡稱EDM ,是一種機械加工設備。
2,火花機加工主要用於加工具有複雜形狀的型孔和型腔的模具和零件。
3,火花機加工的核心主要體現在對尺寸精度、防形精度、表面質量的要求上。
4,亞特M30NF型火花機主要由機械本體、電源控制箱、加工液過濾桶以及相關附件等構成。
二、是非題。
1,亞特M30NF型火花機工作台左右行程為250mm,前後行程為200mm,伺服行程為150mm。
(Х)2,火花機可以安置在充滿灰塵或砂砾的工作場所中。
(Х)3,火花機安置室內要求照明亮度充足及良好的通風設備。
(√)4,火花機放電時間範圍為0.5μsec-1800μsec。
(√)5,室溫對機器的工作精度有影響,要保持恆溫。
(√)三、解答題。
1,亞特火花機“兩用燈”的含義是什麼?在怎麼樣的情況下才能發揮其作用?答:兩用燈是指工作照明及安全防火兩用。
打開照明開關,工作照明燈亮,可用于工作加工;關閉開關,防火指示燈亮,防火裝置生效,此時若加工中產生起火時,該裝置即切斷電源停止放電并發出蜂鳴警告。
2,請簡述火花機加工的主要用途有哪些?答:主要用于加工具有複雜形狀的型孔和型腔的模具和零件;加工各種導電材料;加工深細孔、異形孔、深槽、窄縫和切割薄片;加工各種成形刀具、樣板等工具。
機床安全操作保養知識部門:姓名:工號:培訓日期:一,填空題1、在使用機床前需了解機床的。
用途及,生手嚴禁單獨上機操作。
2、操作時,需佩戴,穿三緊的衣服。
女性操作者,應,嚴禁操作者作業,腳上必須穿上。
3、開機前應先檢查機床,是否正常。
4、電線需遠離高溫、油膩、尖銳邊緣,機床要接地線,需保持工作區內。
5、不要進行超出的工作,避免機床超負荷工作。
6、工作后或操作人員因事離開必須。
7、機器運轉異常時,應,檢修時確保電源斷開。
二,判斷題1、在機器操作前必須鎖緊工件,以確保工件加緊可靠。
()2、停機8小時以上使用機床時,最好先低速空轉3-5分鐘,確認運轉正常后再開設工作。
电火花试卷及答案第一篇:电火花试卷及答案一、填空题1、特种加工是直接利用电能、光能、声能、热能、化学能、电化学能及特殊机械能等多种形式的能量实现添加或去除材料的工艺方法来完成对零件的加工成型。
2、电火花线切割加工的基本原理是用移动的细金属导线作电极,对工件进行脉冲火花放电,切割成形。
3、数控电火花线切割机床能加工各种高硬度﹑高强度﹑高韧度和高熔点的导电材料。
4、第一台实用的电火花加工装置的是1960年,苏联的拉扎林科夫妇发明的。
5、电火花线切割加工中被切割的工件作为工件电极,电极丝作为工具电极。
电极丝接脉冲电源的负极,工件接脉冲电源的正极。
6、根据走丝速度,电火花线切割机通常分为两大类:一类是高速走丝电火花线切割机或往复走丝电火花线切割机,这类机床的电极作高速往复运动,一般走丝速度为8——10m/s,用于加工中、低精度的模具和零件。
快走丝数控线切割机床目前能达到的加工精度为正负0.01mm,表面粗糙度Ra= 2.5——0.6um。
另一类是低速走丝电火花线切割机或单向走丝电火花线切割机,一般走丝速度低于0.2m/s,用于加工高精度的模具和零件。
慢走丝数控线切割机床的加工精度可达正负0.001um,表面粗糙度Ra< 0.32。
7、高速走丝线切割机主要由机床、脉冲电源、控制系统三大部分组成。
8、高速走丝电火花线切割机的导电器有两种:一种是圆柱形的,电极丝与导电器的圆柱面接触导电,可以轴向移动和圆周转动以满足多次使用的要求;另一种是方形或圆形的薄片,电极丝与导电器的大面积接触导电,方形薄片的移动和圆形薄片的转动可满足多次使用的要求。
9、线切割加工中常用的电极丝有钼丝、钨丝、铜丝和钨钼合金丝。
其中钨丝、和钼丝应用快速走丝线切割中,而铜丝应用慢速走丝线切割。
10、线切割加工时,工件的装夹方式有悬臂式支撑装夹,垂直刃口支撑装夹,桥式支撑装夹,和板式支撑装夹。
工件的装夹方式一般采用桥式。
、电火花线切割加工常用的夹具主要有磁性夹具和专用夹具。
电切削加工(电火花线切割)笔试试题选择:将正确答案的序号填在括号内1.电火花线切割加工的特点有:( D)。
A.不能加工精密细小、形状复杂的工件B.不必考虑电极损耗C.不能加工盲孔类和阶梯型面类工件D.不需要制造电极2. 要使脉冲放电能够用于尺寸加工时,必须满足( C)的条件。
