冲压件通用检验规范
- 格式:doc
- 大小:352.50 KB
- 文档页数:5
1 目的对冲压件检验的方法、频次、项目和合格标准作出规定。
2 适用范围本规程适用于所有冲压件的检验。
3 抽样依据3.1 除非有特别说明,抽样依据按《抽样检验计划》规定的要求进行。
3.2 若客户有要求时,则依客户的要求抽样检验。
3.3 其它未列入的项目有必要时参照国家或行业标准执行。
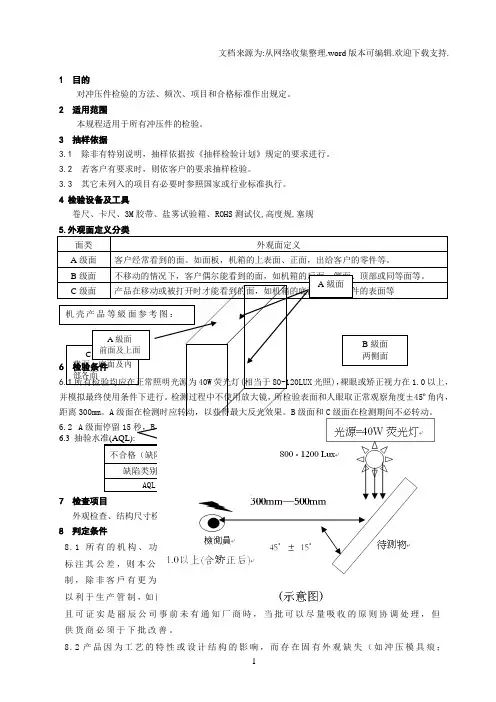
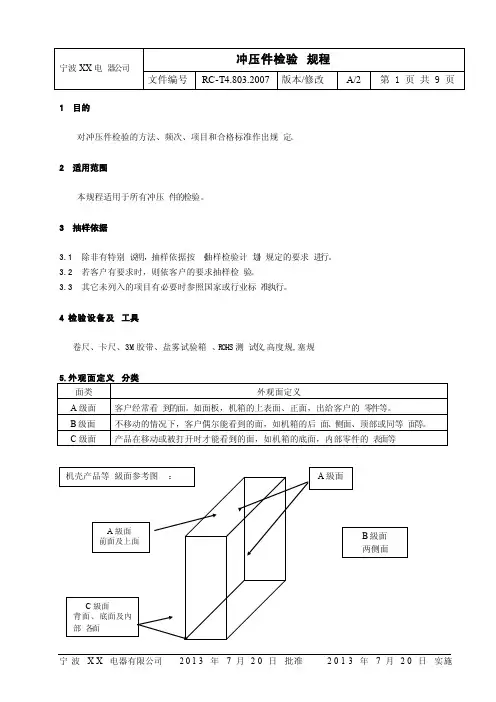
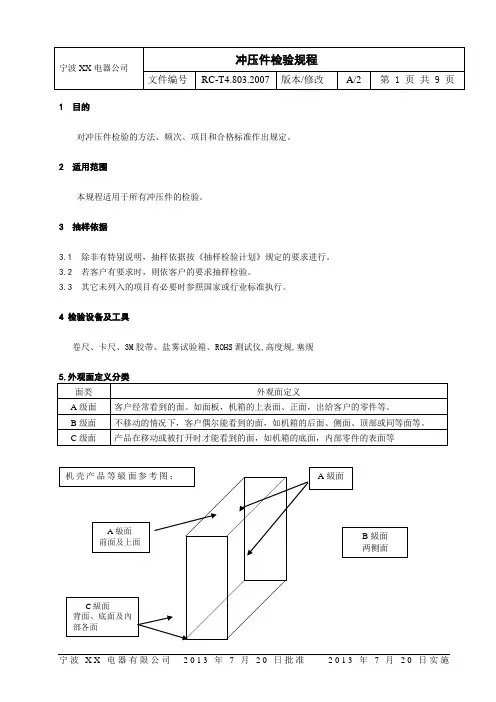
4 检验设备及工具卷尺、卡尺、3M 胶带、盐雾试验箱、ROHS 测试仪,高度规,塞规 面类 外观面定义A 级面 客户经常看到的面。
如面板,机箱的上表面、正面,出给客户的零件等。
B 级面 不移动的情况下,客户偶尔能看到的面,如机箱的后面、侧面、顶部或同等面等。
C 级面 产品在移动或被打开时才能看到的面,如机箱的底面,内部零件的表面等6 检验条件 6.1所有检验均应在正常照明光源为40W 荧光灯(相当于80-120LUX 光照),裸眼或矫正视力在1.0以上,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼取正常观察角度±45º角内,距离300mm 。
A 级面在检测时应转动,以获得最大反光效果。
B 级面和C 级面在检测期间不必转动。
6.2 A 级面停留15秒,B 级面停留10秒,C 级面停留5秒。
6.3 抽验水准(AQL):不合格(缺陷)类别 严重 主要 一般 缺陷类别代码A B C AQL1.52.57 检查项目外观检查、结构尺寸检查、材质检查、特定试验(包括盐雾试验、附着力试验等)、包装检查。
8 判定条件8.1所有的机构、功能要求以图面为准,关于机构尺寸公差如图面未直接于尺寸后标注其公差,则本公司孔的尺寸公差以±0.10mm 管制,其他尺寸以±0.20mm 进行管制,除非客戶有更为严格或特別要求。
QE 人員可视需要在SIP 制定時缩小其公差,以利于生产管制,如丽辰公司供货商的产品有因SIP 缩小公差管制的问题被判拒收,且可证实是丽辰公司事前未有通知厂商時,当批可以尽量吸收的原则协调处理,但供货商必须于下批改善。
1 目的对冲压件检验的方法、频次、项目和合格标准作出规定。
2 适用范围本规程适用于所有冲压件的检验。
3 抽样依据3.1 除非有特别说明,抽样依据按《抽样检验计划》规定的要求进行。
3.2 若客户有要求时,则依客户的要求抽样检验。
3.3 其它未列入的项目有必要时参照国家或行业标准执行。
4 检验设备及工具卷尺、卡尺、3M胶带、盐雾试验箱、R OHS测试仪,高度规,塞规6 检验条件6.1所有检验均应在正常照明光源为40W荧光灯(相当于80-120LUX光照),裸眼或矫正视力在1.0以上,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼取正常观察角度±45º角内,距离300m m。
A级面在检测时应转动,以获得最大反光效果。
B级面和C级面在检测期间不必转动。
6.2 A级面停留15秒,B级面停留10秒,C级面停留5秒。
6.3抽验水准(AQL):7 检查项目外观检查、结构尺寸检查、材质检查、特定试验(包括盐雾试验、附着力试验等)、包装检查。
8 判定条件8.1所有的机构、功能要求以图面为准,关于机构尺寸公差如图面未直接于尺寸后标注其公差,则本公司孔的尺寸公差以±0.10mm管制,其他尺寸以±0.20mm进行管制,除非客戶有更为严格或特別要求。
