外排屑深孔钻削DF系统的设计与研究
- 格式:pdf
- 大小:177.02 KB
- 文档页数:3

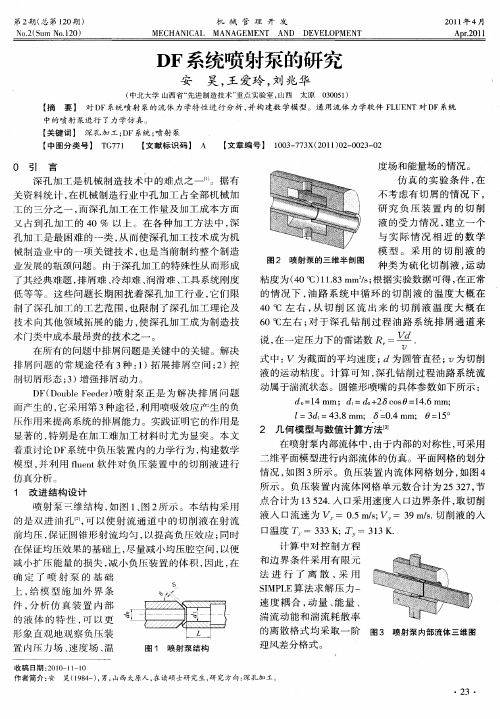
旋转DF系统的多结构参数建模及结构设计庞俊忠;潘杰;常豆豆【摘要】Aiming at the problems of the difficult chip removal and low efficiency in deep hole ma-chining,a DF drilling system integrated with rotatable cutting tool was designed.Based on the fluid mechanics theory,a multi-structural parameter mathematical modeling on DF system of deep hole machine was established.The variations of chip sucking effects versus the main structure parameters were revealed and the optimal parameter combination was obtained.Then,the rotating DF system structures were improved and its parameters were optimized.The results serve as references of the op-timization design on the chip conveyor of the deep-hole machine tool.%针对深孔加工中排屑难、效率低的问题,设计出一种具有刀具旋转功能的 DF 钻削系统。
基于流体力学理论建立了深孔机床DF系统的多结构参数数学模型,揭示了主要结构参数对负压抽屑效果的影响规律,获取了最佳的参数组合。
进一步地,对现有旋转 DF 系统进行了结构完善及参数优化。

石油机械2016 年第 44 卷第11 期CHINA PETROLELM MACHINERY一19 一◄钻井技术与装备►基于CFD模拟的钻屑清除器的优化设计与分析+裴峻峰1王兵1沈建中2曹建山2(1.常州大学机械工程学院2.华东油气分公司石油工程技术研究院)摘要:为了对钻屑清除器周边的钻井液流场进行全面、准确分析,对钻屑清除器周边的钻井 液流场进行了仿真。
采用正交试验的设计方法,对钻屑清除器进行了轴向速度、径向速度和湍流 强度的FLUENT模拟,并对流域内距离井眼壁面3.5 mm直线上的模拟结果进行了极差分析和方 差分析,科学地解释了主要结构参数及工艺参数对钻井液流场内轴向速度、径向速度和湍流强度 的影响规律,对其结构参数提出优化建议。
通过对2次正交设计的试验结果进行极差分析、综合 平衡分析和方差分析,得到了最终的优化参数。
优化方案试验结果表现出较好的除岩和携岩效果。
研究结果为钻屑清除器的设计与工程应用提供了科学依据。
关键词:钻屑清除器;优化设计;正交试验;轴向速度;径向速度;湍流强度;计算流体力学中图分类号:TE921文献标识码:入如:10.16082/】.(:吐[^吼.100卜4578.2016.11.004Optimization Design and Analysis of Drilling CuttingRemoving Device Based on CFD SimulationPei Junfeng1Wang Bing1Shen Jianzhong2Cao Jianshan2(1. School o f Mechanical Engineering, Changzhou University; 2. Research Institute o f Petroleum, Engineering,Huadong OH and Gas Company)Abstract :To comprehensively and accurately analyze the drilling fluid flow field around cutting removing device,so that to provide necessary technical support for cutting removing structure optimization,the drilling fluid flow field around cutting removing device has been ing orthogonal experiment method,FLUENT simulations on axial velocity,radial velocity and turbulence intensity of drilling fluid around cutting removing device has been conducted.The range analysis and variance analysis on the simulation results on the straight line3.5 mm from the borehole wall has been carried out.The effect of the main structural parameters and process parameters on the axial velocity,radial velocity and turbulence intensity of drilling fluid has been explained,and then the structure