刀具报废流程图
- 格式:xls
- 大小:90.00 KB
- 文档页数:57

刀具回收再利用流程制度Tool recycling is an important process that helps reduce waste and promote sustainability. It involves collecting used tools, refurbishing them, and reusing them in various applications. 刀具回收是一个重要的过程,有助于减少废料,促进可持续发展。
它包括收集使用过的工具,翻新它们,然后在各种应用中重新使用它们。
One of the key requirements for a successful tool recycling and reuse program is the establishment of a comprehensive system and process. First, it is important to create a system for collecting used tools from various sources, such as manufacturing plants, construction sites, and individual consumers. Once the tools are collected, there needs to be a streamlined process for sorting and refurbishing them. To ensure efficiency, it is essential to have clear guidelines and standards for determining which tools can be refurbished and reused, and which ones need to be disposed of.Successful tool recycling and reuse also relies on effective communication and collaboration among various stakeholders, including manufacturers, distributors, consumers, and recyclingfacilities. 同时,还需要建立一个完善的系统和流程来确保回收和再利用过程的高效性和顺畅性。

生产车间工具报废处理流程英文回答:Scrapping Procedure for Production Workshop Tools.1. Identification of Scrap.Tools that are no longer serviceable due to wear and tear, damage, or obsolescence.Tools that have exceeded their designated lifespan or calibration intervals.Tools that pose a safety hazard or have become unreliable.2. Request for Scrapping.The production supervisor or designated personnel identifies the need for scrapping and initiates a requestfor scrapping.The request includes a description of the tool, its condition, and the reason for scrapping.3. Verification and Approval.The maintenance department or a designated authority verifies the condition of the tool and confirms its needfor scrapping.The production manager or a higher-level authority approves the request for scrapping.4. Preparation for Scrapping.The tool is cleaned and removed from any mounting or fixtures.Any hazardous materials, such as oils or solvents, are drained and disposed of according to environmental regulations.5. Physical Scrapping.The tool is taken to a designated scrapping area.The tool is physically destroyed or rendered unusable using appropriate