电子束焊接
- 格式:ppt
- 大小:998.50 KB
- 文档页数:91


第一单元 电子束焊(EBW)
一、教学目的和要求
概括了解电子束焊的概念、原理、优缺点及发展情况。
二、教学学时安排
4学时
三、教学方法
多媒体教学、讲授法、模拟演示法、案例分析法
四、教学重点
原理、优缺点。
五、教学内容
知识模块一 电子束焊概述
电子束焊(Electronic Beam Welding,EBW)是指在真空或非真空环境中,利用汇聚的高速电子流轰击焊件接缝处所产生的热能,使被焊金属熔合的一种焊接方法。
1948年德国科学家发现电子束可以用来加工材料,1951年对红宝石打孔和图案刻蚀;1954年法国科学家探索了真空电子束法(焊接活泼金属),1958年第一台工业用电子束焊机出售给美国西屋公司。几十年来,电子束焊创造了巨大的经济及社会效益。
应用领域:
航空与航天:飞行器构件;喷气发动机构件。
动力与原子能:压力容器;气轮机喷管隔板;核反应堆的芯子与真空容器。
电子与医疗:继电器壳体;压力传感器;心脏起搏器壳体。
电机与仪表:电机定子、转子的叠片;膜盒。
汽车工业:变速齿轮;同步器与齿轮;点火分配器;短轴与车轴;后桥。
其他方面:双金属锯条、热敏元件、冷却器、轴承环、滚刀。
能力知识点1电子束焊接的基本原理
能力知识点2 电子束焊的特点及分类
一、电子束焊的特点
1、优点 功率密度高:Pmax=100kW, Pd= 106~108w/cm2
焊缝深宽比大:60:1, t=0.1~300mm
焊接速度快: HAZ小,变形小;焊缝组织性能好
焊缝纯度高:真空
适用性强:参数可调范围大,可以实现复杂接缝的自动焊接;焊接难以接近部位的焊缝。
可焊材料多:金属、非金属等
再现性好:易于实现机械化、自动化控制,提高了产品质量的稳定性。
可简化加工工艺 :可将复杂的或大型整体结构件分为易于加工、简单或小型部件,用电子束焊将其焊接为一个整体,减少加工难度,节省材料,简化工艺。
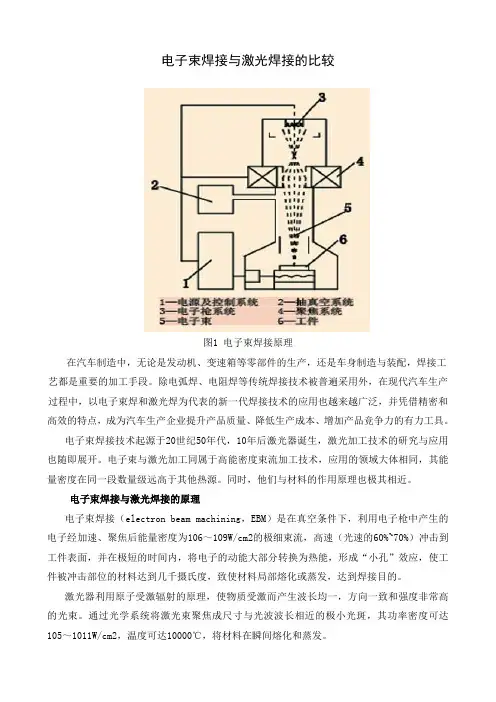
电子束焊接与激光焊接的比较
图1 电子束焊接原理
在汽车制造中,无论是发动机、变速箱等零部件的生产,还是车身制造与装配,焊接工艺都是重要的加工手段。除电弧焊、电阻焊等传统焊接技术被普遍采用外,在现代汽车生产过程中,以电子束焊和激光焊为代表的新一代焊接技术的应用也越来越广泛,并凭借精密和高效的特点,成为汽车生产企业提升产品质量、降低生产成本、增加产品竞争力的有力工具。
电子束焊接技术起源于20世纪50年代,10年后激光器诞生,激光加工技术的研究与应用也随即展开。电子束与激光加工同属于高能密度束流加工技术,应用的领域大体相同,其能量密度在同一段数量级远高于其他热源。同时,他们与材料的作用原理也极其相近。
电子束焊接与激光焊接的原理
电子束焊接(electron beam machining,EBM)是在真空条件下,利用电子枪中产生的电子经加速、聚焦后能量密度为106~109W/cm2的极细束流,高速(光速的60%~70%)冲击到工件表面,并在极短的时间内,将电子的动能大部分转换为热能,形成“小孔”效应,使工件被冲击部位的材料达到几千摄氏度,致使材料局部熔化或蒸发,达到焊接目的。
激光器利用原子受激辐射的原理,使物质受激而产生波长均一,方向一致和强度非常高的光束。通过光学系统将激光束聚焦成尺寸与光波波长相近的极小光斑,其功率密度可达105~1011W/cm2,温度可达10000℃,将材料在瞬间熔化和蒸发。 激光焊接分为热导焊和深熔焊,在深熔焊中,巨大的能量同样可以形成“小孔”效应,并随着工件的移动,“小孔”身后的材料迅速冷却凝固成为焊缝。
与传统焊接技术比较,激光焊接与电子束焊接都具有更多优异的特性:
□ 能量密度高(大于105W/cm2);
□ 焊接速度高(一般可以达到5~10m/min);
□ 热影响区窄(仅为焊缝宽度的10%~20%);