A.工具电极和工件电极之间放电间隙尽可能的小B.要持续放电C.脉冲放电在一定绝缘性能的液体介质中进行3.电火花线切割加工的对象有:( A )。
A.任何硬度、高熔点包括经热处理的钢和合金B.成形刀、样板C.阶梯孔、阶梯轴D.塑料模中的型腔4.计数线切割加工数控程序编制时,下列计数方向的说法正确的有:(A)。
A.斜线终点坐标(X e,Y e)当︱Y e︱>︱X e︱时,计数方向取G yB.斜线终点坐标(X e,Y e)当︱X e︱>︱Y e︱时,计数方向取G yC.圆弧终点坐标(X e,Y e)当︱Y e︱>︱X e︱时,计数方向取G yD.圆弧终点坐标(X e,Y e)当︱X e︱﹤︱Y e︱时方向取G y5. 线切割加工编程时,计数长度应( E)。
A.以μm为单位B.以mm为单位C.写足四位数D.写足五位数E.写足六位数填空:1.线切割加工中常用的电极丝有钼丝、黄铜丝、钨丝。
其中黄铜丝应用最广泛。
2. 电规准分为粗规准、中规准、精规准三种,从一个规准调整到另一个规准称为电规准的转换。
3. 影响电火花加工的工艺因素主要有机床精度、工件的装夹精度、电极制造及装夹精度、电极损耗、放电间隙、加工斜度。
4. 线切割加工是一种用金属丝作工具的放电加工,其特点是电极丝作上下双向或单向走丝运动,工件相对电极丝作 X、Y 轴向的任意轨迹运动。
5. 冲脉周期(tp)是从一个电压脉冲开始到相邻电压脉冲开始之间的时间,它等于脉冲宽度t i和脉冲间隔t0之和,即tp = t i + t0。
三.判断1.线切割加工电源是直接接在电极丝和工件上,通常电极丝为正极,工件为负极。
数控电火花线切割加工技术(初级)考核试题一.填空题1.发现电火花加工原理的是前苏联的夫妇。
2.线切割采用的加工极性一般是极性加工,其加工电极也就是电极丝应当接电源的极,工件接电源的极,因为线切割采用的是脉宽加工,如果接反,则电极丝的加大,容易断丝。
3.高速走丝电火花线切割加工机床的电极丝所带的负电是通过与部件的接触获得的。
4.电火花线切割的加工效率一般用指标来衡量,表面粗糙度一般用指标表示。
5.低速走丝电火花线切割用值来评价加工轮廓的最大公差,包括尺寸精度和形状精度。
6.低速走丝电火花线切割加工较数控高速走丝电火花线切割加工精度高,其工艺特点是能进行,且电极丝是使用。
7.低速走丝电火花线切割加工一般用作工作液,其工作液的导电率越,工作状态越稳定。
8.第一次切割时,为了保证高压水能充分的冲入切缝,要求上下喷嘴贴近工件表面,其距离控制在至mm较为合理。
高压冲水压力一般为bar,低压冲水压力为bar。
9.低速走丝电火花线切割加工由于可以忽略,所以加工精度高。
10.虽然低速走丝电火花线切割加工作用力小,不象机械切削机床那样要承受很大的切削力,但因其,所以装夹必须要稳定牢固。
二、选择题(不定项选择)1.数控电火花线切割加工属于()。
A 、放电加工B 、特种加工C 、电弧加工D 、切削加工2.在高速走丝电火花线切割加工中,当其他工艺条件不变时,增大脉冲宽度,切割正常的情况下可以()A 、提高切割速度B 、表面粗糙度会变好C 、增大电极丝的损耗D 、增大单个脉冲能量3.电火花线切割加工过程中,工作液必须具有的性能是()A 、绝缘性能B 、洗涤性能C 、冷却性能D 、润滑性能4.下列关于电极丝的张紧力对电火花线切割加工的影响,说法正确的有()A 、电极丝张紧力越大,其切割速度越大B 、电极丝张紧力越小,其切割速度越大C 、电极丝的张紧力过大,电极丝有可能发生疲劳而造成断丝D 、在一定范围内,电极丝的张紧力增大,切割速度增大;当电极丝张紧力增加到一定程度后,其切割速度随张紧力增大而减小5.下列关于高速走丝电火花线切割加工拐角,说法正确的有()A 、由于电极丝半径与放电间隙的影响,不可能加工出完全“清角”的内角B 、由于不存在影响加工外角的因素,能加工出完全“清角”的外角C 、要想获得较小效果的内角,首先要选用更小直径的电极丝D 、加工中电极丝的伺服速度太快,会影响加工外角的“清角”效果,因为电极丝存在滞后现象6.不能使用数控电火花线切割加工的材料为()。
火花机笔试题 姓名:
1.先A.B.C.D 看那一对坐标数是左图所示的数据( )
X=10 X=-10
A B
Y=10 Y=10
X=-10 X=10
C D Y=-10 Y=-10
2.用计算机算出以下A= ,B= 。
A=?
