什么是钢筋脆断
- 格式:doc
- 大小:19.50 KB
- 文档页数:1

第八章钢结构的脆性断裂和疲劳8.1钢结构脆性断裂及其防止8.1.1 脆性断裂破坏1.定义从宏观上讲,最近破坏的主要特征表现为断裂时伸长量极其微小,(例如生铁在单向拉伸断裂时为0.5%~0.6% )。
如果结构的最终破坏是由于其构件的脆性断裂导致的,那么我们称结构发生了脆性破坏。
对于脆性破坏的结构。
几乎观察不到构件的塑性发展过程,往往没有破坏的预兆,因而破坏的后果经常是灾难性的。
工程设计的任何领域,无一例外地度都要求避免结构的脆性破坏(如在钢筋混凝土结构中避免设计超筋梁),其道理就在于此。
2.脆性断裂破坏分类①过载断裂:由于过载,强度不足而导致的断裂。
这种断裂破坏发生的速度通常极高(可高达2100m/s),后果极其严重。
在钢结构中,过载断裂只出现在高强钢丝束、钢绞线和钢丝绳等脆性材料做成的构件。
②非过载断裂:塑性很好的钢结构件在缺陷、低温等因素影响下突然呈现脆性断裂。
③应力腐蚀断裂:在腐蚀性环境中承受静力和准静力荷载作用的结构,在远低于屈服极限的应力状态下发生的断裂破坏成为应力腐蚀断裂。
它是腐蚀和非过载断裂的综合结果。
一般认为,强度越高则对应力腐蚀断裂越敏感。
对于常见碳钢和低合金钢而言,屈服强度大于700Mpa时,才表现出对应力腐蚀断裂比较敏感。
据一项1974年的调查报告称,我国铁路桥梁的高强度螺栓在十几年间约有五千分之一发生了应力腐蚀断裂。
此后采用20MnTiB 钢和35VB代替40B钢,情况大有改善。
④疲劳断裂与腐蚀疲劳断裂:在交变荷载作用下,裂纹的失稳扩展导致的断裂破坏称为疲劳断裂。
疲劳断裂有高周和低周之分。
循环周数在10的5次方以上者称为高周疲劳,属于钢结构中常见的情况。
低周疲劳断裂前的周数只有几百或几十次,每次都有较大的非弹性应变。
典型的低周破坏产生于强烈地震作用下。
环境介质导致或加速疲劳裂纹的萌生和扩展称为腐蚀疲劳。
⑤氢脆断裂:氢可以在冶炼和焊接过程中侵入金属造成材料韧性降低而可能导致的断裂。

钢筋闪光对焊接头脆断质量通病原因分析及防治措施1.通病现象低应力状态下,接头处发生无预兆的突然断裂。
脆断包括淬硬脆断,过热脆断和烧伤脆断,以断口齐平、晶粒很细为特征(图2.3-7)o2.规范标准相关规(())《城市桥梁工程施工与质量验收规范》CJJ 2—20086.5.3受力钢筋连接应符合下列规定:3钢筋焊接接头质量应符合国家现行标准《钢筋焊接及验收规程》JGJ 18的规定和设计要求。
检查数量:外观质量全数检查;力学性能检验按本规范第6.3.4、6.3.5条规定抽样做拉伸试验和冷弯试验。
(2)《钢筋焊接及验收规程》JGJ 18-20125.1.9闪光对焊每批接头取3个做拉伸试验,有2个及以上接头断于焊缝或热影响区,呈脆性断裂,并且其中有1个及以上的抗拉强度小于钢筋母材抗拉强度,或者符合复验条件的,再取6个接头做拉伸,经复验有3个及以上试件断于焊缝或热影响区,呈脆性断裂,均判定该批接头不合格。
3.原因分析(1)闪光焊接工艺不当,或焊接电流太强导致温度梯度陡降,冷却速度加快,因而产生淬硬缺陷。
(2)对于某些焊接性能较差的钢筋,焊后热处理效果不良(温度过低,未能取得应有的效果),形成脆断。
(3)次级空载电压(闪光电流密度)过大,导致接头热影响区过热形成过热脆断。
(4)钢筋端头与电极接触处,在焊接时产生熔化状态(局部过热),导致过热脆断。
4.预防措施(1)重视预热作用,掌握预热要领,增加预热程度,力求扩大沿焊件纵向的加热区域,减少温度梯度。
(2)采取正常的烧化过程,使焊件获得符合要求的温度分布。
尽可能平整的端面以及较均匀的熔化金属层,为提高焊件质量创造条件;避免采用过高的变压器级数施焊,提咼加热效果。
