沃尔沃标准 VCS 1027,2729-2004 Odour of trim materials in vehicles Organic materials
- 格式:docx
- 大小:34.23 KB
- 文档页数:4
![沃尔沃标准 VCS 1027,61319 橡胶材料耐液性[中文]](https://uimg.taocdn.com/0087cd19b7360b4c2e3f647d.webp)
Volvo Car Cor por a t ionIssue 4 Page 1 Dept / Issued by 6857 Thomas Andersson Issue 4 Established 2004-01 UM Page 1(9)The English language version is the original and the reference in case of dispute.此英文版为初始版,如有争议,以英文版为准。
TEST METHOD试验方法Fogging 雾化Organic materials有机材料Orientation 定位As to its technical content, this standard conforms to ISO 6452:2000.本标准技术内容符合ISO 6452:2000。
This issue differs from issue 3 in that sections 4, 4.5, 4.6, 5, 6.1.3, 6.1.4.2, 6.2.3 and 6.2.4.3 have been changed.本问题在不同于问题3,因为章节4, 4.5,4.6, 5, 6.1.3, 6.1.4.2, 6.2.3 和 6.2.4.3作了修改。
Contents1 Field of application适用领域2 Definition 定义3 Reagents 试剂4 Apparatus 设备5 Test piece 测试件6 Test procedure 测试步骤6.1 Method F (reflectometric method, evaluationof fogging using a glossmeter)方法F(反射法,用光泽及评估雾化)6.2 Method G (gravimetric method, evaluation offog- ging using balance)方法G(重量法,用天平评估)7 Report 报告1 Field of application 适用领域This method covers determination of the fogging characteristics of organic materials.本标准涵盖了有机材料雾化属性的测定。
Dept / Issued by6857 Ingemar Jakobsson Issue1Established2005-09UMPage1(2)The English language version is the original and the reference in case of dispute.Den engelska språkversionen är originalversion och skall åberopas i händelse av tvist.TEST METHODPROVNINGSMETODAdhesion VidhäftningPaints and enamelsFärg och lackOrientation OrienteringThis VCS standard is identical to the previously issued STD 1029,5473, issue 3, which it replaces for Volvo Cars.Denna VCS-standard är identisk med tidigare utgiven STD 1029,5473, utgåva 3, och ersätter denna för Volvo Personvagnar.1 Scope1 OmfattningThe method is used to determine the adhesion of a coating to the substrate.Metoden ger ett mått på vidhäftningen av ett lackskikt till underlaget.2 Apparatus2 Utrustning- Folding knife of robust design, length with blade folded out approx. 20 cm. - Fällkniv av kraftigt utförande, längd med utfällt blad ca 20 cm. − Test panel in accordance with VCS 1021,52119 painted and cured in accordance with the relevant curing window− Provpanel enligt VCS 1021,52119 lackerad och härdad enligt gällande härdningsfönster3 Conditioning3 KonditioneringTo be carried out as per VCS 1021,19 Conditioning of painted test panels before testing.Utförs enligt VCS 1021,19 Konditionering avlackerade provpaneler före provning.4 Test procedure4 ProvningScrape the coated surface with the folding knife as shown in figure 1. The contact angle of the knife edge against the coating surface shall be approx. 45°. Den lackerade ytan skrapas med fällkniven enligt figur 1. Kniveggens anläggningsvinkel mot lackytan skall vara ca 45 °.Put the thumb nail in the scratch and try to remove the paint by pressing down the nail at right angles to the scratch.Tumnageln sätts i skraprepan och med tryck från nageln görs försök att avlägsna lacken vinkelrätt mot repan.Fig. 1Issue 1 Page 25 Evaluation 5 UtvärderingThe following scale of grade shall be used at theevaluation:Vid bedömningen skall följande betygsskala tillämpas:0 = Very good adhesion; no paint can be removed 0 = Mycket god vidhäftning, ingen lack kanavlägsnas1 = Good adhesion; the paint can only be removedwith difficulty 1 = God vidhäftning, lacken kan endast medsvårighet avlägsnas2 = Poor adhesion; the paint can be removedwithout effort 2 = Dålig vidhäftning, lacken kan utan ansträngningavlägsnas3 = Very poor adhesion; the paint flakes 3 = Mycket dålig vidhäftning, lacken flagar 6 Report 6 RapportThe test report shall include the following: I provrapporten anges:a) The Volvo part number of the test material a) Provmaterialets Volvo detaljnummerb) The supplier´s designation of the test material b) Provmaterialets leverantörsbeteckningc) Test as per VCS 1029,54739 c) Provning enl VCS 1029,54739d) Adhesion according to the scale of grades d) Vidhäftning enligt betygsskalan。
一、国外相关控制标准1)欧美美国、英国和德国早在20年前就制定大气净化法(CAA:Clean Air Act)、环境保护法和排放防治法(TA-Lult)来控制汽车涂装的VOC排放。
但各国标准的VOC定义、控制目标及控制内容等都存在着差异。
美国主要通过限制涂料及有机溶剂中VOC含量来减少有机污染物排放。
联邦环境署(EPA)修订的国家大气净化法(CAAA),在原有VOC的控制基础上又增加有毒有害大气污染物(HAPs:hazardous air pollutants)。
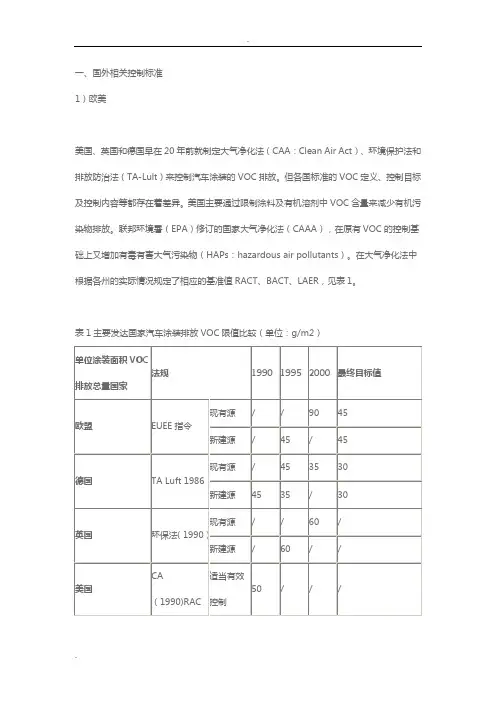
在大气净化法中根据各州的实际情况规定了相应的基准值RACT、BACT、LAER,见表1。
表1主要发达国家汽车涂装排放VOC限值比较(单位:g/m2)1998年美国制定了国家汽车表面涂装VOC排放标准,排放限值见表2。
2008年加利福尼亚州颁布的1151号法规中汽车表面涂装VOC的限值为250g/L。
表2 美国车辆表面喷涂VOC含量标准1996年欧盟颁布了溶剂指令1999/13/EC,以削减工业生产的VOC排放量。
主要控制对象包括汽车涂装、卷材涂装、金属涂装、木工涂装等,要求现有源在2007年10月30日前完成改造。
其中欧盟汽车涂装限值以单位涂装面积VOC排放总量(g/m2)表示。
排放限值见表3(按溶剂的年耗量、汽车车身的年产量和车身类型、新、老涂装线来划分限值)。
表3 欧盟汽车涂装VOC排放限值随后颁布的2004/42/EC指令对建筑物和汽车修补等涂料规定了VOC含量限值见表4。
要求欧盟各国在2010年采取减排措施以达到标准要求。
表4欧盟汽车修补涂料VOC含量限值2)日本2000年日本汽车工业会规定VOC排放限值为60g/m2。
2005年日本政府颁布了修订版大气污染防治法和189号政令,明确了控制指标、设施基准和实施日期。
汽车涂装设备排风机VOC排放浓度限值(排风能力10万m3/h以上):现有700ppmc;新源400ppmc;其他700ppmc(ppmc表示换算成碳的容量比百分率)。
Volvo企业标准通常涵盖了产品设计、制造、质量控制、环保安全等方面的规定和要求。
以下是一个可能的Volvo企业标准示例,具体内容可能会因企业而异:1. 目的和范围:本标准规定了Volvo品牌汽车的设计、制造和质量控制要求,以确保产品质量和安全性能达到高标准。
本标准适用于所有由Volvo汽车制造部门生产的汽车。
2. 设计要求:汽车设计应遵循安全、可靠、舒适和环保的原则。
所有关键部件和系统应经过严格的设计评审和验证,以确保其性能和可靠性。
车身结构和安全配置应符合国际标准和法规要求。
3. 制造过程要求:制造过程应遵循严格的质量控制程序,确保生产过程中的每个环节都符合规定和标准。
所有关键部件和系统应经过严格的质量检查和测试,以确保其性能和可靠性。
生产过程中的任何质量问题应及时报告并采取纠正措施。
4. 质量控制要求:质量控制部门应定期进行内部质量审核,以确保生产过程符合本标准和其他相关规定。
所有不合格品应进行分类和处理,并采取纠正和预防措施。
质量记录和报告应保存并供内部审核使用。
5. 环保和安全要求:所有汽车应符合环保和安全法规要求,并遵循Volvo品牌一贯的环保和安全理念。
汽车应配备必要的安全设备,如安全带、气囊、ABS等。
同时,汽车应采用环保材料和工艺,减少对环境的影响。
6. 售后服务要求:Volvo汽车制造商应提供优质的售后服务,包括维修、保养和客户支持。
客户应能够获得及时的技术支持和解决方案,以确保汽车始终处于良好的运行状态。
7. 变更管理:本标准应根据实际情况进行定期审查和更新。
任何设计、制造工艺或质量控制程序的变更都应经过充分的评估和验证,以确保其对产品质量和安全性能的影响最小化。
以上是一个可能的Volvo企业标准示例,具体内容可能会因企业而异。
这些标准旨在确保Volvo品牌汽车的质量、安全和可靠性达到高标准,同时符合相关法规和行业标准。
加速腐蚀试验大气腐蚀方针没有国际或国家等同于这一标准。
目录1.范围2.装置2.1温度和湿度控制2.2盐溶液的应用2.3用于干燥湿试验对象的系统2.4盐溶液要求3.测试对象4.程序4.1测试对象的排列4.2试验周期暴露条件4.3试验时间5.结果评价6.试验报告1.范围本标准定义了一个加速腐蚀试验用于评估耐腐蚀性的方法,在有一个显着的环境中的金属的氯离子的影响,主要为钠氯从海洋源或冬季道路除冰盐。
该标准指定要使用的测试程序进行加速腐蚀试验模拟控制方式下的大气腐蚀条件。
需要一个合适的测试设备,以满足本标准的要求。
在这个标准中,测试金属材料具有或不具有腐蚀保护作用。
加速腐蚀试验室适用于:金属及其合金金属涂层化学转化膜金属有机涂层该方法适用于比较测试在试验用表面处理系统的优化面板,特别设计的标本和组件。
2.装置2.1温度和湿度控制环境室的设计应满足以下测试条件,控制并在测试过程中监测。
在一段持续的气候条件下,相对值的平均值的±3%的相对湿度湿度应适用,对应于最小值在这种情况下的温度精度要求±0,6°C。
瞬时最大偏差从设置相对湿度的值为±5%,范围从50%到95%的RH在相对湿度40°C应用。
