机械制造技术基础 第四章 机床夹具原理与设计
- 格式:pdf
- 大小:2.31 MB
- 文档页数:44
机械制造技术基础第四版卢秉恒机床夹具原理与设计知识点总结
《机械制造技术基础第四版》卢秉恒编著,是一本经典的机械制造教材,涵盖了机械制造的各个方面。
其中关于机床夹具原理与设计的知识点如下:
1. 夹具的分类:按结构方式分为机械夹具、液压夹具、气动夹具,按夹具和工件之间的接触方式分为机械夹持、真空吸附、磁性吸附。
2. 夹具的构成:夹具主要由基座、定位元件、夹紧元件、调整元件、传动元件组成。
3. 夹具的夹紧原理:夹紧元件可以使工件获得夹紧力和定位力,常用的夹紧方式有曲柄式、螺旋式、压板式、钩爪式、气体式等。
4. 夹具的设计原则:考虑夹紧力和定位精度的要求,利用材料力学及刚度分析方法确定夹具总体结构大小,根据工件形状确定定位和夹紧位置,在夹具内设置适当排列的槽孔和凸台实现工件的精确定位和夹紧。
5. 夹具的应用范围:常用于机械加工、装配和检测等工序,适用于各种材质和形状的工件。
以上为机床夹具原理与设计的简要概述,具体知识点详见相关章节。
需要注意的是,本回答涉及到学习资料内容,仅供参考学习之用,请勿用于商业用途。
第4章机床夹具设计原理1.何谓机床夹具?试举例说明机床夹具的作用及其分类?答:所谓机床夹具,就是将工件进行定位、加紧,将刀具进行导向或对刀,以保证工件和刀具间的相对位置关系的附加装置。
机床夹具的功用:①稳定保证工件的加工精度;②减少辅助工时,提高劳动生产率;③扩大机床的使用范围,实现一机多能。
夹具的分类:1)通用夹具; 2)专用夹具; 3)成组夹具; 4)组合夹具;5)随行夹具。
2.工件在机床上的安装方法有哪些?其原理是什么?答:工件在机床上的安装方法分为划线安装和夹具安装。
划线安装是按图纸要求,在加工表面是上划出加工表面的尺寸及位置线,然后利用划针盘等工具在机床上对工件找正然后夹紧;夹具安装是靠夹具来保证工件在机床上所需的位置,并使其夹紧。
3.夹具由哪些元件和装置组成?各元件有什么作用?答:1)定位元件及定位装置:用来确定工件在夹具上位置的元件或装置;2)夹紧元件及夹紧装置:用来夹紧工件,使其位置固定下来的元件或装置;3)对刀元件:用来确定刀具与工件相互位置的元件;4)动力装置:为减轻工人体力劳动,提高劳动生产率,所采用的各种机动夹紧的动力源;5)夹具体:将夹具的各种元件、装置等连接起来的基础件;6)其他元件及其他装置。
4.机床夹具有哪几种?机床附件是夹具吗?答:机床夹具有通用夹具、专用夹具、成组夹具、组合夹具和随行夹具。
5.何谓定位和夹紧?为什么说夹紧不等于定位?答:工件在夹具中占有正确的位置称为定位,固定工件的位置称为夹紧。
工件在夹具中,没有安放在正确的位置,即没有定位,但夹紧机构仍能将其夹紧,而使其位置固定下来,此时工件没有定位但却被夹紧,所以说夹紧不等于定位。
6.什么叫做六点定位原理?答:采用六个按一定规则布置的约束点,限制工件的六个自由度,即可实现完全定位,这称为六点定位原理。
7.工件装夹在夹具中,凡是有六个定位支承点,即为完全定位,凡是超过六个定位支承点就是过定位,不超过六个定位支承点就不会出现过定位,这种说法对吗,为什么?答:不对;过定位是指定位元件过多,而使工件的一个自由度同时被两个以上的定位元件限制。
第四章 机床夹具原理与设计一、单项选择1. 工件装夹中由于( )基准和定位基准不重合而产生加工误差,称为基准不重合误差。
AA .设计(或工序) ;B .工艺;C .测量;D .装配。
2. 基准制造不准确误差大小与( )有关。
C A .本道工序要保证的尺寸大小和技术要求;B .只与本道工序设计(或工序)基准与定位基准之间位置误差;C .定位元件和定位基准本身的制造误差。
3. 轴类零件定位用的顶尖孔是属于( )。
AA .精基准;B .粗基准;C .辅助基准;D .自为基准。
4. 自位支承(浮动支承)其作用增加与工件接触的支承点数目,但( )。
A A .不起定位作用;B .一般来说点限制一个自由度;C .不管如何浮动必定只能限制一个自由度。