(3)正确控制热处理程度,对准焊的IV级钢筋,焊后热处理。
第一,避免快速加热或冷却;第二,正确控制加热温度。
(4)加快临近顶锻时的烧化程度,加快顶锻速度,增大顶锻压力。
(5)在保证稳定闪光的前提下尽量选择较低的次级空载电压(闪光电流密度),以防止焊接热影响区过热。

82B盘条脆断原因分析摘要:大规格82B盘条尽管经过时效处理,但在吊运或酸洗后置于放线架上或仅经过第1道拉拔后还会产生断裂。
通过对3类典型断口的分析和讨论,说明82B盘条中的异常组织和表面缺陷是造成其自然脆断的主要原因。
关键词:82B盘条;自然脆断;异常组织;表面缺陷82B高碳盘条是生产高强度低松弛预应力钢丝和钢绞线的主要原料。
为了节能降耗,用户普遍取消了在拉拔之前的退火或铅浴淬火工艺,大都将高速线材轧机生产的高碳钢盘条(经斯太尔摩控制冷却)直接用于拉拔,再经成品稳定化处理后生产出符合ASTM和BS标准的预应力混凝土用钢丝和钢绞线[1]。
1脆断状况湘钢于2003年开发82B高碳盘条,投放市场后基本上能为用户所接受,但有极个别大规格的82B 盘条尽管经过一段时间的时效处理,在吊运过程中或酸洗后置于放线架上用手拉、掰或仅经过第1道次、第2道次拉拔后就产生自然断裂,断口附近一般无缩颈、相对较平齐。
为此取吊运过程中、酸洗后置于放线架上和经过第1道次或第2道次拉拔后产生的3类断口试样进行分析,探讨其断裂的原因。
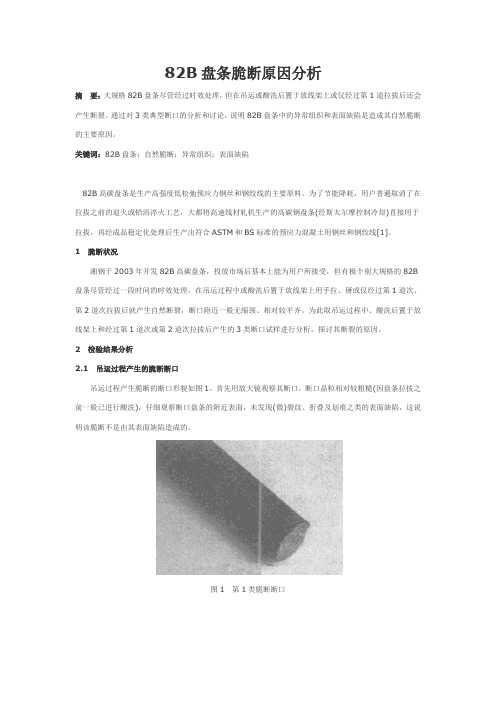
2检验结果分析2.1吊运过程产生的脆断断口吊运过程产生脆断的断口形貌如图1。
首先用放大镜观察其断口,断口晶粒相对较粗糙(因盘条拉拔之前一般已进行酸洗),仔细观察断口盘条的附近表面,未发现(微)裂纹、折叠及划痕之类的表面缺陷,这说明该脆断不是由其表面缺陷造成的。
图1第1类脆断断口在断口处截取横断面和纵断面做金相组织和夹杂物检验,检验结果:有A0.5和D1类夹杂物;金相组织是索氏体+珠光体+少量铁素体,边缘存在大量网状、颗粒状碳化物,图2、图3是经过3%硝酸酒精溶液腐蚀后的金相组织;索氏体化率为80%~85%。
图2高倍金相组织×500 图3金相组织×200该脆断断口试样中的夹杂物总级别为1.5级,相对不高;除边缘局部位置外,金相组织为索氏体、珠光体和少量铁素体;未发现马氏体等异常金相组织;其索氏体含量也达2.5~2级,这不会导致盘条产生脆断。
螺纹钢热处理后脆断的原因1.引言1.1 概述螺纹钢是一种常用的建筑材料,广泛应用于建筑结构、桥梁、道路等领域。
在螺纹钢的制造过程中,经过热处理是必不可少的一步。
热处理可以改变螺纹钢的组织结构和性能,增加其强度和韧性,从而提高其使用寿命。
然而,尽管热处理对螺纹钢的性能有很大的影响,但在实际生产中,我们常常会遇到螺纹钢热处理后出现脆断的情况。
这种脆断现象会严重影响螺纹钢的使用效果和安全性。
本文将会就螺纹钢热处理后脆断的原因进行深入分析和探讨。
我们将首先介绍热处理对螺纹钢的影响,包括热处理的定义、目的以及对螺纹钢性能的影响。
其次,我们将集中讨论螺纹钢热处理后脆断的原因,包括热处理过程中的温度控制不当和冷却速率不合适。
最后,我们将总结热处理对螺纹钢的影响,并归纳螺纹钢热处理后脆断的原因,以期提出相应的解决方案和改进措施。
通过对螺纹钢热处理后脆断的原因进行深入研究,可以帮助我们更好地理解螺纹钢的性能及其与热处理的关系,进一步改善螺纹钢的制造工艺,提高螺纹钢产品的质量和可靠性。
1.2文章结构文章结构是组织和分配内容的框架,它有助于读者理清文章的逻辑顺序和思路。