QE人員可视需要在SIP制定時缩小其公差,以利于生产管制,如丽辰公司供货商的产品有因SIP缩小公差管制的问题被判拒收,且可证实是丽辰公司事前未有通知厂商時,当批可以尽量吸收的原则协调处理,但供货商必须于下批改善。
8.2产品因为工艺的特性或设计结构的影响,而存在固有外观缺失(如冲压模具痕;电镀白斑、水紋,这类缺失通常以样品为基准進行判定,但其限度样品的建立需充分遵照本准则之要求,当未有建立样品時也可根据本标准進行判定。
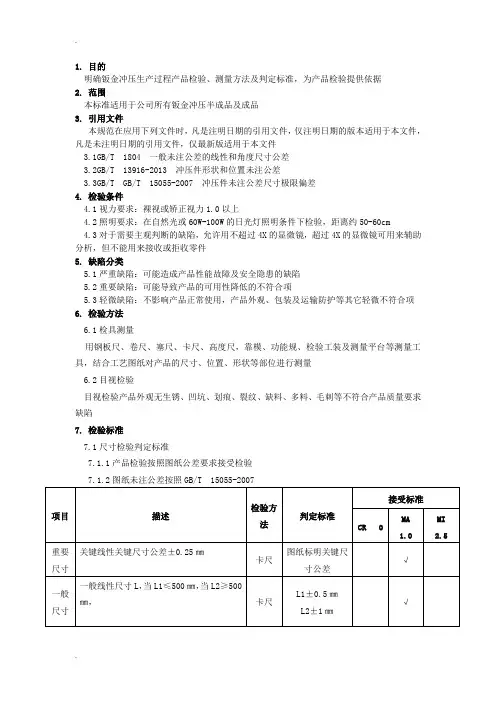
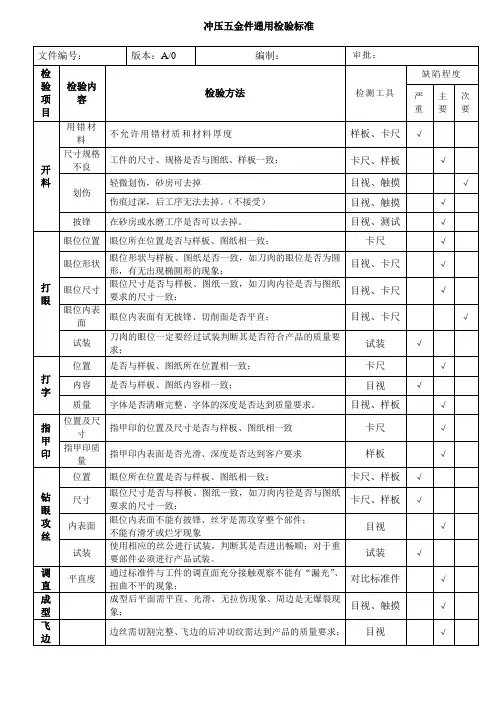
1. 目的明确钣金冲压生产过程产品检验、测量方法及判定标准,为产品检验提供依据2. 范围本标准适用于公司所有钣金冲压半成品及成品3. 引用文件本规范在应用下列文件时,凡是注明日期的引用文件,仅注明日期的版本适用于本文件,凡是未注明日期的引用文件,仅最新版适用于本文件3.1GB/T 1804 一般未注公差的线性和角度尺寸公差3.2GB/T 13916-2013 冲压件形状和位置未注公差3.3GB/T GB/T 15055-2007 冲压件未注公差尺寸极限偏差4. 检验条件4.1视力要求:裸视或矫正视力1.0以上4.2照明要求:在自然光或60W-100W的日光灯照明条件下检验,距离约50-60cm4.3对于需要主观判断的缺陷,允许用不超过4X的显微镜,超过4X的显微镜可用来辅助分析,但不能用来接收或拒收零件5. 缺陷分类5.1严重缺陷:可能造成产品性能故障及安全隐患的缺陷5.2重要缺陷:可能导致产品的可用性降低的不符合项5.3轻微缺陷:不影响产品正常使用,产品外观、包装及运输防护等其它轻微不符合项6. 检验方法6.1检具测量用钢板尺、卷尺、塞尺、卡尺、高度尺,靠模、功能规、检验工装及测量平台等测量工具,结合工艺图纸对产品的尺寸、位置、形状等部位进行测量6.2目视检验目视检验产品外观无生锈、凹坑、划痕、裂纹、缺料、多料、毛刺等不符合产品质量要求缺陷7. 检验标准7.1尺寸检验判定标准7.1.1产品检验按照图纸公差要求接受检验翻孔不均匀高度尺寸不符合图纸要求7.2外观检验判定标准坑包容易产生应力集中、喷涂后影响产品外观生产运输过程中产生挤压、磕碰、刮擦后留下的痕迹钣金件在折弯成型过程中产生的折痕,折皱现象编制:审核:批准:日期:日期:日期:。
1 目的对冲压件检验的方法、频次、项目和合格标准作出规定。
2 适用范围本规程适用于所有冲压件的检验。
3 抽样依据3.1 除非有特别说明, 抽样依据按《抽样检验计划》规定的要求进行。
3.2 若客户有要求时, 则依客户的要求抽样检验。
3.3 其它未列入的项目有必要时参照国家或行业标准执行。
4 检验设备及工具卷尺、卡尺、 3M胶带、盐雾试验箱、 ROHS测试仪,高度规,塞规5.外观面定义分类C級面背面、底面6 检验条件6.1所有检验均应在正常照明光源为40W荧光灯(相当于80-120LUX光照), 裸眼或矫正视力在1.0以上, 并模拟最终使用条件下进行。
检测过程中不使用放大镜, 所检验表面和人眼取正常观察角度±45º角内, 距离300mm。
A级面在检测时应转动, 以获得最大反光效果。
B级面和C级面在检测期间不必转动。
6.2 A级面停留15秒, B级面停留10秒, C级面停留5秒。
6.3抽验水准(AQL):不合格( 缺陷) 类别严重主要一般缺陷类别代码 A B CAQL 0 1.5 2.57 检查项目外观检查、结构尺寸检查、材质检查、特定试验( 包括盐雾试验、附着力试验等) 、包装检查。