□ 热流输入少、工件变形小;
□ 易实现自动控制、可在线检测焊缝质量;
电子束焊接发展及优势
【摘 要】电子束焊接经过几十年的发展,已经在实验室研究和工业生产中得到了广泛研究与应用,能够很好的解决不锈钢、钛合金和铜合金等的焊接问题。相对于其他几种焊接方式,电子束焊接具有焊接变形小;聚焦透镜焦长大利于实现焊接过程;适用于较大厚度范围工件的焊接;异种金属焊接和更大的穿透深度等优点。特别是在厚度较大工件以及绝缘材料焊接方面具有较大的优势和广阔的应用前景,需对其进行较为系统的研究以指导生产及应用。
【关键词】电子束焊接;焊接变形;厚板焊接;异种焊接;穿透深度
一、电子束焊接的发展
电子束的发现距今已有100多年的历史,由于电子具有获得容易并自身带有电荷,在电场下能够很容易被加速从而获得很高的能量,所以电子束很早即被研究。电子束焊接设备与当今一般应用的电子束设备相似,电子束被加速到具有很高的能量并通过电磁透镜聚焦于一点,然后作用于工件表面,电子的动能转变为热能从而进行材料的焊接。电子枪产生电子束,电子束在电磁透镜的聚焦下作用于工件表面,完成对工件的焊接。附属设备包括真空室、抽真空设备、水冷系统、光学观察系统以及各种阀门等。电子束能量密度d由下式决定:
d=k·i0.25v3.5
式中k为电子枪常数、i为电子束电流、v为加速电压,从式中各参数的指数出发,增大加速电压能够较大的增加电子束的能量密度,所以当前电子束焊接设备已发展到了300kv或更高,再配合电磁透镜的汇聚聚焦作用,以及真空度的提高,使得电子束作用于工件表面的能量密度越来越高,获得较好的焊接和加工效果。
二、电子束焊接的优点
电子束焊接在实验室研究以及工业生产方面均得到了广泛的应用,相对于其他焊接方式其具有特点和优势具体如下:
1、最小的焊接变形
扭曲变形与焊接过程中的热传导过程有关,而且一般是热量越高,焊接扭曲变形越大。电子束焊接过程热影响区小,焊接过程中收缩应变较小,所以适用于那些运用传统焊接方法焊接易开裂金属的焊接。
电子行业电子束焊接
简介
电子束焊接是一种常用于电子行业的高精度焊接技术。它利用电子束的高能量特性,将焊接材料加热至高温,快速融化并连接在一起。电子束焊接具有精度高、焊接速度快和热影响区小等优点,广泛应用于半导体、电子元件和电路板的制造过程中。 工艺流程
电子束焊接的工艺流程包括以下几个步骤:
1. 准备工作:对焊接材料进行清洁处理,确保表面不含杂质和氧化物。同时,需要根据焊接要求确定焊接参数,包括电子束功率、聚焦电压和聚焦电流等。
2. 对焊接材料进行定位和夹持:将待焊接的材料放置在焊接台上,并使用夹具进行固定,以确保焊接过程中的稳定性和准确性。 3. 开始焊接:启动电子束装置,将电子束聚焦并瞄准焊接位置。电子束穿过电子枪并聚焦在工件上,加热焊接材料达到融化温度并实现焊接。
4. 焊接结束:完成焊接后,关闭电子束装置,等待焊接区域冷却。同时,对焊接区域进行检查,确保焊接质量符合要求。
特点和优势
电子束焊接在电子行业中得到广泛应用,主要受益于以下几个特点和优势: • 高精度:电子束焊接能够提供非常精确的焊接结果,焊接位置和焊缝的尺寸控制非常准确,有助于保证电子产品的稳定性和可靠性。
• 焊接速度快:电子束焊接的加热速度非常快,因为电子束本身具有高能量,能够迅速将焊接材料加热至融化温度。相比传统焊接方法,电子束焊接能够大大缩短焊接时间,提高生产效率。
• 热影响区小:电子束焊接时,焊接区域受热的时间非常短,因此在焊接过程中产生的热量对材料周围的影响非常小。这意味着电子束焊接可以避免或减少由于热应力引起的变形和损坏,提高焊接质量。
• 适用范围广:电子束焊接可以应用于各种材料的焊接,包括金属、陶瓷和非金属材料。它在不同类型的电子元件、半导体和电路板的制造过程中都有重要的应用价值。
• 自动化程度高:电子束焊接可以与自动化设备相结合,实现工艺的自动化和智能化。通过编程和机器控制,可以实现焊接参数的精确控制和焊接过程的自动化控制。