20
3.火花机电蚀方式有几种,写出你所知的电蚀方式:
4.火花机塘蚀方式有几种,写出你所知的塘蚀方式:
5.如下图在工件上电蚀出色笔处形状的位置,应该采用什么塘蚀方式才可以保证蚀出来的R=10不变形?
R10
6.下面三附图中是各不相同的电蚀图,其中阴影部分为电蚀部分,请写出各图的取数方法及其电蚀图中的火花位退移方向?
10
(一) (二) (三)
7.有12件相同的工件,要求加工的内容也是相同的,要求在最短的时间内找出12件工件之间的中心距离数。
你怎样做?请将你的做法写出。
8.需电蚀清除一斜上的多余烧焊点,如下图,Y方向分中为0,X方向的数据已丢失并且铜公的斜面无法直接碰斜边退火花位。
要求一次性移数电蚀,不可因为接不顺而再次移数电蚀(接顺处公差允许±0.02),你能用方法只用一个坐标数加工到位吗?如果行,请将你的加工方法写出来.。
火花放電簡介培訓考核試題
部門:姓名:工號:培訓日期:
一、填空題。
1,火花機簡稱EDM ,是一種機械加工設備。
2,火花機加工主要用於加工具有複雜形狀的型孔和型腔的模具和零件。
3,火花機加工的核心主要體現在對尺寸精度、防形精度、表面質量的要求上。
4,亞特M30NF型火花機主要由機械本體、電源控制箱、加工液過濾桶以及相關附件等構成。
二、是非題。
1,亞特M30NF型火花機工作台左右行程為250mm,前後行程為200mm,伺服行程為150mm。
(Х)2,火花機可以安置在充滿灰塵或砂砾的工作場所中。
(Х)3,火花機安置室內要求照明亮度充足及良好的通風設備。
(√)4,火花機放電時間範圍為0.5μsec-1800μsec。
(√)5,室溫對機器的工作精度有影響,要保持恆溫。
(√)
三、解答題。
1,亞特火花機“兩用燈”的含義是什麼?在怎麼樣的情況下才能發揮其作用?
答:兩用燈是指工作照明及安全防火兩用。
打開照明開關,工作照明燈亮,可用于工作加工;關閉開關,防火指示燈亮,防火裝置生效,此時若加工中產生起火時,該裝置即切斷電源停止放電并發
出蜂鳴警告。
2,請簡述火花機加工的主要用途有哪些?
答:主要用于加工具有複雜形狀的型孔和型腔的模具和零件;加工各種導電材料;加工深細孔、異形孔、深槽、窄縫和切割薄片;加工各種成形刀具、樣板等工具。
機床安全操作保養知識
部門:姓名:工號:培訓日期:
一,填空題
1、在使用機床前需了解機床的。
用途及,生手嚴禁單獨上機操作。
2、操作時,需佩戴,穿三緊的衣服。
女性操作者,應,嚴禁操作者
作業,腳上必須穿上。
3、開機前應先檢查機床,是否正常。
4、電線需遠離高溫、油膩、尖銳邊緣,機床要接地線,需保持工作區內。
5、不要進行超出的工作,避免機床超負荷工作。
6、工作后或操作人員因事離開必須。
7、機器運轉異常時,應,檢修時確保電源斷開。
二,判斷題
1、在機器操作前必須鎖緊工件,以確保工件加緊可靠。
()
2、停機8小時以上使用機床時,最好先低速空轉3-5分鐘,確認運轉正常后再開設工作。
()
3、可以隨意拆卸,挪動各種安全防護裝置,安全信號裝置,警戒標誌等。
()
4、工作時應集中精力,堅守崗位,不準做與本職工作無關的事。
()
5、清除鐵屑時必須在停機后,用毛刷進行,不得用手抹,嘴吹。
()。