parameter optimization of drilling cutting removing device has been proposed.The optimal parameters have been attained by the range analysis,overall balance analysis and variance analysis on the two orthogonal design test results.The optimization test results showed good cutting removing and carrying effect.The study results could provide scientific bases for the drilling cutting removing device design and engineering applications.Key words:cutting removing device;optimization design;orthogonal experiment;axial velocity;radial velocity;turbulence intensity;computational fluid dynamics严重的问题,它不仅影响钻井液正常循环,且容易0引言引起卡钻等井下事故的发生。

小直径深孔数控枪钻机床设计摘要::枪钻机床主要采用的是外排屑深孔钻削技术。
枪钻系统主要由中心架、导向排屑器、钻杆联结器和冷却润滑油路系统组成。
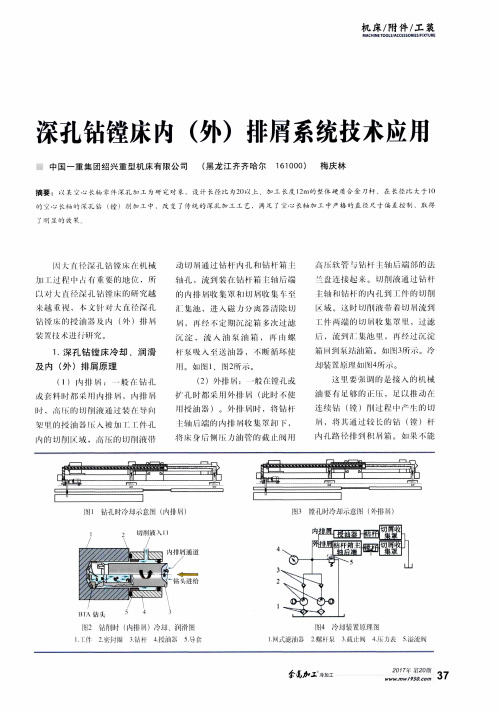
枪钻系统的工作原理是:切削液通过钻杆箱上受油孔进入钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻头外部的V型槽排出。
该系统主要用于小直径的深孔加工。
数控枪钻机床的主电机通常是交流电机,进给电机选用直流伺服电机,主轴箱的电机选用变频电机。
系统运动方式为直线控制系统,以便进行平行与机床主轴轴线的钻削加工。
主运动系统是钻头的旋转运动,为了合理选择钻削速度,使其换速平稳,实现不停车自动换速,选无极变速系统。
进给运动系统是主轴的直线运动,为保证一定的传动精度和平稳性,尽量减小摩擦力,选用滚珠丝杠直线导轨传动。
通过枪钻机床设计,阐述了枪钻在数控车床上的深孔应用,包括枪钻的加工原理和枪钻的结构以及机床各部件。
这里包括进给系统设计,主轴箱的设计,授油器的设计,工作台的设计。
这说明:枪钻具有加工精度高,加工时间短,钻头寿命高,排屑好的特点,尤其应用在数控车床上,相对应用专用的枪钻设备来说,所需的工装夹具少,备件少,成本低。
本课题还介绍了D F系统的工作原理及授油器原理,并将DF系统机理应用于外排屑深孔钻削中,设计出了外排屑小直径深孔钻削系统。
本文从经济性、实用性出发,针对小直径深孔钻削系统进行了较为详细的介绍,对外排屑DF系统的主要装置授油器作了详细的设计说明。
关键词:小直径深孔枪钻;数控车床;主轴箱;授油器;钻削系统The Design of Small Diameter Deep Hole Drilling MachineCNC gunAbstract: Gun drill machine is mainly outside the BTA deep hole drilling technique. Gun drill system consists of center frame ,oriented chip conveyor ,drill pipe couplings and cooling lubricating oil system components. Gun drill system works by:cuting fluid through the drill pipe into the drill hole by the boxes within,cooling and lubicationg to reach the head drill,and drill cutings from the discharge outside the V-groove.The syetem is mainly used for small diameter deep hole C gun drill machine are usually AC motor of main motor,feed motor DC servo motoe selction,headstock frequecy electrical motor selection .Mode of motion is linear control syetem for parallel with the axis of the drilling spindle.Main movetment is a bie of rotation syetem for drilling speed to a reasonable choice and to smooth exchange rate,without stopping the automatic change-speeg,infinitely variable speed selection systen.Feed motion is the main axis of linear motion systems,in oder to guarantee the transmission accuracy and smoothness to minimize friction,use ball screw linear guide drive.Thruogh