环境室必须设计成这样以便相对湿度可随相对湿度线性实时变化,在2小时内相对湿度从95%降到50%。
图1为一个设计合理的环境示室。
为满足温度和湿度的精度要求,环境室应配备具有提供均匀分布的高效循环空气的装置,以确保变化较小的温度和湿度变化。
足够的绝缘室壁和盖子是必需的,以避免这些表面上有多的凝结。
试验周期内的腔室应连续监测气候的湿度和温度水平。
湿度和温度传感器应反映气候条件非常恶劣的地区。
测量相对湿度应使用专为测量高湿度水平的湿度计如高湿度传感器或金色镜面露点仪。
温度测量应使用电阻温度计。
图1 环境室1.试验环境室2.机械装置3.样品区域4.绝缘良好的墙壁/盖子5.空气分布板6.带有喷嘴的摆动管/部件7.空气吹扫口8.出口9.空调机组(制冷/加热/加湿)10.湿的和干的PT100传感器(湿度传感器)11.冷却机12.用盐溶液+加压泵的容器13.用于沉淀管/构件的摇摆运动的电机和连杆机构14.控制单元15.电子和监管设备2.2盐溶液的应用建议在环境室里安装一个用于盐应用的喷淋装置。
Dept / Issued by 93733 Magnus Karlsson Issue 2 Established2007-03UM Page1(2)The English language version is the original and the reference in case of dispute. Den engelska språkversionen är originalversion och skall åberopas i händelse av tvist.TEST METHOD PROVNINGSMETODEvaluation degrees for blistering of paints Utvärderingsskala för blås-bildning hos färgerPaints and enamels Färg och lackOrientation OrienteringAs to its technical content, this standard conforms to ISO 4628-2:2003.This issue of the VCS standard differs from issue 1 by:−Referring to ISO 4628-2:2003 and its pictorial standards−Giving an alternative evaluation method by rating the density of each size of blistersseparately−Defining the blister size of each size rating number as a guide for the assessment −Describing the assessment procedure more thoroughly−Describing how to evaluate very small blisters (< 0,05 mm). Denna standard överensstämmer i sak medISO 4628-2:2003.Denna utgåva av VCS-standarden skiljer sig frånutgåva 1 genom att:−Referera till ISO 4628-2:2003 och dessbildlikare−Ange en alternativ utvärderingsmetod där tätheten av varje storleksklass av blåsorbetygssätts separat−Definiera blåsornas storlek inom varjestorleksklass som en vägledning vidbedömningen−Beskriva bedömningsproceduren mergenomgående−Beskriva hur mycket små blåsor (< 0,05 mm) utvärderas.1 Scope 1 OmfattningThis standard is intended to be used when determin-ing the degree of blistering of paint coatings on test objects, which have been tested or used under accelerated or atmospheric conditions. Standarden är avsedd att användas vid bestämning av blåsbildningsgrad i lackskikt på provobjekt som provats eller använts under accelererade eller atmos-färiska betingelser.2 Definitions 2 DefinitionerBlisters are defined as moisture-containing enclosures in the paint film.The degree of blistering is defined as the rating number of the density and the size of blisters in a coating. Blåsor definieras som fuktinnehållande inneslutningar i lackskiktet.Blåsbildningsgraden definieras som betygsklassen för blåsornas täthet och storlek i en lackfilm.3 Assessment 3 BedömningThe test objects shall be examined before the accelerated test to identify dirt and other defects in the paint film. These shall be marked to avoid them to be mixed up with blisters caused by the test. Provobjekten skall bedömas före den accelererade provningen för att identifiera smuts och andra defekter i lackskiktet. Dessa ska markeras för att undvika att de förväxlas med blåsor som orsakas av provningen.Issue2Page2Unless otherwise specified, the degree of blistering shall be assessed immediately after completion of the accelerated test. The test objects shall be examined under good illumination, from closer than arm's length and from all viewing angles. The density and size of the blisters shall be assessed by means of the pictorial standards in ISO 4628-2:2003. Thesepictorial standards illustrate blisters in densities 2, 3, 4 and 5 and, for each density, blisters of sizes S2, S3, S4 and S5.Om inget annat anges ska blåsbildningsgraden bedömas omedelbart efter avslutad accelererad provning. Provobjekten skall bedömas i godbelysning, inom armlängds avstånd och från alla betraktelsevinklar. Blåsornas täthet och storlek skall bedömas med hjälp av bildlikarna i ISO 4628-2:2003. Dessa bilder visar blåsor i tätheterna 2, 3, 4 och 5 och för varje täthet blåsor i storlekarna S2, S3, S4 och S5.It is then decided which of the pictorial standards that best matches the blistering of the test object. The degree of blistering is then the rating number of density and size of that pictorial standard. Den bildlikare som bäst överensstämmer med blåsbildningen på provobjektet bestäms. Blås-bildningsgraden är då betygsklassen för täthet och storlek som anges för denna bildlikare.If the rating for density and size respectively is less than 2, the rating is 1. If there are no blisters, the rating is 0.Bedöms täthet respektive storlek vara mindre än 2 blir betyget 1. Finns inga blåsor blir betyget 0.If none of the pictorial standards match the blistering of the test object, an alternative evaluation method can be used. By rating the density of each size of blisters separately, a combined rating is obtained. For example: The blisters of a test object are assessed to have density 3 of size S1 and density 2 of size S4. The degree of blistering is then 3(S1) + 2(S4). Om ingen bildlikare överensstämmer medblåsbildningen på provobjektet, kan en alternativutvärderingsmetod användas. Genom att betygssätta tätheten av varje storleksklass för sig erhålls ett sammansatt betyg. Till exempel: Blåsorna på ettprovobjekt bedöms ha tätheten 3 av storleken S1 och tätheten 2 av storleken S4. Blåsbildningsgraden är då 3(S1) + 2(S4).In case of uncertainty regarding the size rating of the blisters, the table below can be used as a guide.Vid osäkerhet angående storleksbedömning av blåsorna, kan tabellen nedan vägleda. Size rating number StorleksklassMean diameter of blister (d)Medeldiameter av blåsa (d) S1 d ≤ 0,5 mmS2 0,5 < d ≤ 1 mm S3 1 < d ≤ 2 mm S42 < d ≤ 4 mm S5d > 4 mmBlisters smaller than 0,05 mm (hair diameter) shall not be evaluated as blisters if they disappear within 24 h, stored at 23 ± 2°C and 50 ± 5% RH, after completion of the accelerated test.Blåsor som är mindre än 0,05 mm (hårdiameter) skall inte bedömas som blåsor om de försvinner inom 24 h, vid förvaring i 23 ± 2°C och 50 ± 5 % RF, efter avslutad accelererad provning.4 Test report4 RapportThe test report shall include: a) Identification of the test object. b) Testing as per VCS 1027,0519.c) The numerical rating of the density and size ofblistering. I provrapporten anges: a) Identifiering av provobjektet. b) Provning enligt VCS 1027,0519. c) Blåsornas täthetsklass och storleksklass.。
