磨床的种类
- 格式:ppt
- 大小:2.12 MB
- 文档页数:41
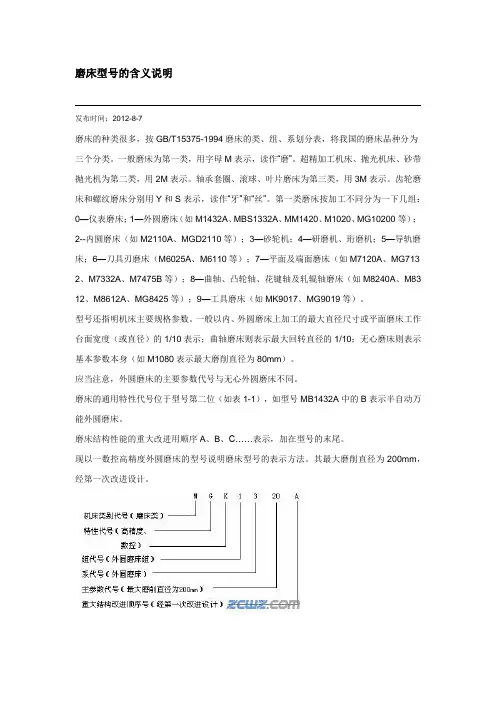
磨床型号的含义说明发布时间:2012-8-7磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3M表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
第一类磨床按加工不同分为一下几组:0—仪表磨床;1—外圆磨床(如M1432A、MBS1332A、MM1420、M1020、MG10200等);2--内圆磨床(如M2110A、MGD2110等);3—砂轮机;4—研磨机、珩磨机;5—导轨磨床;6—刀具刃磨床(M6025A、M6110等);7—平面及端面磨床(如M7120A、MG713 2、M7332A、M7475B等);8—曲轴、凸轮轴、花键轴及轧辊轴磨床(如M8240A、M83 12、M8612A、MG8425等);9—工具磨床(如MK9017、MG9019等)。
型号还指明机床主要规格参数。
一般以内、外圆磨床上加工的最大直径尺寸或平面磨床工作台面宽度(或直径)的1/10表示;曲轴磨床则表示最大回转直径的1/10;无心磨床则表示基本参数本身(如M1080表示最大磨削直径为80mm)。
应当注意,外圆磨床的主要参数代号与无心外圆磨床不同。
磨床的通用特性代号位于型号第二位(如表1-1),如型号MB1432A中的B表示半自动万能外圆磨床。
磨床结构性能的重大改进用顺序A、B、C……表示,加在型号的末尾。
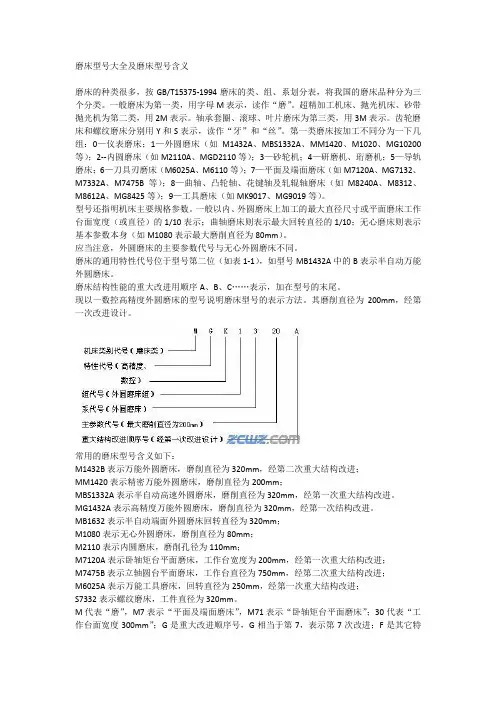
现以一数控高精度外圆磨床的型号说明磨床型号的表示方法。
其最大磨削直径为200mm,经第一次改进设计。
常用的磨床型号含义如下:M1432B表示万能外圆磨床,最大磨削直径为320mm,经第二次重大结构改进;MM1420表示精密万能外圆磨床,最大磨削直径为200mm;MBS1332A表示半自动高速外圆磨床,最大磨削直径为320mm,经第一次重大结构改进。
各种磨床的加工精度磨床是为了适应工件精密加工而出现的一种机床,它是精密加工机床的一种。
磨床是用非金属的磨具或磨料加工工件各种表面的机床。
通常磨具旋转为主运动,工件的旋转与移动或磨具的移动为进给运动。
通常把使用砂轮加工的机床称为磨床,如外圆磨床,平面磨床,而把用油石、研磨料作为切削工具的机床称为精磨机床。
掌握经过一般磨削后和精密磨削后可达到的加工精度和表面粗糙度。
一. 磨床的特点(1)切削工具是由无数细小、坚硬、锋利的非金属磨粒粘结而成的多刃工具,并且做高速旋转的主运动。
(2)万能性强,适应性更广,它能加工其他机床不能加工的材料和零件。
(3)磨床种类多,范围广,能适应磨削各种加工表面、工件形状及生产批量的要求。
(4)磨削加工余量小,生产效率高,容易实现自动化和半自动化,可广泛用于流水线和自动线中。
(5)磨削精度高,表面质量高,可进行一般普通精度磨削,也可以进行精密磨削和高精度级磨削加工。
二. 内圆磨床应用范围:内圆磨床主要用于磨削内圆柱、内圆锥面及端面等。
分类:主要类型有普通内圆磨床、行星式内圆磨床、坐标磨床及专门用途内圆磨床等。
组成:床身、工作台、头架、尾架、砂轮架、滑台。
主参数:最大磨削孔径。