methods, such as crushing, cutting, or grinding.6. Documentation.A scrapping certificate is generated, including information about the tool, its condition, the reason for scrapping, and the date of scrapping.The scrapping certificate is kept on file for record-keeping purposes.7. Disposal and Recycling.The scrapped tool is disposed of according to environmental regulations.If possible, the materials from the scrapped tool are recycled or repurposed.中文回答:生产车间工具报废处理流程。
题目:刀具、工具、五金杂件管理程序刀具、工具、五金杂件管理程序编制:胡舟审核:批准:题目:刀具、工具、五金杂件管理程序颁布日期:2011年11月25日实施日期:2011年月日文件修订履历题目:刀具、工具、五金杂件管理程序1目的为了有效规范刀具、工具、五金杂件的请购、保管、领用及报废等程序,特制定程序管理。
2 范围适用于本公司所有刀具、工具、五金杂件的请购、保管、领用、退库修复及报废处理等操作。
3 权责3.1生产计划部负责对备品的请购、检验、领用、退库的办理。
刀具最低库存量的确定,刀具工具损耗率的汇报。
3.2供应部负责刀具、工具、五金杂件的采购。
3.3刀具、工具、五金杂件使用者负责保管所领用的刀具、工具、五金杂件,不经常用的刀具、工具、五金杂件用完后负责归还。
3.4 刀具、工具、五金杂件库管理者负责对刀具、工具、五金杂件的日常管理,刀具、工具、五金杂件领用和归还、返修、报废等。
3.5设备部负责对设备刀具、工具、五金杂件最低库存的管理。
4 定义:无5 程序5.1刀具、工具、五金杂件的请购5.1.1生产计划部根据《刀具、工具、五金杂件进出存清单》筛选出低于安全库存的刀具、工具五金杂件,同时根据生产计划,确定备用刀具、工具五金杂件的最低数量,填写《备品备件申请表》经相关领导签名确认后交供应部。
5.1.2对于未定安全库存的刀具、工具、五金杂件,应先查询有无库存,在无库存或库存不够的情况下,使用部门人员填写《备品备件申请单》经相关领导签名确认后交采购部采购。
5.2 刀具、工具、五金杂件料检验5.2.1刀具、工具、五金杂件到厂后由刀具管理人员负责通知金加工班组长及相关申请人员对刀具、工具、五金杂件进行检验。
5.2.2 金加工班组长对刀具、工具、五金杂件的外观/型号等有能力的检验内容进行检验确认,合格后方可入仓。
题目:刀具、工具、五金杂件管理程序5.3 刀具的入库5.3.1刀具检验完成后,刀具管理人员根据刀具的名称、编号,在《刀具进出存清单》中找到相应刀具,将刀具的数量累加到刀具库存数中。
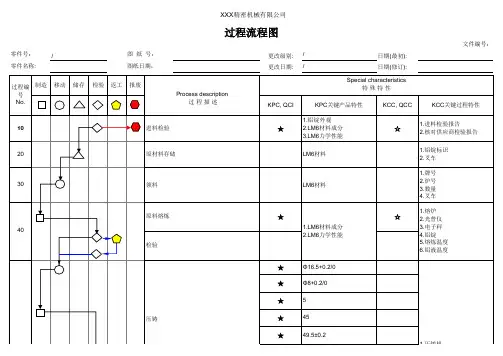
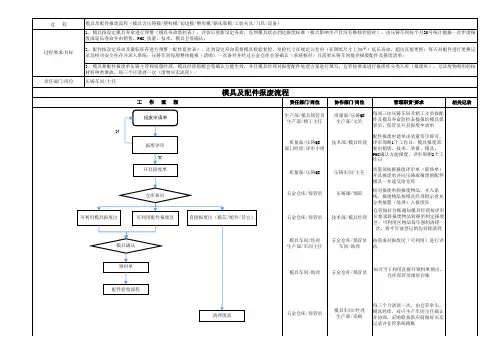
更改级别:/日期(最初): 更改日期:/日期(修订):XXX 精密机械有限公司过程流程图文件编号:/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:5-Φ5深13.6±0.55-M6X1.0-6H 深10.6Min55.0±0.25° TYP 45°KCC 4±0.23.5±0.214.7±0.2KCC4-Φ7.9深54.8±1.04-3/8-16UNC 深50.0Min2-Φ3.3深11.1±2.02-M4X0.7-6H 深9.0Min1.三轴加工中心2.刀具3.夹具4.切削液浓度1.气动攻丝机2.刀具3.夹具4.切削液浓度检验KPCKPC 机加工槽边缘毛刺清理干净;机加工无发霉、发黑现象;机加工槽粗糙度为Ra1.6;KPCKCC KPCKPCKCCKCCKCC检验110-1机加一序MTL0142/147KPC除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑;110-2机加二序MTL0142/1472-Φ3.3深13.1±2.02-M4X0.7-6H 深11.0Min5-Φ3.3深10.1±2.05-M4X0.7-6H 深8.0Min2-Φ3.3深11.1±2.02-M4X0.7-6H 深9.0Min14-Φ3.3深9.114-M4X0.7-6H 深7.0Min4-Φ3.3深12.1±1.04-M4X0.7-6H 深10.0Min4-Φ2.5深9.5±1.04-M3X0.5-6H 深8.0MinΦ3.3深11.1±2.0M4X0.7-6H 深9.0MinKPCKCCKPCKPCKCC KPCKCCKCCKPCKCCKPC1.加工中心2.刀具3.夹具4.切削液浓度KCCKPCKCC110-3机加三序MTL0142/147更改级别:/日期(最初):更改日期:/日期(修订):过程流程图文件编号:/ 零件号:零件名称:图纸日期:图 纸 号:Φ3.3深11.1±2.0M4X0.7-6H 深9.0MinΦ3.3深10.1±2.0M4X0.7-6H 深8.0Min(4.0X2.0)±0.21.9±0.22±0.21.7Min 2±0.2Φ36.9±0.2 (通)Φ2.7深10.4±1.0检验KPC 机加工槽无振刀纹,边缘无毛刺;机加工槽无发霉、发黑现象;除非另有说明,螺纹孔倒角至大径,螺纹孔内无铝屑,机加工槽边缘毛刺清理干净;机加工槽粗糙度为Ra1.6KPC1.加工中心KPCKPCKCCKCC加工中心2.刀具3.夹具KCCKPC KCCMTL0142/147KCC更改级别:/日期(最初): 更改日期:/日期(修订):/ 零件号:零件名称:图纸日期:图 纸 号:。