VOLVO汽车线束制造标准(中文翻译版)《VCC电线束制造标准》(Rev 19)目录1 概述.2. 零部件要求2.1 零部件要求2.1.1 护套(胶套)2.1.2 连接器与密封件2.1.3 线缆端子2.1.4 光学元件2.1.5 电缆线2.1.5.1 通用线缆规格2.1.5.2 制图代码设置2.1.6 线缆基本颜色代码2.1.7 线缆上的临时颜色代码3. 关于制造的要求3.1 将线缆端子安装到线缆上3.1.1 线缆端子的压接3.1.2 线缆端子的焊接3.2 电线端子在连接器中的位置3.3 将电缆端子安装到连接器中3.4 电线端子的绝缘3.4.1 普通端子主干的绝缘3.4.2 防水(WP)环端主干的绝缘3.5 电线端子的绝缘3.6 橡胶件的安装3.7 电线的绞合3.7.1 一般绞线要求3.7.2 常规绞线3.7.3 短距离绞线3.8 电线的布线3.8.1 线缆支架中的线缆布线3.8.2 电气保险盒中的电缆布线3.8.3 定位夹的旋转方向3.9 布线和最大光纤衰减3.10 非屏蔽连接器中使用的屏蔽多芯电缆4. 电子线缆的包裹4.1 包裹到连接器的自由电缆长度4.2 用软管包裹4.3 用开口软管包裹4.4 用拉链软管包裹4.5 用热缩管包裹4.6 用波纹塑料管包裹4.7 用开口的波纹塑料管包裹4.8 用非金属编织线缆套管包裹4.9 用非金属缝合线缆套管包裹,开口并重叠4.10 用粘性PET袖套包裹,开口并重叠4.11 用泡沫管包裹4.12 用PVC片包裹4.13 用PVC胶带包裹4.13.1 胶带缠绕两圈(点缠)4.13.2 胶带松散缠绕(间距缠,花缠)4.13.3 紧密缠绕胶带(全缠,密缠)4.13.4 交叉缠绕胶带(交叉缠)4.14 用其他材料的胶带包裹4.14.1 其他材料的胶带缠绕两次(点缠)4.14.2 4.14.2 其他材料的胶带松散缠绕4.14.3 其他材料的胶带紧密胶带4.14.4 其他材料的胶带交叉缠绕4.14.5 用粘性面对面的其他材料胶带对折4.15 用泡沫胶带包裹4.15.1 粘性面对面折叠4.15.2 纵向缠绕,重叠4.16 用线缆扎带包裹4.17 用线缆扎带或胶带缠绕两圈包裹4.18 用铝覆反射热保护包裹4.19 同一点上的几个符号5. 线束标记5.1 零件编号标记5.2 原标识的国家5.3 标识的性能5.4 用记号笔标记5.5 位置标记5.6 功能标记6. 铰接 6.1 非密封电线铰接点,NWP6.2 密封的电线铰接点,WP6.3 有关铰接点位置的一般要求6.3.1 无尺寸要求的铰接点位置6.3.2 线缆通道外的铰接点位置要求6.3.3 在其他塑料外壳,保险盒或类似物品内铰接点位置的要求6.3.4 靠近胶套的铰接点位置的要求7.屏蔽标记的末端与性能7.1 7.1 屏幕层的末端,未密封,NWP7.2 7.2 屏蔽层末端,密封的,WP8.粘接9.尺寸的定义9.1 概念9.2 主干和分支的定义9.3 分支点9.4 分支长度9.5 原始文件的连接器视图(2D图纸或3D模型)10.长度公差11.原始文件上的表格规范(2D图纸或3D模型)12.结果等级13.公差要求14.端子选择15. 参考原始文档(2D图纸或3D模型)1.概述除非在原始文档,2D工程图或3D模型中另有说明,否则本技术法规中规定的所有要求均适用。
Printedcopiesareuncontrolled.Printdate:2015-12-15 印本不受控制。
印刷日期:2015年12月15日测试方法2装置和测试对象-Testequipmentofhigh-pressuretype,brand-NIFAB,modelHTT-1,orequivalenttestequipmentTESTMETHODAdhesion,watersprayingunder 粘附性,高压喷水high-pressurePaintsandenamels 涂料和搪瓷Orientation 简介Thisissuediffersfromissue1inthatanalternativeforwhen scribingshallbemadehasbeenincluded.Furthermore,themanufactureofthespraynozzlehasbee nspecified,andthematerialforcalibrationhasbeenchang ed.Handlingaftermoistureexposurehasbeenclarified.1 Scopeandfieldofapplication本版本与第1版的区别在于包含了划线的替代方法。
此外,已经规定了喷嘴的制造程序,已经更改了校准的材料。
已经澄清了暴露于潮湿环境后的处理程序。
1应用范围和领域Thistestmethodisusedforassessingtheadhesionbetwe enpaintfilmsandbetweenpaintfilmandsubstraterespecti vely.Themethodisintendedtosimulatethestrainandload thatthepaintfilmsaresubjectedtoduringhigh-pressurecl eaning.本测试方法用于评估漆膜之间以及漆膜和基材之间的粘附性。
Established Date: Issue: Page: 2014-04 3 1(10)The English language version is the original and the reference in case of dispute. Den engelskspråkiga versionen är originalversion och ska åberopas i händelse av tvist.COMPUTER-AIDED DESIGN DATORSTÖDD KONSTRUKTIONDigital Shape Model basis – DSM basis Numerisk formmodell bas – DSM-basOrientation OrienteringThis issue differs from issue 2 in that the content of the standard has been expanded to also cover the case with an annotated geometry model (3D). Denna utgåva skiljer sig från utgåva 2 genom att standarens innehåll har utökats till att också omfatta fallet med en annoterad geometrimodell (3D).1 Scope and field of application 1 Omfattning och tillämpningThis standard establishes the rules that apply when using a digital shape model for the description of nominal geometry. Standarden lägger fast vad som gäller när en numerisk formmodell används för att beskriva nominell geometri.Rules for how CATIA V5 models shall be made are given in standard VCS 5027,1. Regler för hur CATIA V5-modeller ska vara utformade finns i standard VCS 5027,1.The rules in VCS 5023,059 “General require-ments for the execution of drawings” apply to DSM basis. Reglerna i VCS 5023,059 ”Allmänna krav på ritningars utförande” gäller för DSM-bas.2 Definitions 2 DefinitionerDigital shape model (DSM) Numerisk formmodell (DSM)A geometric representation of a part using mathematical formulas to describe form features and topology, stored in a reference position. En geometrisk representation av en artikel vilken använder matematiska formler för att beskriva formegenskaper och topologi och som lagrats i ett referensläge.The concept ”DSM basis” shall be used as a term when the digital shape model is included in the product-defining basic material. Begreppet ”DSM-bas” används som term när den numeriska formmodellen ingår i det produktdefinierande underlaget.3 Rules 3 ReglerWhen dimensions are indicated on the drawing or displayed on a model, these dimensions apply. Då mått angetts på ritningen eller visas utskrivna i modellen gäller dessa mått.Dimensions that are indicated on the drawing or displayed on a model shall be in conformance with the DSM but shall be rounded to the number of decimal places required for the function. Mått som angetts på ritning eller visats utskrivna i modellen ska överensstämma med DSM men avrundas till lämpligt antal decimaler efter vad som krävs för funktionen.3 2(10)When dimensions are omitted on the drawing or not displayed on a model, the DSM basis applies. These dimensions shall be obtained by analyzing the model.När mått saknas på ritning eller inte visautskrivna i modellen gäller DSM-bas. Dessa mått ska då erhållas genom analys av modellen. Note - Dimensions intended as information only shall be given within brackets in accordance with the ordinary drawing rules.Anm: Mått som enbart är för information ges inom parantes enligt ordinarie ritregler.4 Drawing and digital shape model (DSM) in combination4 Ritning och numerisk formmodell (DSM) i kombinationIn order to provide a complete definition of a part, a drawing and a digital shape model (DSM) are often used in combination För att ge en komplett definition av en artikelanvänds ofta en kombination av en ritning och en digital model (DSM).The part may be represented on a drawing using one ore more orthographic or axonometric views and sections. Figure 1 shows a digital shapemodel without any annotation. A drawing shall be used along with it to provide geometrical and other requirements.En artikel kan beskrivas på en ritning med en eller flera ortografiska eller axonometriska vyer och snitt. Figur 1 visar en digital formmodell utan några annoteringar. En ritning ska då användas tillsammans med den för att ge geometriska och andra krav.Fig. 1 Digital Shape Model (DSM) – Numerisk formmodell (DSM)Figure 2 gives