三. 外圆磨床分类:外圆磨床分为普通外圆磨床和万能外圆磨床加工范围:在普通外圆磨床上可磨削工件的外圆柱面和外圆锥面,在万能外圆磨床上还能磨削内圆柱面和内圆锥面和端面。
组成:床身、工作台、头架、尾架、砂轮架及液压操纵系统。
主参数为最大磨削直径。
四. 磨床的分类磨床的种类很多,按加工性质和用途不同可分为三类:(1)普通磨床。
如内、外圆磨床、平面磨床、无心磨床、工具磨床等。
(2)精加工磨床。
如超精加工磨床等(3)专门化磨床。
如曲轴磨床、花键轴磨床、叶片磨床等。
五. 平面磨床应用:磨削工件的平面:分类:根据工作台形状不同,可分为矩形工作台和圆形工作台两种。
主参数:矩形工作台平面磨床的主参数为工作台宽度,圆台平面磨床的主参数为工作台面直径。

磨床型号的含义说明Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT磨床型号的含义说明发布时间:2012-8-7磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3M 表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
第一类磨床按加工不同分为一下几组:0—仪表磨床;1—外圆磨床(如M1432A、MBS1332A、MM1420、M1020、MG10200等);2--内圆磨床(如M2110A、MGD2110等);3—砂轮机;4—研磨机、珩磨机;5—导轨磨床;6—刀具刃磨床(M6025A、M6110等);7—平面及端面磨床(如M7120A、MG7132、M7332A、M7475B等);8—曲轴、凸轮轴、花键轴及轧辊轴磨床(如M8240A、M8312、M8612A、MG8425等);9—工具磨床(如MK9017、MG9019等)。
型号还指明机床主要规格参数。
一般以内、外圆磨床上加工的最大直径尺寸或平面磨床工作台面宽度(或直径)的1/10表示;曲轴磨床则表示最大回转直径的1/10;无心磨床则表示基本参数本身(如M1080表示最大磨削直径为80mm)。
应当注意,外圆磨床的主要参数代号与无心外圆磨床不同。
磨床的通用特性代号位于型号第二位(如表1-1),如型号MB1432A中的B表示半自动万能外圆磨床。
磨床结构性能的重大改进用顺序A、B、C……表示,加在型号的末尾。
现以一数控高精度外圆磨床的型号说明磨床型号的表示方法。
其最大磨削直径为200m m,经第一次改进设计。
常用的磨床型号含义如下:M1432B表示万能外圆磨床,最大磨削直径为320mm,经第二次重大结构改进;MM1420表示精密万能外圆磨床,最大磨削直径为200mm;MBS1332A表示半自动高速外圆磨床,最大磨削直径为320mm,经第一次重大结构改进。
磨床型号大全及磨床型号含义磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3M表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
第一类磨床按加工不同分为一下几组:0—仪表磨床;1—外圆磨床(如M1432A、MBS1332A、MM1420、M1020、MG10200等);2--内圆磨床(如M2110A、MGD2110等);3—砂轮机;4—研磨机、珩磨机;5—导轨磨床;6—刀具刃磨床(M6025A、M6110等);7—平面及端面磨床(如M7120A、MG7132、M7332A、M7475B等);8—曲轴、凸轮轴、花键轴及轧辊轴磨床(如M8240A、M8312、M8612A、MG8425等);9—工具磨床(如MK9017、MG9019等)。