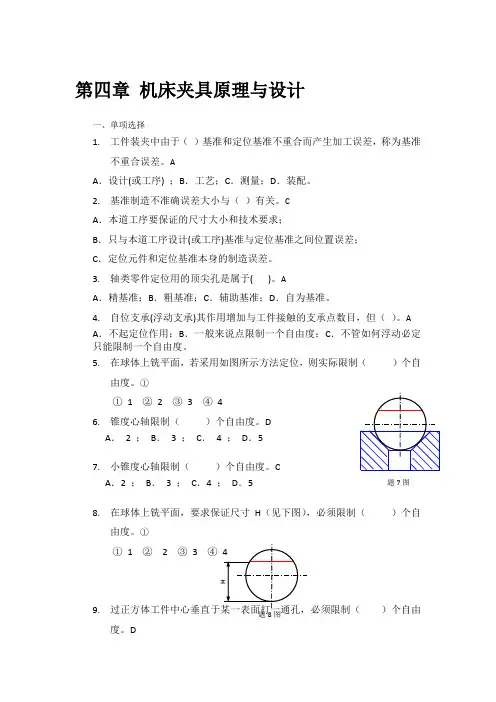
5. 在球体上铣平面,若采用如图所示方法定位,则实际限制( )个自由度。
①① 1 ② 2 ③ 3 ④ 46. 锥度心轴限制( )个自由度。
D A . 2 ; B . 3 ; C . 4 ; D .57. 小锥度心轴限制( )个自由度。
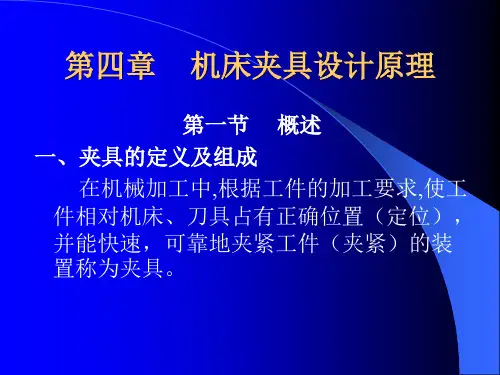
C A .2 ; B . 3 ; C .4 ; D .58. 在球体上铣平面,要求保证尺寸H (见下图),必须限制( )个自由度。
①① 1 ② 2 ③ 3 ④9. )个自由度。
D题7图题8图A.2 ;B.3;C.4 ;D.510.基准重合原则是指使用被加工表面的()基准作为精基准。
AA.设计;B.工序;C.测量;D.装配。
11.不能提高零件被加工表面的定位基准的位置精度的定位方法是()。
CA.基准重合;B.基准统一;C.自为基准加工;D.基准不变。
12.自位支承(浮动支承)其作用增加与工件接触的支承点数目,但()。
BA.不起定位作用;B.一般来说只限制一个自由度;C.不管如何浮动必定只能限制一个自由度。
13.工件装夹中基准不重合误差是指:设计基准和()基准不一致而产生的加工误差。
DA.工艺;B.测量;C.装配;D.定位。
14.夹紧力的方向应与切削力A 。
第一章机械加工方法按照零件由原材料或毛坯制造成为零件的过程中质量m的变化,可分为Δm<0采用材料去除原理,Δm=0采用材料基本不变原理,Δm>0采用此爱聊累加成型原理,不同原理采用不同的形成工艺方法,Δm<0主要指切削加工。
机械加工方法主要有:车削、铣削、磨削、钻削、镗削及特种加工。
*车削主要加工面:车端面,车圆面,加工偏心轴、(加工锥面、钻孔)。
车削加工的特点:工件旋转形成主切削运动,刀具完成进给运动。
按照铣削时主运动速度方向与工件进给方向的相同或相反,可分为顺铣和逆铣,生产中多采用逆铣。
铣削的特点:铣刀的旋转形成主运动,工具完成进给运动。
特种加工方法区别于传统切削加工方法,是利用化学,物理(电、声、光、热、磁)或电化学方法对工件材料进行去除的一系列加工方法的总称。
包括:电火花加工、电解加工、激光加工、超声波加工、(化学加工、电接触加工、磨料流加工、电子束加工、液体喷射加工等)。
不全电火花加工是利用工具电极和工件电极间瞬时火花放电所产生的高温,溶蚀工件材料来获得工件成形的。
其加工机床一般由脉冲电源、自动进给机构、机床本体及工作液及其循环过滤系统等部分组成。
电解加工是利用金属在电解液中产生阳极溶液的电化学原理对工件进行成形加工的一种方法。
工件接直流电源正极,工具接负极。
电解加工的特点:1)工作电压小(6—24V)、工作电流大(500—20000A)2)能以简单的进给运动一次加工出形状复杂的型面或型腔3)可加工难加工材料4)生产效率高5)加工中无机械切削力或切削热6)平均加工公差可达±左右7)附属设备多、占地面积大、造价高8)电解液既腐蚀机床又容易污染环境激光加工的特点:1)不需要加工工具2)功率密度高3)非接触加工,工件无受力变形4)激光打孔、切割的速度很高5)可穿过透明介质进行加工激光加工应用于金刚石拉丝模、钟表宝石轴承、发散是冷气冲片的多孔蒙皮、发动机喷油嘴、航空发动机叶片等小孔加工,以及多种金属材料和非金属材料的切割加工。
机械制造技术基础课后习题答案第一章机械加工方法1-1 特种加工在成形工艺方面与切削加工有什么不同?答:1精密微细的零件。
2切除多余材料。
341-2 简述电火花加工、电解加工、激光加工和超声波加工的表面形成原理和应用范围。
答:1放电过程极为短促炸力把熔化和企划的金属抛离电极表面点持续时间的长短适应性强工件的材料硬度限制。
2将电镀材料做阳极镀材料就会逐渐的溶解儿附着到作为阴极的工件上形成镀层。
并由电应用范围管3通过光学系统将激光聚焦成一个高能晾凉的小光斑质爆炸式的喷射去处。
激光束的功率很高异型孔。