an example of an orthographic drawing depicting the modelled part. The drawing shall contain a note stating that the digital model (DSM) is basis for dimensions not stated on the drawing.I figure 2 visas ett exempel på ortografisk ritning som återger den modellerade artikeln. Ritningen ska då innehålla en not som säger att dendigitala modellen (DSM) är bas för mått som ej anges på ritningen.3 3(10)Fig. 2 Orthograhic drawing to be used along with the DSM / Ortografisk ritning som ska användas tillsammans med DSM5 Annotated geometry model (3D)5 Annoterad geometrimodell (3D)The annotaded geometry model shall provide complete product definition, for example, a digital model (DSM), its annotation and all related documentation.Den annoterade geometrimodellen skainnehålla en komplett definition av artikeln, t.ex. en digital modell (DSM), dess annoteringar och all relaterad dokumentation.When all indications of dimensions, tolerances and surface texture are done directly in 3D, the rules how to indicate are mainly the same as in 2D but, for some special cases, the rules have been slightly modified for indication in 3D.När all angivning av mått, toleranser, ytstruktur görs direkt i 3D är angivningsreglerna i stort desamma som för 2D men för vissa speciella fall så har reglerna modifierats något för angivning 3D.In this standard, the cases where the indication rules have been modified or clarified are shown. I denna standard visas de fall där reglerna har modifierats eller förtydligats för att fungera i 3D. For some cases, also the indication rules for 2D give several ways to indicate the same thing where one of those is especially suitable for indication in 3D. This standard also shows a few such cases. I vissa fall ger också angivningsreglerna för 2D flera alternativ för att markera samma sak varav något av dessa är speciellt lämpligt förangivning i 3D. I denna standard visas också några sådana fall.A general rule for specification of requirements in 3D is that a single extension line from a surface shall not be used fo indication.En generell regel vid kravsättning i 3D är att en ensam förlängningslinje från en yta inte ska användas att markera mot.3 4(10)5.1 Lines in a specific direction5.1 Linjer i bestämd riktningWhen tolerancing lines on a surface, the rule in 2D is that the direction of the lines is parallel to the projection plane in that view where the tolerance is given. However, this rule does not work in 3D. Vid toleranssättning av linjer på en yta är regeln i 2D att riktningen på linjerna är parallella med projektionsplanet i den vy där kravet visas. Denna regel fungerar inte vid angivning i 3D. At indication in 3D, the direction of the lines can be given with a line as shown in figure 3. This way to indicate is equivalent to the rule from the projection plane in 2D.Vid angivning i 3D kan riktningen visas med en linje såsom visas i figur 3. Detta angivningssätt är likvärdigt med regeln via projektionsplanet i 2D.Fig. 3In ISO 1101:2012, a possibility to indicate thedirection of the tolerance lines by the use of a new symbol placed after the tolerance frame was also introduced. See example in figure 4.I ISO 1101:2012 infördes också en möjlighet att ange de toleranssatta linjernas riktning genom att använda en ny symbol som placeras efter toleransrektangeln. Se exempel i figur 4. The indication in figure 4 is a little moreunambiguous than the indication with a line since a specific surface is used as a basis when determining the direction of the lines.Angivningen i figur 4 är ju något tydligare än sättet att markera en linje eftersom man med den nya symbolen utgår från en bestämd yta när riktningen på linjerna bestäms.3 5(10)The meaning of the example in figure 4 is that the tolerance applies to all lines on the surface that are perpendicular to datum B. Exemplet i figur 4 ger betydelsen att toleransen gäller alla linjer på ytan som är vinkelräta mot referens B.Fig. 45.2 Indication of a geometricaltolerance to the axis of a diameter5.2 Angivning av form- ochlägetolerans för centrumlinjen av en diameterTo indicate in 2D that a geometrical tolerance shall apply to the axis, the annotation used has since long been that the line from the tolerance frame shall be against the diameter dimension as shown in figure 5.Då en form- och lägetolerans ska gälla för centrumlinjen har angivningssättet i 2D sedan lång tid tillbaka varit att man markerar mot diametermåttet såsom visas i figur 5.Indication in accordance with figure 5 is however not so practical in 3D where you wish, as far as possible, to avoid the use of extension lines for dimensioning.Angivningsättet enligt figur 5 är dock opraktiskt i 3D då man så långt som möjligt vill undvika utdragna måttgränslinjer.3 6(10)Therefore, a new possibility to indicate that ageometrical tolerance applies to the axis has been added in the new versions of the tolerancingstandards. This is done by indicating the symbol A (the letter A within a circle) after the tolerance value; then it is possible to indicate against thesurface, see figure 6. The letter A stands for “Axis”. I toleransstandarderna har därför nu också införts möjligheten att ange att form- ochlägetoleransen gäller för centrumlinje genom att markera med symbolen A (bokstaven A i en cirkel) efter toleransvärdet och då kan manpeka mot ytan, se figur 6. Bokstaven A kommer från engelska ordet ”Axis”.Fig. 5Fig. 6The indication in 3D can than be as shown infigure 7. The straightness tolerance then applies to the axis of the smaller diameter.I 3D kan då angivningen göras såsom visas i figur 7 där rakhetstoleransen då gäller för centrumlinjen för den mindre diametern.Fig. 75.3 Indication of a datum to be the axisof a diameter5.3 Angivning av referens somcentrumlinje för en diameterWhen a datum shall be the axis of a diameter, the way to indicate has since long been that thesymbol for the datum shall be placed against the diameter dimension as shown with datum A in figure 8.Då en referens ska vara centrumlinjen för en diameter har angivningssättet sedan lång tid varit att man markerar symbolen för referens som en förlängning av diametermåttet såsom visas med referens A i figur 8.3 7(10)The way