公主岭市同心汽车部件厂
Gongzhuling TongXin Auto Parts Factory
废旧刀具管理办法
1.目的
规范废旧刀具报废、修磨得过程管理,确保刀具满足产品质量及产能要求。
2.范围
使用刀具的生产车间及各部门
3.管理办法
3.1报废刀具的管理
因刀具使用已达到寿命值或其他原因无法满足使用或改作他用时,经车间工艺员同意可按报废进行处理;报废刀具要及时退回仓库,分类放置,集中处理。
价值较高的刀柄等数控刀具无法使用或不能满足生产需要和质量要求时,由车间申请报损,技术部进行评审,报分管领导批准后,办理报废手续。
报废的刀柄等如果存在有用的部件可拆卸后回用。
对已通过报损的专用刀柄等,车间负责调整实物管理台帐
3.2
对已磨损的刀具,判定为可修磨再次使用的,要分类放置并做好记录。
注:此规定自2010年1月1日期实施。

刀具管理规范与流程(场景版)一、概述刀具是工业生产过程中不可或缺的重要工具,广泛应用于机械加工、金属切削、木材加工等领域。
为了确保刀具的安全使用,提高生产效率,降低生产成本,规范刀具的管理显得尤为重要。
本文将结合实际生产场景,详细介绍刀具管理的规范与流程。
二、刀具分类1.按照用途分类:可分为车刀、铣刀、钻头、铰刀、镗刀、螺纹刀、锯片等。
2.按照材料分类:可分为高速钢刀具、硬质合金刀具、陶瓷刀具、金刚石刀具等。
3.按照结构分类:可分为焊接式刀具、整体式刀具、机夹式刀具、模块式刀具等。
三、刀具采购与验收1.采购原则:根据生产需求,选择合适的刀具供应商,确保刀具质量、价格、售后服务等方面满足生产要求。
2.验收标准:验收刀具时,应检查刀具的外观、尺寸、硬度、涂层等指标,确保刀具符合国家标准和行业规范。
3.验收流程:验收合格后,填写验收记录,办理入库手续。
四、刀具储存与管理1.储存环境:刀具应存放在干燥、通风、防尘的环境中,避免阳光直射和潮湿。
2.分类存放:按照刀具的类别、规格、型号等进行分类存放,便于查找和使用。
3.定期检查:定期对刀具进行检查,发现磨损、破损、变形等现象,及时进行修磨或更换。
4.领用与归还:建立刀具领用与归还制度,实行实名制管理,确保刀具使用安全。
五、刀具使用与维护1.使用规范:使用刀具时,应按照操作规程进行,确保刀具的正确使用。
2.刀具磨损:刀具磨损会影响加工质量和生产效率,应及时检查和更换磨损严重的刀具。
3.刀具修磨:对磨损的刀具进行修磨,可延长刀具使用寿命,降低生产成本。
4.刀具润滑:合理选用切削液,对刀具进行润滑和冷却,提高切削性能。
六、刀具报废与处理1.报废标准:刀具达到磨损极限、损坏或变形等现象时,应予以报废。
2.报废流程:填写报废申请,经审批后,办理报废手续。
3.处理方式:报废刀具可进行回收再利用,无法利用的刀具应进行无害化处理。
七、刀具管理信息化1.信息化管理:利用刀具管理系统,实现刀具的采购、验收、储存、领用、修磨、报废等环节的信息化管理。

工具报废及处置方案表本文档为企业或工厂内部使用,介绍了关于工具报废及处置的相关方案。
一、定义1. 工具报废指因损坏、磨损、过期或其他原因,无法再使用的工具。
一般是指需要替换或废弃的工具。
2. 工具处置指对报废工具的合理处理。
处置方式包括回收、分拣、拆解、回收、再利用、焚烧等。
二、工具报废及处置原则1.安全原则必须保证工具报废和处置的过程中,保证工作人员安全,不出现任何意外事故;须避免对环境造成不良影响。
2. 经济原则工具报废和处置的方案必须是经济合理的,可以进行评估和比较,选择一种最优方案。
三、工具报废流程1. 报废流程当发现工具已经不能使用,报废工作人员应安排对工具的决策,并根据工具的状况执行报废程序,包括:•将工具标记为“报废”;•在工具现场贴上“报废”标签;•将已报废的工具搬离现场。
2. 处置流程对报废工具进行搜集、拆解、分拣,然后选择不同的处理方式,细节可以参考以下内容:A. 危险废物如果工具含有危险废物,应按照相关法规进行检测、分析,并选择专门的机构进行处理和处置。
B.再利用如果工具可以拆解或回收,可以采取Revise、Reuse或Recycle的方法进行再利用。
•Revise:对工具进行重新加工和修补,达到再次使用的目的;•Reuse:对于还可以再次使用的工具,可以将其维修后直接投入使用;•Recycle:对于无法维修或已经损坏的工具,将其进行拆解,完成其中可再利用的部分进行回收。
C. 无害化处理如果工具已经无法回收、利用,无害化处置则是处理报废工具的最后方法。