the gun drill machine tool design,demonstrates the application for hole machining of gun drill, contains machining theory,structure and various parts of machine tools.The design has feeding system ,headstock,oil coolet grant and table.It shows that gun drill has characteristic on high precision ,quic machine ,long life ,good chip break,especially application on NC laths,it takes on less tools and spare parts ,low cost.The main topics on the DF system and the principle of Oil granted,and DF system mechanism for debris from outside escape of chips deep hole drilling,designed the small diameter deep hole drilling system. This article from the economic,practical starting, for small diameter deep hole drilling system a more detailed introduction and outside escape of chips DF system's main oil installations award for a detailed description of the design.Key words:small-diameter deep-holes gun drill;NC laths; headstock; oil coolet grant; drilling system目录1 绪论 (1)1.1本课题的背景及研究目的 (1)1.2国内外研究现状 (2)1.3枪钻机床的特点和设计 (2)1.4枪钻的结构 (4)1.5课题的研究方法 (4)1.6深孔加工的类型及特点 (5)1.6.1 深孔加工的特点 (5)1.6.2 深孔加工中要解决的主要问题 (5)2 深孔加工系统的类型及选择 (7)2.1常用深孔加工系统的简介 (7)2.1.1 枪钻系统 (7)2.1.2 BTA系统 (7)2.1.3 DF系统 (8)2.1.4 喷吸钻系统 (8)2.2DF系统的设计理论 (9)2.2.1 外排屑DF系统 (9)2.2.2 DF系统的抽屑机理 (10)3 数控枪钻机床总体方案设计 (12)3.1总体方案的设计 (12)3.2小直径数控枪钻机床钻削系统的设计 (13)3.2.1 授油器的分类及原理 (13)3.2.2 授油器的结构设计 (15)3.2.3 主轴箱的设计 (16)3.2.4 带传动的设计 (20)4 枪钻机床进给系统设计 (24)4.1进给系统的组成及特点 (24)4.2进给系统的电机选择 (25)4.3滚珠丝杠幅的安装 (25)4.4滚珠丝杠幅的计算 (27)4.5滚珠丝杠幅的防护和润滑 (32)4.6滚珠丝杠在高速数控机床上的应用 (32)4.7联轴器的选择 (33)4.8导轨的选择 (34)结论 (38)参考文献 (39)1绪论1.1本课题的背景及研究目的在机械加工过程中,经常会碰到深孔加工的难题,而深孔钻削在核能,航空航天,石油和天然气等行业有着广泛的应用。
深孔钻削中的切削参数优化与加工质量分析在现代制造工业中,深孔钻削是一种重要的加工方法,常用于加工长孔、直径小且深度大的工件,如汽车发动机缸体和油管等。
在深孔钻削过程中,切削参数的优化对于提高加工质量、降低成本和提高效率具有至关重要的作用。
本文将就深孔钻削中常见的切削参数进行分析与优化,并对加工质量进行评估。
深孔钻削中常见的切削参数包括进给速度、切削速度和钻削深度等。
进给速度是指工件相对于刀具在钻削方向上的移动速度,切削速度是指刀具在工件上旋转的速度,而钻削深度则表示每次切削中刀具与工件之间的距离。
首先,进给速度在深孔钻削中起到控制切削速率和排屑的作用。
进给速度过低会导致切屑过多,增加切削力,降低切削效率;而进给速度过高则会引起切削热量的集中,造成刀具的磨损加剧。
因此,在进行深孔钻削时,应根据工件材料和尺寸,合理选择进给速度,以保证切削效率和刀具寿命的平衡。
其次,切削速度也是影响深孔钻削质量的重要参数。
切削速度过低会导致切削力过大,增加刀具磨损和切屑的形成,同时也会影响加工表面质量;而切削速度过高则易使切削温度升高,从而影响工件表面的粗糙度和尺寸精度。
因此,在选择切削速度时,需要考虑材料的硬度、刀具的耐磨性以及机床的刚性等因素,并通过实验和经验进行优化。
最后,钻削深度的控制对于深孔钻削过程具有重要的影响。
较大的钻削深度能够提高加工效率,但过大的钻削深度会因切削力增加而导致工件变形和工具的振动,从而影响加工质量。
因此,在确定钻削深度时,应充分考虑工件的刚性和稳定性,并在保证加工质量的前提下,选择适当的钻削深度。
在深孔钻削中,切削参数的优化不仅要考虑切削效率,还要兼顾加工质量。
加工质量的评估主要包括表面粗糙度、尺寸精度和工件变形等指标。
表面粗糙度是衡量工件表面粗糙程度的指标,影响着工件的摩擦、附着和表面润滑等特性。
尺寸精度则是衡量工件尺寸精确度的指标,直接影响工件的组装和功能。
工件变形是指在加工过程中由于切削力和切削热引起的工件形状变化,影响工件的装配精度和稳定性。