to indicate datum A in accordance with figure 8 is, however, not so practical in 3D when you wish, as far as possible, to avoid the use of extension lines for dimensioning.Angivningsättet med referens A är dockopraktiskt i 3D då man så långt som möjligt vill undvika utdragna måttgränslinjerTherefore, a new possibility to indicate that a datum is the axis by placing the symbol for the datum directly underneath a diameter dimension, as shown with datum B in figure 8, has been introduced in the new versions of the tolerancing standards. The meaning is then that the datum is the axis of that diameter.I toleransstandarderna har därför nu också infört möjligheten att ange referenssymbolen direkt under ett diametermått såsom visas med referens B i figur 8. Betydelsen är då attreferensen är centrumlinjen av den diametern.Fig. 85.4 Median plan as toleranced featureor as a datum5.4 Mittplan som toleransbestämtelement eller som referensWhen a median plane of a width shall be the toleranced feature or a datum, it is howevernecessary to use extension lines for dimensioning. See figure 9.Då ett mittplan ska vara toleransbestämtelement eller utgöra referens måste man dock använda utdragna måttgränslinjer. Se figur 9.Fig. 93 8(10)5.5 Examples of indications5.5 AngivningsexempelFigures 10 and 11 contain examples of indication where applications of the above-mentioned rules can be found.I figurerna 10 och 11 visas angivningsexempel där man kan se tillämpningar av ovanstående regler.Fig. 10Fig. 113 9(10)5.6 Indication of surface texture5.6 Angivning av ytstrukturWhen requirements on surface texture areindicated in 3D, the indication rules are mainly the same as in 2D. However, the symbol for surface texture shall not be placed against a single extension line from a surface.Vid angivning av ytstrukturkrav i 3D ärangivningsreglerna i stort samma som i 2D. Symbolen för ytstruktur ska dock inte anges mot en ensam förlängningslinje från en yta. The rule in 2D to indicate that the direction of the surface lay is parallel or perpendicular to theprojection plane in that view where the requirement is given does not work in 3D.Regeln som finns i 2D för att ange att riktningen på bearbetningsspåren ska vara parallell eller vinkelrät mot projektionsplanet i den vy där kravet visas fungerar dock inte i 3D.When this shall be indicated in 3D, a line element can be added to correspond to the projection plane in 2D. In figure 12, there is an example of this with the meaning that the direction of the surface lay shall be perpendicular to the shown line element.I 3D kan man för detta ange ett linjeelement som kan sägas motsvara projektionsplanet i 2D. Ett exempel visas i figur 12 där betydelsen då är att riktningen på bearbetningsspåren ska vara vinkelrät mot det visade linjeelementet.Fig. 123 10(10)5.7 Other indications in 3D5.7 Andra angivningar i 3DWhen it comes to other types of indications in 3D, e.g. different requirements for joining, the ordinary rules for indications in 3D apply. Figure 13 shows an example of indication of spot welds.När det gäller andra typer av angivningar, t.ex. olika krav på fogning, så följer man de ordinarie reglerna för visning 3D. I figur 13 visas ett exempel på angivning av punktsvetsar.Fig. 136 Reference to this standard6 Hänvisning till denna standardReference to this standard shall be done with the following note:Hänvisning till denna standard ska göras med följande not:DIGITAL SHAPE MODEL IS BASIS WHERE DIMENSIONS ARE OMITTED VCS 5027,39When a drawing shall be used in a combination with a digital shape model (DSM), the text note shall be indicated on the drawing.När en ritning används i kombination med den digitala modellen (DSM) ska textnoten anges på ritningen.When only an annotated geometry model (DSM) is used, the text note shall be indicated in this model. När endast annoterad geometrimodell (DSM) används ska textnoten anges i denna modell.。
沃尔沃公司标准STD 7611, 131 部门/签发人:6857 Anders Backman 第7 版制定日期1998-10 JB 页码1(30)制造规范电缆绝缘特性要求和试验编制原因目前还没有与本标准等同的国际标准或国家标准。
本版本和第 6 版的区别如下:- 删除了第 3.1 节的注释“供应商不能使用再生材料制造绝缘材料”。
- 第 3.2.1.1 节“截面积为0.35 平方毫米或0.5 平方毫米的50 米电缆颜色为红、蓝或白色”已经更改为“截面积为0.35 平方毫米和0.5 平方毫米的50 米电缆颜色为红、蓝或白色”。
- 第 3.2.1.1 节“每种截面规格的 1 米电缆”已经更改为“每种截面规格的10 米电缆”。
- 更改了第 5.1.1.3 节中AB Bandindustri 公司的电话和传真号码。
- 第6 节规定了强迫式通风。
- 增加了图2。
- 删除了第7.1.3 节中的绝缘层颜色表。
- 修订了第7.2.1 的要求。
- 全面修订了短路试验。
- 修订了表5。
- 删除了第7.5.6 节中的注释“本试验仅适用于截面积大于等于6 平方毫米的电缆”。
- 删除了第7.5.6.2 节0.45 毫米直径备用磨损针。
- 更换了TVAB 电话和传真号码。
- 明确指出了表6 规定的循环次数适用于每个单项试验。
- 循环次数适用于特定截面规格电缆的所有温度等级。
- 修订了表7。
- 增加了水解试验。
- 增加了环境要求。
MANUFACTURING SPECIFICATIONSElectric cablesInsulatedProperty requirements and testingOrientationThere is no international or national equivalent to this standard.This issue differs from issue 6 in that:- The note “T he supplier must not produce the insulation from regenerated material” in section 3.1 has been deleted- In section 3.2.1.1 the text “50 m cable of cross-section area 0,35 mm2 or 0,5 mm2, colours red, blue or white” has been changed to “50 m cable of cross-sectional area 0,35 mm2and 0,5 mm2, colours red, blue or white”- In section 3.2.1.1 the text “1 m cable of each cross-section area” has been changed to “10 m of each cross-sectional area”- In section 5.1.1.3 AB Bandindustri‟s telephone and fax numbers have been changed- Forced ventilation has been defined in section 6- Figure 2 has been added- In section 7.1.3 the table of colours of insulation has been deleted- In section 7.2.1 the requirement has been revised- The short-circuit test has been totally revised,- Table 5 has been revised,- The note “This test is only applicable to cables with cross-section areas up to and including 6 mm2” in section 7.5.6 has been deleted- In section 7.5.6.2 the alternative abrasion needle of a diameter of 0,45 mm has been deleted- TVAB‟s telephone and fax numbers have been changed- It has been made clear that the number of cycles specified in table 6 apply to every single test- The number of cycles applies to all temperature classes for a specific cross-sectional area- Table 7 has been revised- Hydrolysis test has been added- Environmental requirements have been added.目录1. 适用范围和领域2. 定义3. 通则3.1 供应商责任3.2 批准条件3.3 试验条件4. 