型号还指明机床主要规格参数。
一般以内、外圆磨床上加工的最大直径尺寸或平面磨床工作台面宽度(或直径)的1/10表示;曲轴磨床则表示最大回转直径的1/10;无心磨床则表示基本参数本身(如M1080表示最大磨削直径为80mm)。
应当注意,外圆磨床的主要参数代号与无心外圆磨床不同。
磨床的通用特性代号位于型号第二位(如表1-1),如型号MB1432A中的B表示半自动万能外圆磨床。
磨床结构性能的重大改进用顺序A、B、C……表示,加在型号的末尾。
现以一数控高精度外圆磨床的型号说明磨床型号的表示方法。
其磨削直径为200mm,经第一次改进设计。
常用的磨床型号含义如下:M1432B表示万能外圆磨床,磨削直径为320mm,经第二次重大结构改进;MM1420表示精密万能外圆磨床,磨削直径为200mm;MBS1332A表示半自动高速外圆磨床,磨削直径为320mm,经第一次重大结构改进。
MG1432A表示高精度万能外圆磨床,磨削直径为320mm,经第一次结构改进。
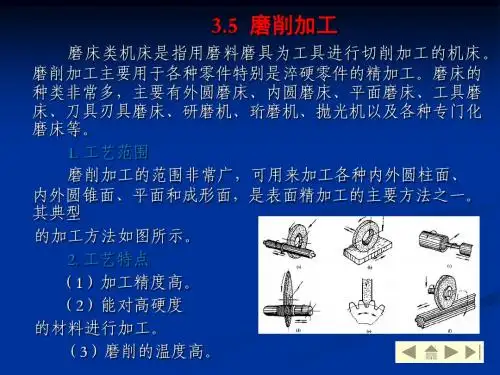
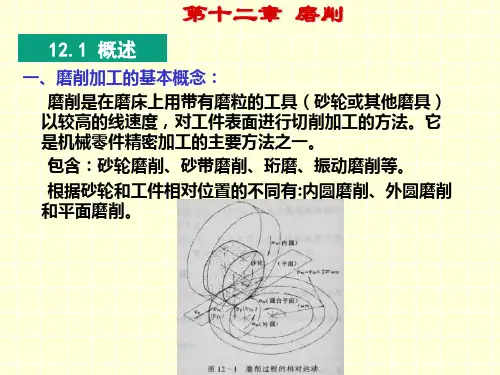
3.4 磨床3.4.1 磨床的工艺特点与类型采用磨料或非金属的磨具(如砂轮、砂带、油石和研磨剂等)对工件表面进行加工的机床称为磨床,它是为了适应工件精密加工而出现的一种机床,是精密加工机床的一种。
通常磨具旋转为主运动,工件的旋转与移动或磨具的移动为进给运动。
通常把使用砂轮加工的机床称为磨床,如外圆磨床、平面磨床,而把用油石、研磨料作为切削工具的机床称为“精磨机床”。
1.磨床的工艺特点(1) 切削工具是由无数细小、坚硬、锋利的非金属磨粒粘结而成的多刃工具,并且作高速旋转的主运动。
(2) 万能性强,适应性广。
它能加工其他普通机床不能加工的材料和零件,尤其适用于加工硬度很高的淬火钢件或其他高硬度材料。
(3) 磨床种类多,范围广。
由于高速磨削和强力磨削的发展,磨床已经扩展到零件的粗加工领域和精密毛坯制造领域,很多零件可以不必经过其他加工而直接由磨床加工成成品。
(4) 磨削加工余量小,生产效率较高,更容易实现自动化和半自动化,可广泛用于流水线和自动线加工。
(5) 磨削精度高,表面质量好,可进行一般普通精度磨削,也可以进行精密磨削和高精度磨削加工。
2.磨床的类型磨床的种类很多,按用途和采用的工艺方法不同,大致可分为以下几类。
(1)外圆磨床主要磨削回转表面,包括万能外圆磨床、外圆磨床及无心外圆磨床等。
外圆磨床分为普通外圆磨床和万能外圆磨床,在普通外圆磨床上可磨削工件的外圆柱面和外圆锥面,在万能外圆磨床上还能磨削内圆柱面和内圆锥面和端面,外圆磨床的主参数为最大磨削直径。
(2)内圆磨床主要包括内圆磨床、无心内圆磨床及行星内圆磨床等。
(3)平面磨床用于磨削各种平面,包括卧轴矩台平面磨床、立轴矩台平面磨床、卧轴圆台平面磨床及立轴圆台平面磨床等。
工作台可分为矩形工作台和圆形工作台两种,矩形工作台平面磨床的主参数为工作台台面宽度,圆台平面磨床的主参数为工作台台面直径。
(4)工具磨床。
用于磨削各种工具,如样板或卡板等,包括工具曲线磨床、钻头沟槽(螺旋槽)磨床、卡板磨床及丝锥沟槽磨床等。