4工作中超声振动还是悬浮液产生空腔适宜加工各种脆硬材料、淬火钢等也能加工1-3车削加工能形成那些表面?答各种回转面和平面1-4镗削与车削有什么不同?答(1)主运动不同(2)加工精度不同,一般车削高于镗削。
1-5 简述滚切斜齿轮时的四条传动链。
第二章金属切削切学原理与刀具2 - 1 .金属切削过程有何特征答的几个重要参数:主倾角,刃倾角,前角,后角,副倾角,副后角2 - 2 .切削过程的三个变形区各有什么特点答第一变形区这三个变形区汇集在切削刃附近切屑面上。
2 -3 .分析积屑瘤产生的原因及其对加工的影响答在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤积屑瘤粘结在前刀面上由此可见消除措施速切削或低速切削2 - 4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别答2 - 5车刀的角度是如何定义的答P1 7工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2 - 6金属切削过程为什么会产生切削力答123面与过度表面和以加工表面之间的摩擦力。
2 - 7车削时切削合力为什么常分解为三个相互垂直的分力来分析答1)车削时的切削运动为三个相互垂直的运动:主运动(切削速度)、进给运动(进给量)、切深运动(背吃刀量),为了实际应用和方便计算,在实际切削时将切削合力分解成沿三个运动方向、相互垂直的分力。
机械制造技术根底第四章课后答案篇一:机械制造技术根底第四章课后答案4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖那么是随工件一起回转的?4-2在镗床上镗孔时〔刀具作旋转主运动,工件作进给运动〕,试分析加工外表产生椭圆形误差的原因。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?4-18何谓误差复映?误差复映系数的大小与哪些因素有关?4-20为什么提高工艺系统刚度首先要从提高薄弱环节的刚度入手才有效?试举一实例说明。
4-21如果卧式车床床身铸件顶部和底部残留有压应力,床身中间残留有拉应力,试用简图画出粗刨床身顶面后床身顶面的纵向截面形状,并分析其原因。
4-22习题4-22图所示板状框架铸件,壁3薄,壁1和壁2厚,用直径为D 的立铣刀铣断壁3后,毛坯中的内应力要重新分布,问断口尺寸D将会变大还是变小?为什么?4-23在转塔车床上加工一批套筒的内孔和外圆,问内外圆同轴度误差服从什么分布?4-24用调整法车削一批小轴的外圆,如果车刀的热变形影响显著,使画出这批工件尺寸误差分布曲线的形状,并简述其理由。
4-25车一批外圆尺寸要求为mm的轴。
:外圆尺寸按正态分布,均方根偏差00.120φ?0.025σ=mm,分布曲线中心比公差带中心大0.03mm。
试计算加工这批轴的合格品率及不合格品率。
4-26在自动车床上加工一批轴件,要求外径尺寸为)1.020(±φmm,均方根偏差0.02mmσ=,试求此机床的工序能力等级? 4-27为什么机器零件一般都是从外表层开始破坏?4-28试以磨削为例,说明磨削用量对磨削外表粗糙度的影响。
4-29加工后,零件外表层为什么会产生加工硬化和剩余应力? 4-30什么是回火烧伤?什么是淬火烧伤?什么是退火烧伤?为什么磨削加工容易产生烧伤?4-31在外圆磨床上磨削光轴外圆时,加工外表产生了明显的振痕,有人认为是因电动机转子不平衡引起的,有人认为是因砂轮不平衡引起的,怎样判别哪一种说法是正确的?4-32什么是再生型切削颤振?为什么说在金属切削过程中,除了极少数情况外,刀具总是局部地或完全地在带有振纹的外表上进行切削的?篇二:机械制造技术根底习题答案4班级:姓名:学号:试题共页加白纸1张GDOU-B-11-302 广东海洋大学——学年第学期《机械制造技术根底》课程试题课程号:1410063 √ √ A卷√ 闭卷□ 考查□ B卷□ 开卷一、填空题:〔每题1分,计 10 分〕 1. 刨床按其结构特征分为____牛头刨床_____、_____龙门刨床____和_____插床____。