成形铣刀设计
- 格式:ppt
- 大小:328.50 KB
- 文档页数:8
矩形花键拉刀及成形车刀设计说明书目录1。
前言 (1)2。
绪论 (2)3.刀具设计3.1圆孔式拉刀的设计过程 (3)3。
2 矩形花键铣刀的设计 (8)4.小结 (15)5.致谢 (15)6.参考文献 (15)1、前言大学三年的学习即将结束,在我们即将进入大四,踏入社会之前,通过课程设计来检查和考验我们在这几年中的所学,同时对于我们自身来说,这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联.为我们无论是在将来的工作或者是继续学习的过程中打下一个坚实的基础。
我的课程设计课题目是矩形花键拉刀与矩形花键铣刀的设计。
在设计过程当中,我通过查阅有关资料和运用所学的专业或有关知识,比如零件图设计、金属切削原理、金属切削刀具、以及所学软件AUTOCAD的运用,设计了零件的工艺、编制了零件的加工程序等。
我利用此次课程设计的机会对以往所有所学知识加以梳理检验,同时又可以在设计当中查找自己所学的不足从而加以弥补,使我对专业知识得到进一步的了解和系统掌握。
由于本人水平有限,设计编写时间也比较仓促,在我们设计的过程中会遇到一些技术和专业知识其它方面的问题,再加上我们对知识掌握的程度,所以设计中我们的设计会有一些不尽如人意的地方, 为了共同提高今后设计设计的质量,希望在考核和答辩的过程中得到各位指导老师的谅解与批评指正,不胜感激之至。
2、绪论2。
1刀具的发展随着社会的发展,时代的进步,刀具在生产中的用途越来越广.刀具的发展在一定程度上决定着生产率,中国加入WTO后,各行各业面临的竞争越来越激烈,一个企业要有竞争力,其生产工具必须具有一定的先进性.中国作为一个农业大国,其在机械方面的发展空间相当大,而要生产不同种类的零件,不管其大小与复杂程度,都离不开刀具。
目前,在金属切削技术领域中,我国和先进的工业国家之间还存在着不小的差距,但这种差距正在缩小。
随着工厂、企业技术改造的深入开展,各行各业对先进刀具的需要量将会有大幅度的增长,这将有力地促进金属切削刀具的发展2。
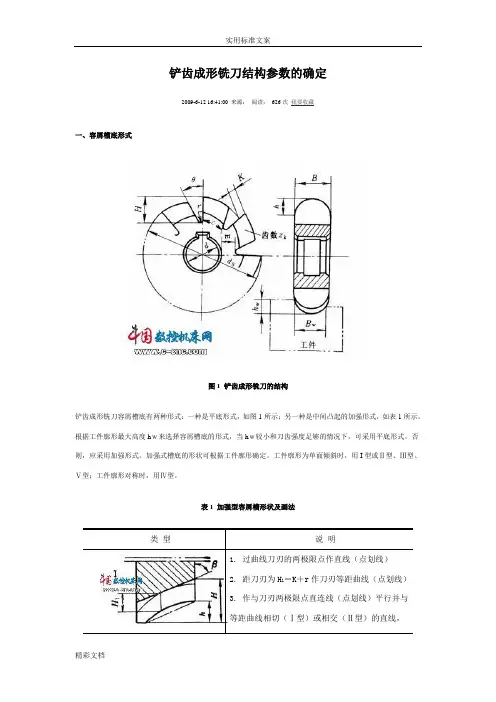
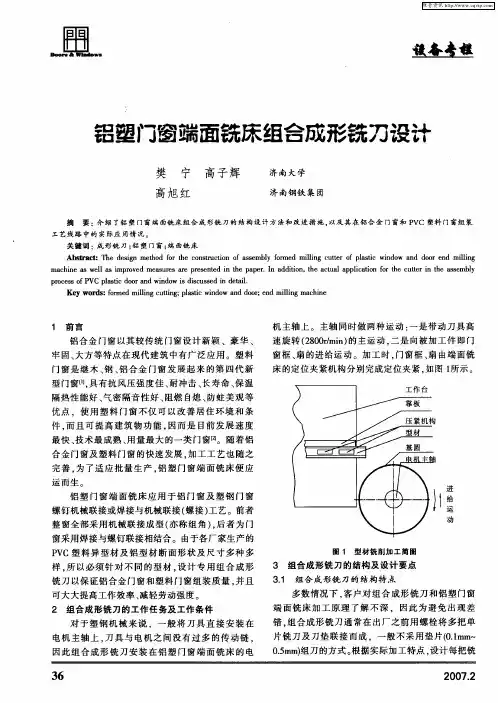
铲齿成形铣刀结构参数的确定2009-6-12 16:41:00 来源:阅读:626次我要收藏一、容屑槽底形式图1 铲齿成形铣刀的结构铲齿成形铣刀容屑槽底有两种形式:一种是平底形式,如图1所示;另一种是中间凸起的加强形式,如表1所示。
根据工件廓形最大高度hw来选择容屑槽底的形式,当hw较小和刀齿强度足够的情况下,可采用平底形式,否则,应采用加强形式。
加强式槽底的形状可根据工件廓形确定。
工件廓形为单面倾斜时,用I型或Ⅱ型、Ⅲ型、Ⅴ型;工件廓形对称时,用Ⅳ型。
表1 加强型容屑槽形状及画法二、齿形高度h和宽度B如图1所示,成形铣刀齿形高度可取为h=hw+(1~2)mm式中hw—工件的廓形高度。
铣刀宽度B一般比工件廓形最大宽度Bw大1~5mm ,并应采用标准系列尺寸。