第1章绪论1.1 磨床的类型与用途1.1.1 磨床的类型及其特点用磨料磨具(砂轮、砂带、油石和研磨料等)为工具进行切削加工的机床,统称为磨床(英文为Grinding machine),它们是因精加工和硬表面的需要而发展起来的。
磨床种类很多,主要有:外圆磨床、内圆磨床、平面磨床、工具磨床和用来磨削特定表面和工件的专门化磨床,如花键轴磨床、凸轮轴磨床、曲轴磨床等。
对外圆磨床来说,又可分为普通外圆磨床、万能外圆磨床、无心外圆磨床、宽砂轮外圆磨床、端面外圆磨床等以上均为使用砂轮作切削工具的磨床。
此外,还有以柔性砂带为切削工具的砂带磨床,以油石和研磨剂为切削工具的精磨磨床等。
磨床与其他机床相比,具有以下几个特点:1、磨床的磨具(砂轮)相对于工件做高速旋转运动(一般砂轮圆周线速度在35米/秒左右,目前已向200米/秒以上发展);2、它能加工表面硬度很高的金属和非金属材料的工件;3、它能使工件表面获得很高的精度和光洁度;4、易于实现自动化和自动线,进行高效率生产;5、磨床通常是电动机---油泵---发动部件,通过机械,电气,液压传动---传动部件带动工件和砂轮相对运动---工件部分组成。
1.1.2 磨床的用途磨床可以加工各种表面,如内、外圆柱面和圆锥面、平面、渐开线齿廓面、螺旋面以及各种成形表面。
磨床可进行荒加工、粗加工、精加工和超精加工,可以进行各种高硬、超硬材料的加工,还可以刃磨刀具和进行切断等,工艺范围十分广泛。
随着科学技术的发展,对机械零件的精度和表面质量要求越来越高,各种高硬度材料的应用日益增多。
精密铸造和精密锻造工艺的发展,使得有可能将毛坯直接磨成成品。
高速磨削和强力磨削,进一步提高了磨削效率。
因此,磨床的使用范围日益扩大。
它在金属切削机床所占的比重不断上升。
目前在工业发达的国家中,磨床在机床总数中的比例已达30%----40%。
据1997年欧洲机床展览会(EMO)的调查数据表明,25%的企业认为磨削是他们应用的最主要的加工技术,车削只占23%,钻削占22%,其它占8%;而磨床在企业中占机床的比例高达42%,车床占23%,铣床占22%,钻床占14%[3]。
磨床种类及功用
磨床是一种用来磨削各种金属和非金属材料的机械设备。
磨床分
为许多种类,下面我们将详细介绍磨床的种类及其功用。
1. 平面磨床
平面磨床主要用于平面零件的加工和研磨,可以磨平、磨光金属
零件表面,达到高精度的加工要求,同时也可磨削各种硬度的工件。
2. 内圆磨床
内圆磨床是用来加工内圆的一种磨床,主要用于加工轴承、齿轮、气缸套等零件,可以磨削出高精度和高表面质量的产品。
3. 外圆磨床
外圆磨床是用来加工外圆的一种磨床,主要用于加工轴承、齿轮、液压油缸、滚轮等零件,可以磨削出高精度和高表面质量的产品。
4. 中心磨床
中心磨床主要用于加工中心孔,具有高精度和高效率的特点,主
要用于磨削轮胎花键、轴心等。
5. 车床磨床
车床磨床是将车床和磨床功能融合在一起的设备,可以完成车床
和磨床的工作,用途非常广泛。
6. 立式磨床
立式磨床是一种对称结构的磨床,分为单轨和双轨两种,可以加工大型、较长的工件,具有高效率和高精度的特点。
总之,磨床在工业上扮演了重要角色,广泛的应用于金属和非金属材料的加工,种类很多,各有各的优缺点。
在选择适合自己的磨床时,需要综合考虑加工工件的形状、质量要求、生产效率、经济成本等因素,并选择适合的磨削工艺和工具来实现高精度加工。
工具种类床曲轴
具等主要
尾座架和速旋工件