8 判定条件8.1所有的机构、功能要求以图面为准, 关于机构尺寸公差如图面未直接于尺寸后标注其公差, 则本公司孔的尺寸公差以±0.10mm管制, 其它尺寸以±0.20mm进行管制, 除非客戶有更为严格或特別要求。
QE人員可视需要在SIP制定時缩小其公差, 以利于生产管制, 如丽辰公司供货商的产品有因SIP缩小公差管制的问题被判拒收, 且可证实是丽辰公司事前未有通知厂商時, 当批能够尽量吸收的原则协调处理, 但供货商必须于下批改进。
8.2产品因为工艺的特性或设计结构的影响, 而存在固有外观缺失( 如冲压模具痕; 电镀白斑、水紋, 这类缺失一般以样品为基准進行判定, 但其限度样品的建立需充分遵照本准则之要求, 当未有建立样品時也可根据本标准進行判定。
冲压件检验标准.docx冲压件检验判定标准一、量判定基本定1、某些描述中使用的一些主价的定:微的:指容易接受的,感不太明、不太大、力量很小、不太持久的。
明的:指突出的、清晰的、不用置疑的。
著的:指非常突出的、一定察得到的、明突出的、完全清晰可的。
2、冲件在整上分区定汽分三个区域:两个外区和一个内区。
A区:汽的上部至身腰,分界:身腰装条或保条的下身腰装槽下身上开合件框的有关部位:汽内 2 区的某些部位,从外面完全看的,可根据具体情况做 1 区理B区:坐在司机或乘客座位上,关上后能看得的部位,位于:身腰以上所有上能看的部位, 身周 , 身框以及:后窗,后行李箱隔板, 尾内板,身尾框,行李箱, 机,机罩内表面,天窗窗框,油箱加注孔入口所有坐在司机或乘客座位上,关上能看的的,位于身腰以下的部位。
C区:位于身装条或保条以下的部分、不影响客直效果的部位。
3、基本条件定:站立,在缺陷扣分区内,在冲件四周,离件1 米行允俯身,但不能蹲下涉及到隙及高低不平的缺陷,予以量判。
4、 :–是靠、触?? 行判的. 。
–只有在有疑的情况下,才使用具,根据隙准的定或有关基本准的定来核或明确某些缺陷的扣分:· 隙及高低不平的使用塞尺· 冲件上的坑包、麻点的要使用面· 表面使用尺子5.缺陷分–外 :裂 ,坑包,起麻点形材料缺陷起,波,棱毛刺拉毛,划圆角叠料压痕其它冲压件判定标准判定描述一区二区项目三区外部内部外部内部1、封闭裂纹长度≥80mm或宽度≥3mm(料厚≥);宽度≥2mm (料厚≤)2、不报废封闭裂纹长度≥ 50mm;宽度≥ 2mm裂纹长度小于 80mm或宽度小于 3mm(料厚≥);长度≤ 80mm且宽度≤ 2mm(料厚≤)返工安全件减震器////报废缩颈部位厚度 / 料厚≤ 20%且长度≥ 80mm返工缩颈缩颈部位厚度 / 料厚≥ 20%长度≤ 80mm放行放行放行放行放行安全件减震器受力部位缩颈≥料厚的10%////报废面积≥ 8cm2或长度≥ 10cm高度≥ 3mm报废返工报废返工返工222面积4cm ≤S< 8cm 上或长度5cm≤L< 10cm面积≥ 100cm 坑包返工返工返工返工放行或长度≥ 10cm坑包高度≥ 1mm返工返工返工放行放行零件 2/3 面积上能看到麻点或小凸包。
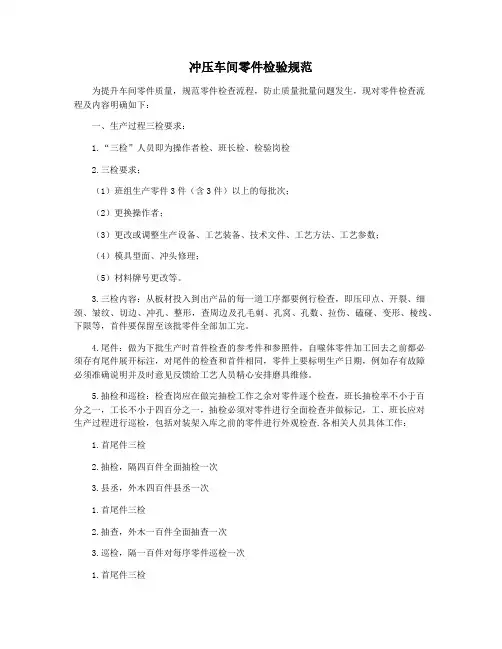
冲压车间零件检验规范为提升车间零件质量,规范零件检查流程,防止质量批量问题发生,现对零件检查流程及内容明确如下:一、生产过程三检要求:1.“三检”人员即为操作者检、班长检、检验岗检2.三检要求;(1)班组生产零件3件(含3件)以上的每批次;(2)更换操作者;(3)更改或调整生产设备、工艺装备、技术文件、工艺方法、工艺参数;(4)模具型面、冲头修理;(5)材料牌号更改等。