无害化处理方式可以包括诸如:•在合规的环境下进行焚烧:•废弃物填埋地或地下掩埋处理;•将废弃物置入专门的垃圾处理设施,如焚烧炉、填埋场、化学处理场。
四、结论在工具报废和处置的过程中,必须始终遵循上述原则和流程,使工具的报废和处置过程更加安全、环保、透明和规范。

产品(物料)报废管理办法一、报废品的定位1.0 报废品:产品出现不合格,无法修复或修复后无法达到品质要求或不能继续使用的产品。
1.1 客户返退不可修复的产品。
1.2 长期库存、锈蚀、磕伤且无法修复的产品。
1.3 因车间、库存其他原因造成的废品。
二、目的为降低仓储成本、真实地反映公司存货资产、保证报废物料程序畅通、控制产品不良、加强车间对不良产品的认识、杜绝批量质量事故的发生、及时对不良产品的报废做到规范、合理、快捷,特制定本办法。
三、适用范围凡本车间物料/产品报废(含半成品和成品、退货产品、包装物料)均按此办法作业。
(适应车间小型易耗工具的报废处理)3.0 实施细则3.1 申请报废的部门:车间负责人对本车间报废产品物料的清理及负责报废品的原因分析、填写《产品报废申请单》,并将《产品报废申请单》原件转交相关岗位审核单据;如报废物料是组件,则由车间将可用配件拆解后,方可报废。
可用件退还仓库,作为采购物料冲销物料成本。
3.2 质检部门:负责对报废产品及物料的品质鉴定。
如产品物料与《产品报废申请单》所示内容不符或认为报废不合理,则将单据退回申请单位,要求其重新清理或重写单据。
3.3 实施部门:实施部门依有效《产品报废申请单》核准的“处理方法”将产品/物料送到相关的执行地点进行报废处理。
财务部门、行政部门接获有效的《产品报废申请单》后,即安排人员对产品物料进行产品物料与单据的核对,共同实施并在单据上签字。
必须在2个工作日内由签单单位共同协助完成报废产品的报废处理。
附一:1、不良的外购产品、物料放于指定区域,由仓库统计数据后,报采购部门,再有采购部门通过供应商联络办理退化。
(如有相关指令报废的则即时处理)。
2、由客户退回的产品由售后出具申请单,走报废流程。
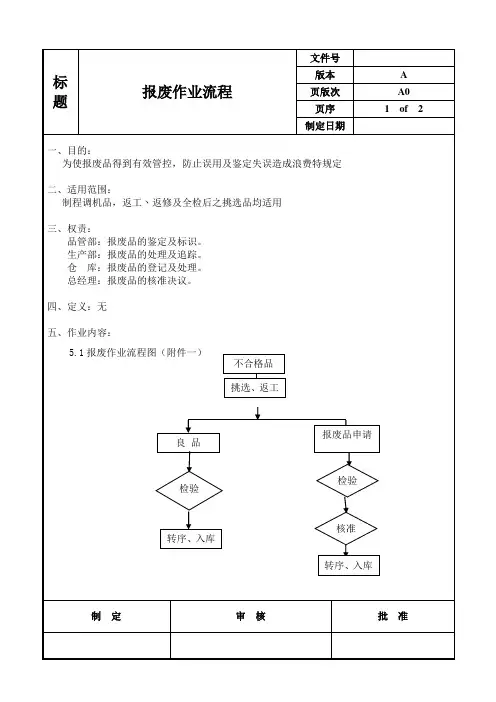
附:报废审批样表1报废申请单报废流程图. .。

食堂刀具报废处理制度及流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!## 食堂刀具报废处理制度及流程。
一、适用范围。
本制度适用于食堂所有刀具的报废处理。
刀具回收再利用流程制度英文回答:Tool Recycling and Reutilization Procedure.Objective:To establish a comprehensive procedure for the recycling and reutilization of tools within the organization, ensuring efficient and sustainable use of resources.Scope:This procedure applies to all tools used within the organization, including but not limited to hand tools, power tools, and specialized equipment.Procedure:1. Tool Identification:All tools shall be inventoried and assigned a unique identification number.Tool tracking records shall be maintained to monitor usage and maintenance history.2. Tool Inspection and Maintenance:Tools shall be regularly inspected for damage or wear.Maintenance and repairs shall be performed as per manufacturer's recommendations.Inspected and repaired tools shall be returned to inventory and marked as "Ready for Use."3. Tool Recycling:Tools that are beyond repair or are no longer required shall be designated for recycling.A dedicated recycling bin or drop-off point shall be established for discarded tools.Tools shall be recycled in accordance with local environmental regulations and industry best practices.4. Tool Reutilization:Tools that are no longer needed by one department or employee may be reutilized by