上 用磨具对工件类很多,、无心磨轴磨床、的砂带磨。
图所示
要结构有座等部件和工作头旋转运动件旋转的
间歇切入磨料或磨件表面进主要有磨床、工具导轨磨磨床以及示为万能有床身、件。
万能头架都能动,进给运的周向进
入的横向具(砂轮进行磨削加有外圆磨床具磨床和磨床)等。
及以油石和能外圆磨床工作头能磨床比外能逆时针旋运动有:进给运动;向进给运动
型万轮、砂带加工的机床、万能和各种专。
此外,和研磨剂床,用于架、工作外圆磨床旋转一定工作台带;砂轮架动。
万能外圆带、油石或机床,统能磨床、专门化磨床还有以剂为切削于磨削内作台、砂床多一个定角度。
带动工件架在工作
磨床
或研磨料统称为磨床内圆磨床床( 如螺柔性砂带工具的精、外旋转砂轮架、个内圆磨具主运动是件的纵向
台移动至料等)作床。
磨床床、平面螺纹磨床带为切削精磨磨床转表面。
内圆磨具具,且砂是砂轮的向进给运动
至两端位作为床的面磨床、削工床
其具、砂轮的高动;位置
1—床身2—工作头架3—工作台4—内圆磨具
5—砂轮架6—尾座7—液压控制箱
万能磨床的加工方式如图所示,图a)为纵向进给磨削外圆柱表面;图b)为工作台旋转一角度,纵向进给磨削外圆锥表面;图c)为砂轮架旋转一角度,横向进给磨削外圆锥表面;图d)为工作头架旋转一角度,横向进给磨削外圆锥表面;图e)为内圆磨具磨内孔,若要磨锥孔,工作头架应旋转一角度。
金工实习报告磨床一、前言在我的大学金工实习中,我所掌握的最重要的技能之一就是使用磨床加工金属。
磨床是金属加工领域中常见的机器工具之一,使用它可以对金属进行精细加工,切削和磨光。
在本文中,我将分享我的磨床实习经验。
二、磨床的种类磨床有多种不同的种类和配置,这些不同的种类和配置可以用于加工不同类型和形状的零件。
以下是一些最常用的磨床类型:1. 平面磨床平面磨床用于加工平面上的工件表面,能够呈现出高度精细的表面质量。
这种磨床通常用于制造滑动表面和可移动机械零件。
2. 圆柱磨床圆柱磨床用于加工铸件、轴承、齿轮和其他旋转工件的外圆面和端面。
这种磨床可以产生高度精细的外表面和精确的尺寸。
3. 内圆磨床内圆磨床用于加工孔和管道内部的表面,能够产生高度精细的表面质量。
这种磨床可以用于加工内圆面为零件提供准确的直径和精度。
4. 面磨床面磨床用于加工较大的零件,能够产生高度平坦的表面和精确的尺寸。
这种磨床通常用于加工机床的支撑面和机械结构零件。
三、磨床操作步骤磨床的操作步骤通常包括以下内容:1. 加工前的准备在进行磨床加工之前,需要先将工件清洁干净并夹在夹头上。
然后,需要选择适当的砂轮和磨削刃和调整砂轮直径以适应工件的尺寸。
2. 加工过程在开始加工之前,需要切换磨头的转子以选择适当的转速和磨削速度。
接下来,需要先用磨石砂轮打磨工件的初步表面。
然后使用更细的磨削粒度的砂轮逐步磨削工件,直到达到所需的精度和表面质量。
加工过程中还需要注意控制加工的深度,以避免砂轮过度累积热量而造成破损和表面糊状块。
3. 检查和清洁一旦完成了加工过程,需要对加工的工件进行检查以确保其质量。
这通常需要使用低功率显露镜或高功率激光显微镜来检测工件的表面质量。
最后,需要将磨床彻底清洁并保养它以确保其平稳运作。
四、磨床实习心得在我的实习期间,我认识到在使用磨床进行金属加工时,安全非常重要。
操作时需要戴上保护手套、护目镜和防护衣来保护自己的安全。
我还发现,正确选用砂轮、调整磨削刃和控制深度是获得高质量加工效果的关键因素。