3.三检内容:从板材投入到出产品的每一道工序都要例行检查,即压印点、开裂、细颈、皱纹、切边、冲孔、整形,查周边及孔毛刺、孔窝、孔数、拉伤、磕碰、变形、棱线、下限等,首件要保留至该批零件全部加工完。
4.尾件:做为下批生产时首件检查的参考件和参照件,自噬体零件加工回去之前都必须存有尾件展开标注,对尾件的检查和首件相同,零件上要标明生产日期,例如存有故障必须准确说明并及时意见反馈给工艺人员精心安排磨具维修。
5.抽检和巡检:检查岗应在做完抽检工作之余对零件逐个检查,班长抽检率不小于百分之一,工长不小于四百分之一,抽检必须对零件进行全面检查并做标记,工、班长应对生产过程进行巡检,包括对装架入库之前的零件进行外观检查.各相关人员具体工作:1.首尾件三检2.抽检,隔四百件全面抽检一次3.县丞,外木四百件县丞一次1.首尾件三检2.抽查,外木一百件全面抽查一次3.巡检,隔一百件对每序零件巡检一次1.首尾件三检2.抽检,逐件检查,并且隔五十件全面抽检一次3.县丞,至少每半个小时对每序零件县丞一次4.在换料、修模、修设备等停线后再生产的第一件需进行全面检查1.抽查,外木两个小时全面抽查一次2.巡检,隔两个小时对每序零件巡检一次二.定检建议:1.在一下情况均需进行上检具检查确认:(1)更改或调整生产设备、工艺装备、技术文件、工艺方法、工艺参数;(2)模具型面、冲头修理;(3)材料牌号更改等。
2.定检内容:对照零件静态检查表,对零件面差、阶差、孔位进行检查,并作好记录。
冲压件通用检验标准规范
冲压件是一种通过模具将金属板材变形制造而成的零件,广泛应用于汽车、电子、家电等领域。
为了确保冲压件质量,需要制定通用的检验标准规范。
首先,冲压件的外观质量是检验的重要指标之一。
外观质量包括表面光洁度、尺寸精度、形状几何等方面。
对于外表面有正常氧化膜、刮痕、嵌入物等缺陷的冲压件,可以进行抽检或全检。
尺寸精度和形状几何方面,可以通过量具、三坐标测量等工具进行检测。
其次,冲压件的物理性能也需要进行检验。
物理性能包括材料的力学性能、硬度等。
检验时可以采用拉伸试验、冲击试验、硬度测试等方法来进行。
这些测试可以确保冲压件在使用过程中具有足够的强度和耐性。
此外,冲压件的表面涂装也需要进行检验。
涂装的质量直接影响到冲压件的耐久性和美观度。
检验时可以对涂层的厚度、粘附力、耐腐蚀性等进行检测,以确保涂装符合要求。
最后,冲压件的功能性能也需要进行测试。
功能性能包括密封性能、连接性能等。
例如,汽车发动机密封件的密封性能可以通过对其进行耐压测试、水密封性测试等来检验。
总的来说,冲压件的通用检验标准规范应包括外观质量、物理性能、表面涂装和功能性能等方面的检验要求。
通过严格的检
验,可以确保冲压件质量稳定,满足产品的要求。
同时,制定统一的检验标准规范也有助于促进行业的发展和生产的规范化。
1 目的对冲压件检验的方法、频次、项目和合格标准作出规定。
2 适用范围本规程适用于所有冲压件的检验。
3 抽样依据3.1 除非有特别说明,抽样依据按《抽样检验计划》规定的要求进行。
3.2 若客户有要求时,则依客户的要求抽样检验。
3.3 其它未列入的项目有必要时参照国家或行业标准执行。
4 检验设备及工具,塞规卷尺、卡尺、3M胶带、盐雾试验箱、ROHS测试仪,高度规6 检验条件6.1所有检验均应在正常照明光源为40W荧光灯(相当于80-120LUX光照),裸眼或矫正视力在1.0以上,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼取正常观察角度±45º角内,距离300mm。
A级面在检测时应转动,以获得最大反光效果。
B级面和C级面在检测期间不必转动。
6.2 A级面停留15秒,B级面停留10秒,C级面停留5秒。