发货条件4.1 包装标志4.2 存储5. 标志5.1 颜色编码5.2 双涂色绝缘电缆6 使用范围7 要求7.1 性能特点7.1.1 导线特性7.1.2 与密封系统的兼容性7.1.3 电缆颜色7.2 规格7.2.1 绞线直径7.2.2 电缆外径7.2.3 绝缘厚度7.3 机械特性7.3.1 剥离特性7.4 电气特性7.4.1 击穿电压7.4.2 导线电阻7.4.2 短路试验7.5 物理特性7.5.1 柔软性(截面积大于等于3 平方毫米电缆)7.5.2 低温柔软性(截面积大于等于10 平方毫米的电缆)7.5.3 低温碰撞试验截面积大于10 平方毫米的电缆7.5.4 人为老化7.5.5 高温压痕试验7.5.6 耐磨性7.5.7 耐化学性7.5.8 燃烧条件下的性能7.5.9 水解试验7.6 环境要求8 接收和确认步骤试验规范产中试验9 允许缺陷产中耐压试验10 其他要求Contents1. Scope and field of application2. Definitions3. GeneralSupplier's responsibilityApproval conditionsTest conditions4. Delivery conditionsM arking of packagesS torage5. MarkingColor codingsElectric cables with two-colored insulation6. Range of use7. Requirements7.1 Property characteristics7.1.1 Conductor characteristics7.1.2 Compatibility with sealing systems7.1.3 Cable colors7.2 Dimensions7.2.1 Strand diameter7.2.2 Cable outside diameter7.2.3 Insulation thickness7.3 Mechanical properties7.3.1 Stripping properties7.4 Electrical properties7.4.1 Breakdown voltage7.4.2 Electrical resistance of conductors7.4.3 Short-circuit test7.5 Physical properties7.5.1 Flexibility (electric cables £ 3 mm27.5.2 Flexibility at low temperature(electric cables £ 10 mm2)7.5.3 Impact test at low temperature (electric cables > 10 mm2)7.5.4 Artificial ageing7.5.5 Indentation test at high temperature7.5.6 Abrasion resistance7.5.7 Chemical resistance7.5.8 Properties under fire conditions7.5.9 Hydrolysis test7.6 Environmental requirements8. Acceptance and validation procedureTest specificationsIn-production test9. Permissible defectsIn-production voltage test10. Other requirements1 适用范围和领域本标准规定了低张力绝缘电缆的性能要求和试验方法,以便确保电缆工作正常。
涂料检测国标涂料及其产品序号标准号标准名称1 GB/T1720-1979(1989) 漆膜附着力测定法2 GB/T1721-2008 清漆、清油及稀释剂外观和透明度测定法3 GB/T1722-1992 清漆、清油及稀释剂颜色测定法4 GB/T1723-1993 涂料粘度测定法5 GB/T1724-1979(1989) 涂料细度测定法6 GB/T1725-2007 色漆、清漆和塑料不挥发物含量的测定7 GB/T1726-1979(1989) 涂料遮盖力测定法8 GB/T1727-1992 漆膜一般制备法9 GB/T1728-1979(1989) 漆膜、腻子膜干燥时间测定法10 GB/T1730-2007 色漆和清漆摆杆阻尼试验11 GB/T1731-1993 漆膜柔韧性测定法12 GB/T1732-1993 漆膜耐冲击测定法13 GB/T1733-1993 漆膜耐水性测定法14 GB/T1735-1979(1989) 漆膜耐热性测定法15 GB/T1740-2007 漆膜耐湿热测定法16 GB/T1741-2007 漆膜耐霉菌测定法17 GB/T1747.2-2008 色漆和清漆颜料含量的测定第2部分:灰化法18 GB/T1748-1979(1989) 腻子膜柔韧性测定法19 GB/T1749-1979(1989) 厚漆、腻子稠度测定法20 GB/T1762-1980(1989) 漆膜回粘性测定法21 GB/T1765-1979(1989) 测定耐湿热、耐盐雾、耐候性(人工加速)的漆膜制备法22 GB/T1766-2008 色漆和清漆?涂层老化的评级方法23 GB/T1768-2006 漆膜耐磨性测定法24 GB/T1770-2008 涂膜、腻子膜打磨性测定法??25 GB/T1771-2007 色漆和清漆?耐中性盐雾性能的测定26 GB/T1865-1997 色漆和清漆人工气候老化和人工辐射暴露(滤过的氙弧辐射)27 GB/T3181-2008 漆膜颜色标准28 GB/T3186-2006 涂料产品的取样29 GB/T4893.3-2005 家具表面漆膜耐干热测定法30 GB/T4957-2003 非磁性金属基体上非导电覆盖层厚度测量涡流方法31 GB/T5208-2008 闪点的测定快速平衡闭杯法32 GB/T5209-1985 色漆和清漆耐水性的测定法?浸水法33 GB/T5210-2006 涂层附着力的测定法拉开法34 GB/T6739-2006 涂膜硬度铅笔测定法35 GB/T6040-2002 红外光谱分析方法通则36 GB/T6041-2002 质谱分析分析方法通则37 GB/T6461-2002 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级38 GB/T6742-2007 色漆和清漆弯曲试验(圆柱轴)39 GB/T6743-2008 塑料用聚酯树脂、色漆和清漆用漆基部分酸值和总酸值的测定40 GB/T6744-2008 色漆和清漆用漆基皂化值的测定滴定法41 GB/T6749-1997 漆膜颜色表示方法42 GB/T6750-2007 色漆和清漆?密度的测定比重瓶法43 GB/T6753.1-2007 色漆、清漆和印刷油墨研磨细度的测定44 GB/T6753.2-1986 涂料表面干燥试验小玻璃球法45 GB/T6753.3-1986 涂料贮存稳定性试验方法46 GB/T6753.4-1998 涂料流出时间的测定??ISO流量杯法47 GB/T6753.6-1986 涂料产品的大面积刷涂试验48 GB/T9264-1988 色漆流挂性的测定49 GB/T9265-1988 建筑涂料涂层耐碱性的测定50 GB/T9266-1988 建筑涂料涂层耐洗刷性的测定51 GB/T9267-2008 涂料用乳液和涂料、塑料用聚合物分散体白点温度和最低成膜温度的测定52 GB/T9268-2008 乳胶漆耐冻融性的测定53 GB/T9269-1988 建筑涂料粘度的测定斯托默粘度计法54 GB/T9271-2008 色漆和清漆?标准试板55 GB/T9272-2007 色漆和清漆通过测量干涂层密度测定涂料的不挥发物体积分数56 GB/T9273-1988 漆膜无印痕试验57 GB/T9274-1988 色漆和清漆耐液体介质的测定58 GB/T9275-2008 色漆和清漆巴克霍尔兹压痕试验59 GB/T9276-1996 涂层自然气候曝露试验方法60 GB/T9278-2008 涂料试样状态调节和试验的温湿度61 GB/T9279-2007 色漆和清漆?划痕试验62 GB/T9281.1-2008 透明液体加氏颜色等级评定颜色第1部分:目视法63 GB/T9282.1-2008 透明液体以铂-钴等级评定颜色第1部分:目视法64 GB/T9283-2008 涂料用溶剂馏程的测定65 GB/T9284-1988 色漆和清漆用漆基?软化点的测定?环球法66 GB/T9286-1998 色漆和清漆漆膜的划格试验67 GB/T9754-2007 色漆和清漆不含金属颜料的色漆漆膜之20°、60°和85°镜面光泽的测定68 GB/T9758.1-7-1988 色漆和清漆“可溶性”金属含量的测定69 GB/T9722-2006 化学试剂气相色谱法通则70 GB/T9750-1998 涂料产品包装标志71 GB/T9751.1-2008 色漆和清漆用旋转黏度计测定黏度第1部分:以高剪切速率操作的锥板黏度计72 GB/T9753-2007 色漆和清漆?杯突试验73 GB/T9760-1988 色漆和清漆?液体或粉末状色漆中酸萃取物的制备74 GB/T9761-2008 色漆和清漆色漆的目视比色75 GB/T9780-2005 建筑涂料涂层耐沾污性试验方法76 GB/T10125-1997 人造气氛腐蚀试验77 GB/T10834-2008 船舶漆耐盐水性的测定?盐水和热盐水浸泡法78 GB/T11175-2002 合成树脂乳液试验方法79 GB/T11185-1989 漆膜弯曲试验(锥形轴)80 GB/T11186.1-1989 涂膜颜色的测量方法第一部分?原理81 GB/T11186.2-1989 涂膜颜色的测量方法第二部分?颜色测量82 GB/T11186.3-1989 涂膜颜色的测量方法第三部分?色差计算83 GB/T12008.3-1989 聚醚多元醇中羟值测定方法84 GB/T12008.5-1989 聚醚多元醇中酸值测定方法85 GB/T13448-2006 彩色涂层钢板及钢带试验方法86 GB/T13452.1-1992 色漆和清漆总铅含量测定法-火焰原子吸收光谱法87 GB/T13452.2-2008 色漆和清漆漆膜厚度的测定88 GB/T13452.3-1992 色漆和清漆遮盖力的测定一部分:适于白色和浅色漆的Kubelka-Munk法89 GB/T13452.4-2008 色漆和清漆钢铁表面上涂膜的耐丝状腐蚀试验90 GB/T13491-1992 涂料产品包装通则91 GB/T13893-2008 色漆和清漆耐湿性的测定连续冷凝法92 GB/T14522-2008 机械工业产品用塑料、涂料、橡胶材料人工气候加速试验方法93 GB/T16259-2008 建筑材料人工气候加速老化试验方法??94 GB/T16777-2008 建筑防水涂料试验方法95 GB/T16906-1997 石油罐导静电涂料电阻率测定法96 GB/T18244-2000 建筑防水材料老化试验方法97 GB/T18446-2001 气相色谱法测定氨基甲酸酯预聚物和涂料溶液中未反应的甲苯二异氰酸酯(TDI)单体98 GB/T20624.1-2006 色漆和清漆快速变形(耐冲击性)试验第1部分:落锤试验(大面积冲头)99 GB/T20624.2-2006 色漆和清漆快速变形(耐冲击性)试验第2部分:落锤试验(小面积冲头)100 GB/T21782.7-2008 粉末涂料第7部分:烘烤时质量损失的测定法101 HG/T2409-1992 聚氨酯预聚体中异氰酸酯基含量的测定102 HG/T2458-1993 涂料产品检验、运输和贮存通则103 HG/T2881-1997 脱漆剂脱漆效率测定法104 HG/T2882-1997 催干剂的催干性能测定法105 HG/T2997-1979(1997) 蒙布涂漆后重量增加测定法106 HG/T2998-1979(1997) 涂布漆涂刷性测定法107 HG/T3000-1979(1997) 蒙布涂漆后抗张强度增加测定法108 HG/T3330-1980(1985) 绝缘漆漆膜击穿强度测定法109 HG/T3331-1978 绝缘漆漆膜体积电阻系数和表面电阻系数测定法110 HG/T3335-1977(1985) 电泳漆电导率测定法111 HG/T3343-1985 漆膜耐油性测定法112 HG/T3344-1985 漆膜吸水率测定法113 HG/T3855-2006 绝缘漆漆膜制备法114 HG/T3856-2006 绝缘漆漆膜吸水率测定法115 HG/T3857-2006 绝缘漆漆膜耐油性测定法116 HG/T3858-2006 稀释剂、防潮剂水分测定法117 HG/T3859-2006 稀释剂、防潮剂白化性测定法118 HG/T3860-2006 稀释剂、防潮剂挥发性测定法119 HG/T3861-2006 稀释剂、防潮剂胶凝数测定法120 JG/T23-2001 建筑涂料涂层试板的制备121 JG/T25-1999 建筑涂料涂层耐冻融循环性测定法122 ASTMB117-2007a 盐雾喷射器操作规程123 ASTMB368-1997(2003)e1 铜-加速醋酸盐水喷雾试验(CASS试验)的试验方法124 ASTMD522-1993a(2008) 附着有机涂层芯棒弯曲试验方法125 ASTMD523-2008?? 