nextpage三、铣刀的孔径用铣刀切削时,要求其刀杆直径足够大,以保证在铣削力作用下有足够的强度和刚度。
因此,铣刀孔径应按强度或刚度条件计算决定。
在一般情况下,可根据铣削宽度和切削条件选取。
表2是根据生产经验推荐的数值。
表2 成形铣刀内孔直径四、铣刀的外径在保证铣刀孔径足够大和铣刀刀体强度足够的条件下,应选较小的铣刀外径,以减小扭矩和减少高速钢的消耗。
设计铣刀时,可首先用下式估算外径,待确定了铣刀的其他有关参数后,再校验铣刀刀体强度。
d0=(2~2.2)d + 2. 2h+(2~6)mm (3—5—1)对于加强形式的容屑槽,铣刀外径可小些d0=(1.6~2)d+2h+(2~6)mm (3—5—2)表3给出了铣刀直径的推荐值,它是按式(3—5—1)与式(3—5—2)计算的,并圆整为5的整数倍。
表3 成形铣刀外径注:表中上栏为平底形容屑槽的铣刀外径,下栏为加强式容屑槽的铣刀外径。
五、铣刀的齿数在保证刀齿强度和足够的重磨次数的条件下,应尽力取齿数多些,以便增加铣削的平稳性。
齿数Zk与铣刀直径之间有如下关系。
Zk=лd/t (3—5—3)式中t—铣刀的圆周齿距。
数控铣床对刀具的要求及铣刀的种类数控铣床对刀具的要求及铣刀的种类(1)对刀具的要求1)铣刀刚性要好一是为提高生产效率而采用大切削用量的需要;二是为适应数控铣床加工过程中难以调整切削用量的特点。
当工件各处的加工余量相差悬殊时,通用铣床遇到这种情况很容易采取分层铣削方法加以解决,而数控铣削就必须按程序规定的走刀路线前进,遇到余量大时无法象通用铣床那样“随机应变”,除非在编程时能够预先考虑到,否则铣刀必须返回原点,用改变切削面高度或加大刀具半径补偿值的方法从头开始加工,多走几刀。
但这样势必造成余量少的地方经常走空刀,降低了生产效率,如刀具刚性较好就不必这么办。
2)铣刀的耐用度要高尤其是当一把铣刀加工的内容很多时,如刀具不耐用而磨损较快,就会影响工件的表面质量与加工精度,而且会增加换刀引起的调刀与对刀次数,也会使工作表面留下因对刀误差而形成的接刀台阶,降低了工件的表面质量。
除上述两点之外,铣刀切削刃的几何角度参数的选择及排屑性能等也非常重要,切屑粘刀形成积屑瘤在数控铣削中是十分忌讳的。
总之,根据被加工工件材料的热处理状态、切削性能及加工余量,选择刚性好,耐用度高的铣刀,是充分发挥数控铣床的生产效率和获得满意的加工质量的前提。
(2)常用铣刀种类1)盘铣刀一般采用在盘状刀体上机夹刀片或刀头组成,常用于端铣较大的平面。
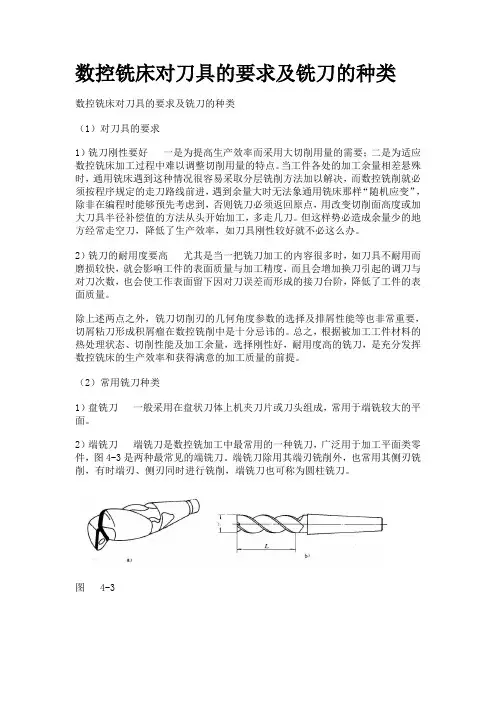
2)端铣刀端铣刀是数控铣加工中最常用的一种铣刀,广泛用于加工平面类零件,图4-3是两种最常见的端铣刀。
端铣刀除用其端刃铣削外,也常用其侧刃铣削,有时端刃、侧刃同时进行铣削,端铣刀也可称为圆柱铣刀。
图 4-33)成型铣刀成型铣刀一般都是为特定的工件或加工内容专门设计制造的,适用于加工平面类零件的特定形状(如角度面、凹槽面等),也适用于特形孔或台。
图4-4示出的是几种常用的成型铣刀。
图 4-44)球头铣刀。
适用于加工空间曲面零件,有时也用于平面类零件较大的转接凹圆弧的补加工。
图4-5是一种常见的球头铣刀。