6.3抽验水准(AQL):不合格(缺陷)类别严重主要一般缺陷类别代码 A B CAQL 0 1.5 2.57 检查项目外观检查、结构尺寸检查、材质检查、特定试验(包括盐雾试验、附着力试验等)、包装检查。
8 判定条件8.1所有的机构、功能要求以图面为准,关于机构尺寸公差如图面未直接于尺寸后标注其公差,则本公司孔的尺寸公差以±0.10mm管制,其他尺寸以±0.20mm进行管制,除非客戶有更为严格或特別要求。
QE人員可视需要在SIP制定時缩小其公差,以利于生产管制,如丽辰公司供货商的产品有因SIP缩小公差管制的问题被判拒收,且可证实是丽辰公司事前未有通知厂商時,当批可以尽量吸收的原则协调处理,但供货商必须于下批改善。
8.2产品因为工艺的特性或设计结构的影响,而存在固有外观缺失(如冲压模具痕;电镀白斑、水紋,这类缺失通常以样品为基准進行判定,但其限度样品的建立需充分遵照本准则之要求,当未有建立样品時也可根据本标准進行判定。
8.3本指导准則已有定义而SIP另有规定的则以SIP之规格为准;本准则如与客戶标准有冲突時,以客戶之标准为准。
(八)最新生效日期:2006。
09。
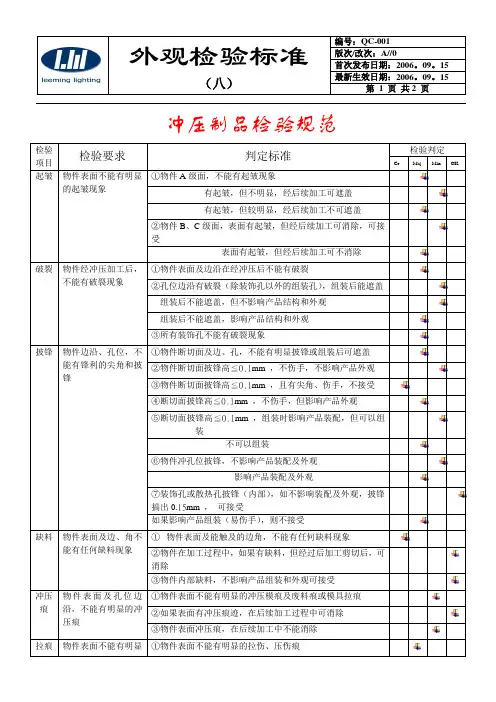
15第 1 页共2 页冲压制品检验规范检验项目检验要求判定标准检验判定Cr Maj Min OK起皱物件表面不能有明显的起皱现象①物件A级面,不能有起皱现象有起皱,但不明显,经后续加工可遮盖有起皱,但较明显,经后续加工不可遮盖②物件B、C级面,表面有起皱,但经后续加工可消除,可接受表面有起皱,但经后续加工可不消除破裂物件经冲压加工后,不能有破裂现象①物件表面及边沿在经冲压后不能有破裂②孔位边沿有破裂(除装饰孔以外的组装孔),组装后能遮盖组装后不能遮盖,但不影响产品结构和外观组装后不能遮盖,影响产品结构和外观③所有装饰孔不能有破裂现象披锋物件边沿、孔位,不能有锋利的尖角和披锋①物件断切面及边、孔,不能有明显披锋或组装后可遮盖②物件断切面披锋高≦0.1mm ,不伤手,不影响产品外观③物件断切面披锋高≦0.1mm ,且有尖角、伤手,不接受④断切面披锋高≦0.1mm ,不伤手,但影响产品外观⑤断切面披锋高≦0.1mm ,组装时影响产品装配,但可以组装不可以组装⑥物件冲孔位披锋,不影响产品装配及外观影响产品装配及外观⑦装饰孔或散热孔披锋(内部),如不影响装配及外观,披锋搞出0.15mm ,可接受如果影响产品组装(易伤手),则不接受缺料物件表面及边、角不能有任何缺料现象①物件表面及能触及的边角,不能有任何缺料现象②物件在加工过程中,如果有缺料,但经过后加工剪切后,可消除③物件内部缺料,不影响产品组装和外观可接受冲压痕物件表面及孔位边沿,不能有明显的冲压痕①物件表面不能有明显的冲压模痕及废料痕或模具拉痕②如果表面有冲压痕迹,在后续加工过程中可消除③物件表面冲压痕,在后续加工中不能消除拉痕物件表面不能有明显①物件表面不能有明显的拉伤、压伤痕(八)最新生效日期:2006。
09。
15第 2 页共2 页的拉、压痕②物件表面拉痕的长≦10mm ,宽≦0.1mm ,深≦0.05mm10mm<长≦20mm , 宽≦0.1mm , 深≦0.05mm10mm<长≦20mm , 宽>0.1mm , 深≦0.05mm10mm<长≦20mm , 宽>0.1mm ,0.05mm<深≦0.1mm③表面拉痕,在后续加工过程中可消除④表面拉痕,在后续加工过程中不能完全消除,或不可消除损伤物件表面及孔边不能有任何损伤①物件表面无任何损伤现象②物件表面损伤面积5mm²且较轻,可修复物件表面损伤面积5mm²且较重,不可修复物件表面损伤面积>5mm²,不可接受③孔位边沿损伤,在后续装配过程中可遮盖孔位边沿损伤,在后续装配过程中不可遮盖变形物件边口及表面、孔边不能有冲压变形现象①物件表面及边口变形明显,不能接受②物件表面及边口变形,在50cm 