镜面光泽试验方法??126 ASTMD562-2001(2005) 用斯托默粘度计测定油漆粘度127 ASTMD610-2008 评定涂漆钢表面锈蚀程度的试验方法128 ASTMD714-2002el 评价涂料起泡程序的试验方法129 ASTMD1005-1995(2007) 有机涂层干膜厚度的测定130 ASTMD1186-2001 于磁性底材上的非磁性有机涂层干膜厚度的测定131 ASTMD1209-2005 透明液体的颜色(铂钴法) 132 ASTMD1210-2005 颜料-漆料体系的分散细度133 ASTMD1308-2002(2007) 日用化学品对清漆和着色有机面漆的影响134 ASTMD1400-2000 在非磁性金属底材上的色漆、清漆、喷漆及有关产品的非金属涂层干膜厚度的测定135 ASTMD1475-1998(2008) 液态涂料、墨水和相关产品密度的试验方法136 ASTMD1654-2008 评定腐蚀环境中涂漆或涂层试样的试验方法137 ASTMD1735-2004 涂层水雾试验138 ASTMD2243-1995(2008) 水溶性涂料抗冻融性试验方法139 ASTMD2244-2007 不透明材料色差的仪器评定140 ASTMD2247-2002 在100%相对湿度下涂漆的金属试验样板141 ASTMD2369-2007 涂料的挥发份142 ASTMD2454-2008 烘烤过度对有机涂层影响的测定规程143 ASTMD2486-2006 墙面涂料耐洗涤性的试验方法144 ASTMD2832-1992(2005) 油漆和油漆材料不挥发分的测定推荐作法标准145 ASTMD2794-1993(2004) 有机涂层抗快速变形(冲击)的试验146 ASTMD3170-2003(2007) 涂层抗碎落性147 ASTMD3278-1996(2004)e1 闭口杯法测定液体的闪点148 ASTMD3335-1985a(2005) 用原子吸收光谱仪测定色漆中微量铅、镉和钴149 ASTMD3363-2005 用铅笔试验测定漆膜硬度150 ASTMD3792-2005 气相色谱法测水稀释性涂料含水量151 ASTMD4060-2007 用Taberr磨耗仪测定有机涂层耐磨性的标准试验方法152 ASTMD4145-1983(2002) 薄片弯曲试验(T弯)153 ASTMD4212-1999(2005) 用浸入式粘度杯测定粘度154 ASTMD4213-1996(2003) 测定室内用涂料耐湿磨性试验方法155 ASTMD4213-2008 用磨耗减量法测定涂料耐擦洗性的试验方法156 ASTMD4287-2000(2005) 用锥板粘度计测定高剪切粘度157 ASTMD4541-2002 使用便携式附着性测试仪测定涂敷层扯离强度的试验方法? 158 ASTMD4587-2005 油漆及相关涂料的荧光紫外(UV)-冷凝曝露的试验方法159 ASTMD4747-2002(2008) 用气液色谱法测定胶乳中未反应单体含量的试验方法??160 ASTMD4752-2003 耐溶剂MEK擦拭161ASTMD4827-2003 细柱色谱法测定(苯丙)乳液中残留单体的含量162163 ASTMD5402-2006 有机涂层耐溶剂擦拭的评定164 ASTME376-2006 用磁场法或涡流法(电场法)测定涂层厚度165 ASTMG154-2006 非金属材料UV曝露试验用的光曝露设备(荧光型)的操作方法166 ASTMG155-2005a 非金属材料曝晒用有水和无水光曝晒设备(氙弧型)的操作167 BSEN1670-2007 建筑五金.腐蚀抗性.要求和试验方法168 DINENISO2813:1999 色漆和清漆-不含金属颜料的色漆漆膜之20°、60°、85°镜面光泽的测定169 DINENISO2409-2007 涂料和清漆划格试验170 DINENISO20567-1-2007 色漆和清漆-涂层耐石击性试验171 GM4298P-1997 盐雾试验172 GM4465P-1995 水雾湿度测试173 GM9133P-1999 耐水斑、涂层破坏、盐迹及褪色174 GM9141P-2003 乙烯树脂材料和皮革的兼容性175 GM9500P-1988 汽油加注区域的汽油积聚试验176 GM9501P-1997 油漆部件的汽油沉浸试验177 GM9505P-2005 汽车环境循环测试178 GM9506P-1988 测定涂层粘附性及脆性的试验179 GM9507P-1988 上漆零件的指甲硬度测试180 GM9509P-1995 确定油漆金属或塑料基底固化的溶剂摩擦方法181 GM9511P-1998 裂隙斑蚀回向蠕变试验182 GM9518P-1988 柔性涂层塑料零件的涂层厚度的测定183 GM9502P-1988 喷涂弹性塑料基底的小刀划格粘附性试验程序184 GM9503P-1998 通过一根心轴对上漆塑料和密封胶进行脆性测试185 GM9900P-2002 汽车零件在正常的客户使用条件下对清洁剂/溶剂的耐久性186 GME00202-2007 S-CAR刮杆/刮片表面喷涂要求(补充)187 GME60292-2000 用人造光测定色牢度的试验方法188 GME60403-1979 燃油烟灰测有机涂层的抗色变189 GMW14700-2007 涂层耐石击性190 GMW14829-2006 油漆面漆胶带附着力试验191 GMW15282-2006 腐蚀回向蠕变试验192 ISO1520-2006 色漆和清漆杯突试验193 ISO2409:2007 涂料和清漆划格试验194 ISO4624-2002 油漆和清漆粘附力的拖拉测试195 ISO4628-1:2003 色漆和清漆漆膜降解的评定缺陷程度,量值和大小及外观均匀变化程度的规定第1部分:一般原则和标识体系196 ISO4628-2:2003 色漆和清漆漆膜降解的评定缺陷程度,量值和大小及外观均匀变化程度的规定第2部分:起泡等级的规定197 ISO4628-3:2003 色漆和清漆漆膜降解的评定缺陷程度,量值和大小及外观均匀变化程度的规定第3部分:生锈等级的规定198 ISO4628-8:2005 色漆和清漆漆膜降解的评定缺陷程度,量值和大小及外观均匀变化程度的规定第8部分:刻线剥离和腐蚀的评定199 ISO4628-10:2003 色漆和清漆漆膜降解的评定缺陷程度,量值和大小及外观均匀变化程度的规定第10部分:线状腐蚀等级的评定200 ISO6270-1:1998 色漆和清漆耐湿性的测定第1部分:连续冷凝作用201 ISO6270-2:2005 色漆和清漆耐湿性的测定第2部分:冷凝水大气中试样的试验程序202 ISO6272-1:2002 油漆与清漆-落锤试验203 ISO6272-2:2002 油漆与清漆-落锤试验204 ISO7724-1-3:1984 色漆和清漆比色法205 ISO7784-2:1997 色漆和清漆-耐磨性的测定-第2部分:旋转橡胶砂轮法206 ISO8130-7:1992 粉末涂料烘烤时质量损失的测定207 ISO9227:2006 人造环境中的腐蚀试验208 ISO10283:2007 聚氨酯中异氰酸酯单体含量209 ISO11507:2007 涂层在设备中人工老化UV荧光和水的老化210 ISO11890-2:2006 涂料与清漆-挥发性有机物(VOC)含量的测定第2部分:气相色谱法211 ISO13885-1:2008 色漆和清漆用粘合剂凝胶渗透色谱法(GPC)第1部分:用四氢呋喃作洗脱液212 ISO17895:2005(E) 色漆和清漆—低VOC乳胶漆中有机挥发份的测定213 ISO16805:2003 色漆和清漆用漆基—玻璃化转变温度的测定214 ISO20567-1:2005?? 色漆和清漆涂层耐石屑性能的测定第1部分:多次冲击试验215 JISK5600-1-8-1999 涂膜一般试验方法216 JISK5600-1-2-2002 涂料一般试验方法-第1部分:通则-第2节:取样??217 JISK5600-1-4-2004 涂料一般试验方法-第1部分:通则-第4节:试验用标准样板?? 218 JISK5600-6-3AMD.1-2006 涂料一般试验方法-第6部分:漆膜化学性能-第3节:耐加热性??219 JISK5600-7-6-2002 涂料一般试验方法-第7部分:漆膜耐久性-第6节:耐候性(露天法)??220 JISK5600-7-7-2008 涂料一般试验方法-第7部分:漆膜耐久性-第7节:增强耐候性(氙灯法)??221 JISK5600-7-9-2006 涂料通用试验方法第7部分:涂膜的长期耐久性第9节:循环腐蚀试验法-盐水喷雾/干燥/湿润??222 JISK5600-8-2-2008 涂料一般试验方法-第8部分:漆膜剥蚀的评定-第2节:起泡程度??223 JISK5600-8-3-2008 涂料一般试验方法-第8部分:漆膜剥蚀的评定-第3节:氧化程度??224 JISZ2371-2000 盐水喷雾试验方法225 PV1200-1987 气候交变试验226 PV1210-2001 交变腐蚀试验227 PV2005-2000 气候交变试验228 SAEJ400-2002 涂层耐石击性试验229 SAEJ1885-2005 使用水冷式可控氙弧幅照装置使汽车内部装饰部件加速曝露老化230 SAEJ1960-2004 使用水冷式可控氙弧幅照装置使汽车外部材料加速曝露老化231 GA/T298-2001 道路标线涂料232 GB5237.3-2008 铝合金建筑型材第3部分电泳涂漆型材233 GB5237.4-2008 铝合金建筑型材第4部分粉末喷涂型材234 GB5237.5-2008 铝合金建筑型材第5部分氟碳漆喷涂型材235 GB/T6745-2008 船壳漆236 GB/T6746-2008 船用油舱漆237 GB/T6747-2008 船用车间底漆238 GB/T6748-2008 船用防锈漆239 GB/T6822-2007 船体防污防锈漆体系240 GB/T6823-2008 船舶压载舱漆241 GB/T6890-2000 锌粉242 GB8771-2007 铅笔涂漆层中含铅量卫生标准243 GB/T9261-1988 甲板漆244 GB/T9262-2008 船用货舱漆245 GB/T9755-2001 合成树脂乳液外墙涂料246 GB/T9756-2001 合成树脂乳液内墙涂料247 GB/T9757-2001 溶剂型外墙涂料248 GB/T9779-2005 复层建筑涂料249 GB/T12754-2006 彩色涂层钢板及钢带250 GB/T13492-1992 各色汽车用面漆251 GB/T13493-1992 汽车用底漆252 GB/T14616-1993 机舱舱底涂料253 GB14907-2002 钢结构防火涂料254 GB18581-2001 室内装饰装修材料溶剂型木器涂料中有害物质限量255 GB18582-2008 室内装饰装修材料内墙涂料中有害物质限量256 GB/T19250-2003 聚氨酯防水涂料257 GB/T20623-2006 建筑涂料用乳液258 GB/T21089.1-2007 建筑涂料水性助剂应用性能试验方法第1部分:分散剂、消泡剂和增稠剂259 GB/T21090-2007 可调色乳胶基础漆260 GM4350M-2006 油漆零部件性能要求261 GMN10083-2005 塑料内饰件上的面漆耐久性262 HG/T2003-1991 电子元件漆263 HG/T2004-1991 水泥地板用漆264 HG/T2005-1991 电冰箱用磁漆265 HG/T2006-2006 热固性粉末涂料266 HG/T2009-1991 C06-1铁红醇酸底漆267 HG/T2237-1991 A01-1、A01-2氨基烘干清漆268 HG/T2238-1991 F01-1酚醛清漆269 HG/T2239-1991 H06-2铁红、锌黄、铁黑环氧酯底漆270 HG/T2240-1991 S01-4聚氨酯清漆271 HG/T2243-1991 机床面漆272 HG/T2244-1991 机床底漆273 HG/T2245-1991 各色硝基铅笔漆274 HG/T2246-1991 各色硝基铅笔底漆275 HG/T2247-1991 涂料用稀土催干剂276 HG/T2276-1996 涂料用催干剂277 HG/T2277-1992 各色硝基外用磁漆278 HG/T2453-1993 醇酸清漆279 HG/T2454-2006 溶剂型聚氨酯涂料(双组分)280 HG/T2455-1993 各色醇酸调合漆281 HG/T2576-1994 各色醇酸磁漆282 HG/T2592-1994 硝基清漆283 HG/T2593-1994 丙烯酸清漆284 HG/T2594-1994 各色氨基烘干磁漆285 HG/T2595-1994 锌黄、铁红过氯乙烯底漆286 HG/T2596-1994 各色过氯乙烯磁漆287 HG/T2661-1995 氯磺化聚乙烯防腐涂料(双组份)288 HG/T2798-1996 氯化橡胶防腐涂料289 HG/T2884-1997 环氧沥青防腐涂料(分装)290 HG/T3345-1999 各色酚醛防锈漆291 HG/T3346-1999 红丹醇酸防锈漆292 HG/T3347-1987 X06-1乙烯磷化底漆(分装)293 HG/T3349-2003 各色酚醛磁漆294 HG/T3352-2003 各色醇酸腻子295 HG/T3353-1987 A16-51各色氨基烘干锤纹漆296 HG/T3354-2003 各色环氧酯腻子297 HG/T3355-2003 各色硝基底漆298 HG/T3356-2003 各色硝基腻子299 HG/T3357-2003 各色过氯乙烯腻子300 HG/T3358-1987 G52-31各色过氯乙烯防腐漆301 HG/T3362-2003 铝粉有机硅烘干耐热漆(双组份) 302 HG/T3366-2003 各色环氧酯烘干电泳漆303 HG/T3369-2003 云铁酚醛防锈漆304 HG/T3371-2003 氨基烘干绝缘漆305 HG/T3372-2003 醇酸烘干绝缘漆306 HG/T3375-2003 有机硅烘干绝缘漆307 HG/T3378-2003 硝基漆稀释剂308 HG/T3379-2003 过氯乙烯漆稀释剂309 HG/T3380-2003 氨基漆稀释剂310 HG/T3381-2003 脱漆剂311 HG/T3383-2003 硝基漆防潮剂312 HG/T3384-2003 过氯乙烯漆防潮剂313 HG/T3655-1999 紫外光(UV)固化木器漆314 HG/T3656-1999 钢结构桥梁漆315 HG/T3668-2000 富锌底漆316 HG/T3792-2005 交联型氟树脂涂料317 HG/T3793-2005 热熔型氟树脂(PVDF)涂料318 HG/T3828-2006 室内用水性木器涂料319 HG/T3829-2006 地坪涂料320 HG/T3830-2006 卷材涂料321 HG/T3831-2006 喷涂聚脲防护材料322 HG/T3832-2006 自行车用面漆323 HG/T3833-2006 自行车用底漆324 HJ/T201-2005 环境标志产品技术要求水性涂料325 HJ/T414-2007 环境标志产品技术要求室内装饰装修用溶剂型木器涂料326 ISO8124-3:1997 玩具的安全性?