在本文中,文章结构如下:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 热处理对螺纹钢的影响2.1.1 热处理的定义和目的2.1.2 热处理对螺纹钢性能的影响2.2 螺纹钢热处理后脆断的原因2.2.1 热处理过程中的温度控制不当2.2.2 热处理过程中的冷却速率不合适3. 结论3.1 总结热处理对螺纹钢的影响3.2 归纳螺纹钢热处理后脆断的原因文章结构的作用是使读者能够清晰地了解文章的内容安排,并能够跟随逻辑思路进行阅读和理解。
通过合理的结构安排,读者可以更好地把握文章的主题和论述,使整篇文章更有条理和逻辑性。
1.3 目的本文的目的是探讨螺纹钢经过热处理后脆断的原因。
通过对热处理对螺纹钢的影响进行分析,我们可以了解到热处理过程中可能存在的温度控制和冷却速率不当等问题,从而揭示出导致螺纹钢脆断的具体原因。
钢材的热脆现象名词解释
钢材的热脆现象是指在高温下,钢材的脆性增加,容易发生断裂或开裂的现象。
这种现象主要由于钢材中的碳元素与铁元素形成碳化物的倾向性增加,导致晶界的脆性增加。
当钢材受到高温加热时,晶界处的碳化物会发生聚集,形成脆性相,从而降低了钢材的韧性和延展性,使其更容易发生断裂或开裂。
热脆现象在钢材的加工、焊接和热处理过程中尤为重要。
当钢材受到高温热处理或焊接时,如果温度过高或冷却速度不合适,就容易引发热脆现象,导致钢材的性能下降甚至失效。
因此,在钢材的加工和使用过程中,需要合理控制温度和冷却速度,选择合适的热处理工艺和焊接方法,以避免热脆现象的发生。
为了防止钢材的热脆现象,可以采取一些措施,例如添加合适的合金元素,如镍、铬、钼等,来稀释碳元素的浓度,减少碳化物的形成;控制加热和冷却速度,避免快速冷却引发热应力;进行适当的预热和后热处理,以改善钢材的晶界结构和性能等。
这些措施可以有效地减少钢材的热脆现象,提高其韧性和可靠性。
图2 夹杂物形貌(未腐蚀,X100)从检验结果可看出,盘条中夹杂物级别不高,且全为球状氧化物,对盘条塑性影响不大,不是导致塑性低的主要原因。
但试样中心部位出现了网状渗碳体,索氏体质量分数约为75%,且形成了粗片状的珠光体和较粗大的珠光体团,这些网状碳化物起着分割晶粒、削弱晶粒与品粒之间的结合力的作用,从而使得盘条的强度和塑性均显著下降。
索氏体质量分数低以及网状碳化物的攒在均不利于提高钢的塑性。
并且试样中心形成了少量的马氏体,马氏体是一种硬而脆的相,会显著降低钢的塑性,因而材料的延伸率和而缩率均较低。
(3)盘条表面微裂纹导致断裂的断口检验分析把尺寸由Ф11mm的82B盘条进行8道次拉拔至Ф5.06 mm,在拉拔过程中,多次出现断裂,其断口形貌见图3,由图可见,断口表面较光滑,无粗大晶粒。
在断口处取样作夹杂物和金相组织检验,发现夹杂物级别较低。
从金相检验结果看,钢中夹杂物不是产生脆断的主要原因。
取断口试样在扫描电镜下进行观察,其断口微观形貌如图4所示。
由图知,断面均为韧窝特征,且断口上未发现异常冶金缺陷。
图3 断口形貌实物图图4 断口微观形貌(X1000)对此把该炉号的盘条(直径分别为Ф11 mm和Ф6.5 mm),在1:1盐酸水溶液进行热酸浸,结果发现,连铸坯存在较明显的中心裂纹、角部裂纹和缩孔,同时盘条表面形成细小的微裂纹。
因此,所对应断裂起源部位的钢丝表面均存在不同程度的表面微裂纹,该表面微裂纹可能与拉拔前盘条表面状态某种缺陷相对应,从而导致了钢丝拉拔过程中的断裂。
3. 结论(1)82B高碳钢盘条中碳、硅、铬和锰的偏析,易形成网状渗碳体,加上组织中索氏体含量偏低,形成粗片状珠光体和珠光体团,这些异常的金相组织和大型脆性夹杂物是82B高碳钢盘条产生脆断的主要原因。
(2)轧制过程中,盘条表面产生的微裂纹和中心孔洞也会导致其塑性下降,从而产生脆断。