处观察不明显,可接受③孔位冲压变形,组装后可遮盖,不影响产品外观,可接受④孔位冲压变形,组装后不能遮盖,影响产品外观尺寸产品重要配合尺寸,满足设计要求①产品配合尺寸,符合设计要求②产品重要求尺寸,符合设计要求③产品配合尺寸,超过其最大公差值≦0.1mm,可接受产品配合尺寸,超过其最大公差值>0.1mm,,但不影响装配或后续作业产品配合尺寸,超过其最大公差值>0.1mm,,影响装配或后续作业④孔位尺寸,经实测值大于最大公差值,不影响产品外观、结构孔位尺寸,经实测值大于最大公差值,影响产品外观、结构⑤产品尺寸小于设计尺寸或孔位尺寸小于设计尺寸,影响产品组装或不能组装⑥孔位尺寸偏斜,组装后不影响整体外观和结构,可接受孔位尺寸偏斜,组装后影响整体外观和结构,不接受。
※※目錄※※1.目制定冲压生产线普通检查准则,在规格,客户之外观规范及产品范畴等没有明确规定期,以此作为检查检查过运作之根据。
2.范畴合用于PCE,ECG所有冲制作3.参照文献3.1ES04-021Compaq铁壳外观规范3.2记录保存依QS-164.特殊规定4.1本文献若与蓝图及IS,SIP,SOP,PMP客户检查规范发生冲突,以上述规格和蓝图为准。
4.2例外规定放入个别检查规格内。
4.3若个别规格规定超过(低于或松于)此文献,以个别规格为准。
5.检查规定5.1毛刺规定:5.1.1所有冲制件毛刺高度不得超过板厚5%,不容许有毛刺方,必要有压毛边工序,压完毛边后,不得有刮手感觉。
5.1.2对于0.15~0.4MM不锈钢,马口铁及铜弹片,毛刺高度应控制在0.04MM如下。
5.1.3毛刺(如图1)5.1.4在制程中,度不不大于4%时,就要做好检查记录并规定修模,但已冲零件放行。
5.2平面度规定:5.2.1冲件平面不容许有与蓝图不符之最严重翘曲。
5.2.2平面度不得不不大于零件最大外轮廓尺寸0.4%,用卡尺,刀口尺及塞尺对其进行测量。
5.2.3有特殊装配功能面,其平面度要相应加严控制,并放入检查规格中,以规格规定这准。
5.2.4有特殊装配功能尺寸要有平行度或对称度规定,并放入检查规格中,以规格规定为准,例如磁架长对称槽装FDD,HDD,CD-ROM。
5.6冲制件折弯角度必要控制±1°范畴,以防止因装配、铆接、拉铆、打螺钉后产生变形。
有特殊装配边要加严管制,并放入个别规格内列管。
5.7聚固件5.7.1紧固件须与基材紧密相连,符合安装程序及制程中尺寸。
5.7.2紧固件在安装中不能变形或挤压变形。
5.7.3基材安装中不能变形或凸出。
5.7.4长压件如螺柱STANDOFF,ETC须垂直度<1.5°5.8螺柱(STANDOFF),螺母(NUT)螺钉(SCREW)压合规定:5.8.1所有螺柱,螺母,螺钉与冲压件母面压合时,必要压牢,不得压偏,螺母(NUT)压合后不得与母面有间隙存在,螺柱(STANDOFF),螺钉(SCREW)不容许高出母面。
冲压件检查标准1.目的:确定冲压件的外观、线性尺寸、形位公差检验条件、检验手段的一般标准,指导合理、经济的进行检验与品质控制;并可指导相关工艺、检验作业指导书的制订。
2.范围:本标准适用信发所有冲压件的外观、线性尺寸、形位公差检验控制。
3. 外观检验3.1检查方法产品及原材料的检查方法以如下条件进行目视检查,需要时可使用菲林,并可借助10倍放大镜。
对所发现的外观缺陷按相应允收标准作出判定。