第3部份:某些元素的迁移327 ISO20340:2003 色漆和清漆海上和有关结构防护漆系的性能要求328 JC/T408-2005 水性沥青基防水涂料329 JC/T423-1991 水溶性内墙涂料330 JC/T674-1997 聚氯乙烯弹性防水涂料331 JC/T864-2000 聚合物乳液建筑防水涂料332 JC/T894-2001 聚合物水泥防水涂料333 JC/T1024-2007 墙体饰面砂浆334 JC/T1040-2007 建筑外表面用热反射隔热涂料335 JG/T24-2000 合成树脂乳液砂壁状建筑涂料336 JG/T26-2002 外墙无机建筑涂料337 JG/T133-2000 建筑用铝型材、铝板氟碳涂层338 JG/T157-2004 外墙腻子339 JG/T172-2005 弹性建筑涂料340 JG/T210-2007 建筑内外墙用底漆341 JG/T224-2007 建筑用钢结构防腐涂料342 JG/T3049-1998 建筑室内用腻子343 JT/T280-2004 路面标线涂料344 SHJK-NT-01-2003 上海市健康型建筑材料标志建材产品技术要求?水性内墙涂料345 SJ/T11294-2003 防静电地坪涂料通用规范346 TB/T2260-2001 铁路机车车辆用防锈底漆347 TB/T2393-2001 铁路机车车辆用面漆348 TB/T2707-1996 铁路货车用厚浆型醇酸漆技术条件349 TB/T2772-1997 铁路用钢桥用防锈底漆供货技术条件350 TB/T2773-1997 铁路钢桥用面漆供货技术条件351 TL226-2003 汽车内饰材料上油漆的要求352 TL239-2000 轻金属轮表面保护要求353 卫法监发(2001)255号室内用涂料6 GB/T23987-2009 色漆和清漆涂层的人工气候老化曝露曝露于荧光紫外线和水7 GB/T23988-2009 涂料耐磨性测定落砂法8 GB/T23989-2009 涂料耐溶剂擦拭性测定法9 GB/T23990-2009 涂料中苯、甲苯、乙苯和二甲苯含量的测定气相色谱法10 GB/T23991-2009 涂料中可溶性有害元素含量的测定11 GB/T23992-2009 涂料中氯代烃含量的测定气相色谱法12 GB/T23993-2009 水性涂料中甲醛含量的测定乙酰丙酮分光光度法13 ISO2808:2007 色漆和清漆漆膜厚度的测定14 ISO2812-2:2007 色漆和清漆耐液体介质的测定第2部分:水浸法15 ISO2812-3:2007 色漆和清漆耐液体介质的测定第3部分:利用某种吸收介质的方法16 ASTMD870-2009 用水浸渍法测试涂层耐水性的规程17 ISO4628-6:2007 色漆和清漆涂层降解的评定外表均匀变化强度以及缺陷的数量和大小的规定第6部分:用胶带法评定粉化等级18 ISO4628-7:2003 色漆和清漆漆膜降解的评定一般性缺陷程度,量值和大小及均匀变化程度的规定第7部分:用丝绒法对粉化等级的评定19 ISO6860:2006 色漆和清漆弯曲试验(锥体心轴)20 ISO15184:1998 色漆和清漆使用铅笔测定薄膜硬度21 ASTMD2485-1991(2007) 评定高温下用涂层的试验方法22 NACERP0188-99 导电底材上新涂层的不连续区域(漏涂)的测定23 GB/Z21274-2007 电子电气产品中限用物质铅、汞、镉检测方法24 GB/Z21275-2007 电子电气产品中限用物质六价铬检测方法25 GB5369-2008 船用饮水舱涂料通用技术条件。
1 4Issue PageThe English language version is the original and the reference in case of dispute.此英文版为初始版,如有争议,以英文版为准。
TEST METHOD 试验方法Odour of trim materials in vehicles汽车装饰材料气味Organic materials有机材料Orentation引言This standard is a further development of standard STD 1027,2712, issue 1, which it replaces and from which it differs in that the requirements under section 3.1 ”Conditioning of test pieces” have been changed.本标准是标准STD 1027,2712,版本1的延伸,该标准在章节3.1:测试件条件做了更改,区别并代替以前版本。
This standard conforms to VDA 270, Versions A2, B2 and C2, with the exception that the test has been extended to include placing a set of test pieces in a test vessel without water.除了该实验扩展到了在无水试验容器中包含一套试验样件外,本标准和VDA 270, 版本 A2, B2 和 C2是一致的。
Contents 内容1 Scope and field of application范围和适用性2 Apparatus 设备3 Test pieces 测试件3.1 Conditioning of test pieces测试件条件3.2 Quantity of materials for testing测试材料数量4 Testing 测试5 Evaluation评估6 Test report 试验报告1 Scope and field of application 范围和适用性The purpose of the test is to assess odour under the influence of temperature and moisture. The test is performed on materials from the interior of vehicles and on components that come into contact with the air flow supplied to the interior of vehicles.本试验目的在于在温度和湿度影响下评估气味。
本实验在汽车内饰材料和零部件上进行,这些零部件接触了为汽车内部提供的气流。
The expression ‘odour’ is used to denote the suscept ibility of a material, after a specified temperature and moisture cycle, to emit volatile constituents that are accompanied by a perceivable odour.气味odour一词用于一种材料在指定温度和湿度周期后的敏感性,以此发出伴有可感知气味的挥发性化学成分。
2 Apparatus设备Heating chamber with air circulation in accordance with STD 1027,2231.依据STD1027.2231,具有空气流通的加热室。
1 4Issue Page1litre or 3-litre glass containers with an odour-neutral seal and closure are used as test vessels.无味封条和封闭的1L或3L的玻璃容器,作为实验容器。
The 1-litre vessel is normally selected, and the 3-litre vessel is used if higher precision is required. This higher precision is also achieved through the partici- pation of a larger number of assessors.通常选取1L 的容器,如果要求更高的精密度,则使用3L的容器。
更高的精密度通过大量评估而获得。
The test vessels shall be cleaned before each test (e.g. using a laboratory washing machine). They shall be clean and odour-neutral.试验容器应在每次试验前清洗(例如,用实验室清洗机器)。
试验容器应为干净无味的。
3 Test pieces 测试件3.1 Conditioning of test pieces 测试件Testing of components shall take place at the earliest one week after the date of manufacture and at the latest four weeks after the date of manufacture.零部件测试应在生产日期之后最早的一周和生产日期之后的最后四周。
Storage of components from the date of manufacture to the test date shall be identical to that of components supplied to production (same temperature, air humidity, wrapping, etc.). 从生产日期到试验日期的零部件储存应与所供应零部件进行生产的日期一致(相同的温度、湿度、包装等)。
Test pieces taken out of components shall be produced the same day the testing procedure starts.测试件应取自测试步骤开始当天生产的零部件。
3.2 Quantity of materials for testing测试材料数量The quantity of materials used in testing is indicated in table 1 and is based on the quantity used in the inte- rior of the vehicle.表1指明了测试材料数量,这依据车辆内饰量。
Table 1/ Tabell 1 表1Variant 变量Component零部件Quantity of material per test vessel每个测试容器的材料数量A Clips, plugs, sleeves and other small items夹子,插头,套筒和其他小物件10 g ±1 g(1- litre test vessel)1L的测试容器30 g ±3g(3-litre test vessel)3L的测试容器B Arm rests, ashtrays, handles, gear levelgaiters, sun blinds and other medium-sizeitems 扶手,烟灰缸,排挡杆手套,遮阳帘和其他中等大小物件20 cm3 ±2 cm3(1- litre test vessel )1L的测试容器60 cm3 ±6 cm3(3-litre test vessel)3L的测试容器C Upholstery, insulating materials, films,leather, foam plastic, carpets and othermaterials used on large surfaces内饰,绝缘材料,薄膜,皮革,泡沫塑料,地毯和其他用于较大表面的材料50 cm3 ±5 cm3(1- litre test vessel)1L的测试容器150 cm3 ±15 cm3(3-litre test vessel)3L的测试容器If the material thickness of a homogeneous piece of material exceeds 20 mm, the test pieces shall be divided so that the maximum thickness is 20 mm.如果同类材料件的厚度超过20mm,应分割测试件,确保最大厚度为20mmSandwich material shall be tested with all its components in place. In the case of small items, a number of such items may be used, if necessary, in order to achieve the necessary test quantity.夹层材料应在合适位置测试其所有零部件。
对于小物件,为得到必要的试验质量,有必要的话会使用大量这样的小物件。
4 Test procedureTable 1 indicates the quantity of material to be present in each test vessel. Each material shall be tested in two conditions, i.e. in test vessels with and without water. Each assessor should have access to his own vessel. 表1指定了每个试验容器的材料质量。
每种材料应在两种条件下进行测试,即有水容器和无水容器中。
每个评估人员可以利用自己的容器。
Two test vessels containing test pieces shall be used for testing. One of these shall be a 1-litre test vessel containing 50 ml of deionized water (a 3-litre test vessel containing 150 ml of deionized water). The other shall be a 1-litre test vessel without water (or a 3-litre test vessel).装有测试件的两个测试容器用于试验。