others within the organization.A central tool exchange or lending system shall be established to facilitate tool sharing.Tools shall be properly cleaned and sanitized before being transferred to a new user.5. Tool Disposal:Tools that cannot be recycled or reutilized shall bedisposed of in an environmentally responsible manner.Proper disposal methods may include landfill disposal, incineration, or specialty waste recycling.6. Record Keeping:Records shall be maintained for all tools recycled, reutilized, and disposed of.This includes inventory records, maintenance logs, and disposal certificates.7. Training and Awareness:Employees shall be trained on the tool recycling and reutilization procedure.Regular communication and reminders shall be provided to encourage compliance.Environmental Benefits:Reduces waste generation by recycling and reusing tools.Conserves natural resources by preventing the need for new tool production.Minimizes the environmental impact of tool disposal.Cost Savings:Extends the lifespan of tools through proper maintenance and reutilization.Reduces the need for purchasing new tools, resulting in cost savings.Improves operational efficiency by ensuring the availability of tools when needed.Safety Benefits:Prevents the use of damaged or unsafe tools, reducing the risk of accidents.Ensures that tools are clean and properly maintained, minimizing the risk of contamination.中文回答:刀具回收再利用流程制度。
FL/G 7001-2008标准及非标刀具管理流程1 范围为了规范工具库房的管理,特制定本制度。
本制度适用于工具、刀具的验收入库、保管、发放、清仓盘点的管理。
2 相关文件CX 7.4 采购控制程序CX 8.2.3 过程的监视和测量程序CX 8.2.4 产品的监视和测量程序CX 7.5.5 产品防护控制程序CX 8.3 不合格品控制程序FL/G 7006 物资报废处理规定3 职责物流部主任负责公司工具库房的统一管理工作工具库房管理员负责各类物资的验收、发放、保管等管理工作。
4 管理内容及分类4.1.1 工具库要建立“工具台帐”,建立工人个人“领用工具台帐”和“借用工具台帐”。
4.1.2 库管理员负责工人日常领用的登记;每月月底统计工人个人领用工具的数量、金额和归还损坏的借用工具的数量、金额。
4.1.3 凡领用(借用)工具时,借用时库管员应根据生产工人对应的工具牌借用工具,无工作牌或工作牌号与借用人不对应库管员不予借用,办理出库常用的工具时必须由生产部主管签字方可发放,及时登帐(工具名称、型号规则、数量、日期)并在个人工具卡登记。
4.1.4 对个人常用的和工具库常备的计量器具(如:游标卡尺、千分尺、百分表、塞规等)由质管部负责登记发放。
4.1.5生产部一线各班组定期清点发放的工具,发现问题找相关人员或部门领导及时处理或采取纠正措施。
4.1.6 库管员每月月底盘库,编制库存月报表,报表的内容应包括名称、规格、入库量、出库量(不含借出数量)、结存量,月报表在次月初交物流部主管。
54.1.7库管员根据月报表和常备工具警戒线对存量不足的工具填写《采购申请单》,按“物资采购管理制度”进行采购;新增(指公司未使用过的)工具或不常用工具,由工艺室填写《采购申请单》,按“物资采购管理制度”进行采购。
4.1.8 外购工具采购回来后,库管员核实工具名称、数量、外观质量、合格证等,并填写《入库单》,在帐卡上注明入库日期、入库数量和库存数量。