3.1.1 位置:检查人员的眼睛与被测对象物表面的距离:30~45cm。
对测量对象表面要以垂直及45°的角度进行检查。
(参照图1)3.1.2 照明:2X36W白色日光灯在距离150~200cm处发出之光亮。
3.1.3 视力:检查人员要求正常或矫正视力在1.0以上,且无色盲。
3.1.4 时间:不得在被测对象物上停留,必须以连续的动作进行,若发现异常时,允许不超过5秒的停留时间作确认。
3.2 等级定义根据部品所处位置分为3个等级,若需要详细的等级定义时,在相关部门协议基础上,另行规定。
3.2.1 A级面:在正常使用状态下,时常处在使用者视线范围内之面。
如产品之正面、上面、侧面,或据客户要求指定为A级的面。
3.2.2 B级面:使用者在正常使用状态下不可直接目视,但时常能看到的面。
如产品之后面、底面。
3.2.3 C级面:通常使用者看不到,但在如维修维护打开时能看到的面。
3.3附则:3.3.1 [冲压部品及零件外观缺陷评判基准],见表。
3.3.2 如出现评判表中未列出之外观缺陷均作“MAJ”严重缺陷处理。
3.3.3 只靠外观基准书不能表现的缺陷,作出限度样本。
限度样本从制作到登录、管理方面参见[限度样本管理规定]。
3.4评判基准冲压部品及零件外观缺陷评判基准4.线性尺寸检验4.1.测定环境标准条件尺寸测定环境应满足环境温度20±8℃,相对温度50±15%,测定前部品应在此环境内静置适当时间,以保证部品检测条件符合标准要求。
冲压件外观质量检验标准
一、外观缺陷的名称及定义
1.开裂:冲压过程中局部产生超出材料强度极限的拉力,产生的裂纹。
2.缩颈(局部变薄):在冲压过程中零件局部发生显著收缩的现象。
3.凹、凸缺陷:在冲压过程中由于异物残留导致零件表面凹、凸起的缺陷。
4.变形:由于原材料表面不平或冲压时受力不均导致零件表面凹陷或鼓起。
5.毛刺:零部件在冲压完成后边沿或孔残留的金属屑。
6.飞边:零件冲压后产生的毛边。
7.起皱:零件表面呈凹凸不平的皱折。
8.麻点:金属表面形成凹坑或不平的粗糙面。
9.压痕:冲压时压入其他异物,呈规则或不规则凹凸形缺陷。
10.划伤:零件表面呈直而细、深浅不一的沟槽。
11.缺料:由于料不足或其他原因导致零件缺少一部分。
12.条纹:手摸有触感,呈平直或波浪状线条。
13.桔皮:在加工过程中由于晶粒粗大或平整轧制不足产生的表面现象。
二、外观质量级别
A类:整车上顾客方便观察到、影响整车外观明显的、首要关注的产品。
B类:整车上顾客不易看到的、装饰性要求不高的、次要关注的产品。
三、外观质量检验要求。
冲压件通用检验规范杞社書農If卫町甲毗¥>肮年,**悻干尸二龄4f耳屠出厂於E|B耳徙即比谓1宅*1耳谓賣介“爵科止崛牺tttRiant *r埼打冲n*h料w«imJ.I 4 IMA*-/Mt1Mttjt±jra > ulJ[M *sf' WjfL^ift-«MM9tB<i LiirrvK■ I I " h Plurtfl E・iWl *-fflftl」耗T 代'畑.4. rtn h L HFUt.^ • « Hi % Cd ' Mk斤4: fl书尉「養■鼠412 4f| II I5-U4MW. i|, I I ? .*£ Wff :鼻叭沖a f」"产• 2 1 J冲ilHKI.執匸朗誓JL m 榔巧鼻14 «y Wfll 4 « -L内itlHI J i-■41 Tr|il^i4eirf 辭鼻|!册小h 'ntt M丰忡蛊尸・・・|4J 2 f—內1 I g *iT-t比CilE : I I*」」“."■ K_时畀诅打启4JL.i IHsti <i f■ fli t 卡f ifei^Vt- t =」曜料灯-!t^ ■ M T J-T I J I.43 rii 曲古WlHUli吐金叩K*!圧由円IU *l・U优廿理MUHlilh冲压件通用检验规范・舛<钝尺刿31介检•咒內・ii <-iw?rafKWAMi■•:内.■IM“:Attt HSF・B■旬F*«UI:ffW4人矗■农心力冷・k LWfl*tt ・CT・MJA火幺总<OLM4»・iti'# R nwdtt I I HMSK各*上内冋utMIVb,的IWM人0・&丰nio疋»Hb4;m /••HZ,・ LA 卜側・忘4.10 79•:4101 金・fflMlit K・m M. ■.4io? 1 ・叢m・& n4MU7H札的從K・4.KKS7«azna^WMSiJQAAr«・#KH«>・4,KU7«*h«l HL4IC17 iAAk^lLYm^e^A <Ui<lNm411 色iWlmtininfl.・小尤八■少・•鼻■■・良ewH・4«toz片“HWHA|T<fWf-Xr>^ li* II・ At>A«ll>■ 24 门・U食■令乂•山・n A・ Item I2i4I1M• •)■ f>k*・・・AtzsaiewI ・fU・5・“A .-.B it R«K^ 4UJ・(IL•命,!4・21rn> *"<H9«»«MAX4ii4e*AA4**.ii<m^ •・4ti>vicBt2* ・-ar.n<^«. «»•»CXVQA4i>aKaHMTA. dn^mn. nahSi 八■良^“上■您■taAl ♦冷(UlKNIi:< tt.l m IX. Ae€4v4>iH.VA・ MruiimM^X. H反K*兪。
1目的对冲压件检验的方法、频次、项目和合格标准作出规定。
2适用范围本规程适用于所有冲压件的检验。
3抽样依据3.1 除非有特别说明,抽样依据按《抽样检验计划》规定的要求进行。
3.2 若客户有要求时,则依客户的要求抽样检验。
3.3 其它未列入的项目有必要时参照国家或行业标准执行。
4检验设备及工具卷尺、卡尺、3M胶带、盐雾试验箱、ROHS®试仪,高度规,塞规机壳产品等級面参考图:面类外观面定义A级面客户经常看到的面。
如面板,机箱的上表面、正面,出给客户的零件等。
B级面不移动的情况下,客户偶尔能看到的面,如机箱的后面、侧面、顶部或同等面等。
C级面产品在移动或被打开时才能看到的面,如机箱的底面,内部零件的表面等6检验条件6.1所有检验均应在正常照明光源为40W荧光灯(相当于80-120LUX光照),裸眼或矫正视力在1.0以上, 并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼取正常观察角度土450角内, 距离300mm A级面在检测时应转动,以获得最大反光效果。
B级面和C级面在检测期间不必转动。
(示育匡)6.2 A级面停留15秒,B级面停留10秒,C级面停留5秒。
6.3抽验水准(AQL):7 检查项目外观检查、结构尺寸检查、材质检查、特定试验(包括盐雾试验、附着力试验等)、包装检查。
8判定条件8.1 所有的机构、功能要求以图面为准,关于机构尺寸公差如图面未直接于尺寸后标注其公差,则本公司孔的尺寸公差以土0.10mm管制,其他尺寸以土0.20mm进行管制,除非客戶有更为严格或特別要求。
QE人員可视需要在SIP 制定時缩小其公差,以利于生产管制,如丽辰公司供货商的产品有因SIP缩小公差管制的问题被判拒收,且可证实是丽辰公司事前未有通知厂商時,当批可以尽量吸收的原则协调处理,但供货商必须于下批改善。
8.2产品因为工艺的特性或设计结构的影响,而存在固有外观缺失(如冲压模具痕;电镀白斑、水紋,这类缺失通常以样品为基准進行判定,但其限度样品的建立需充分遵照本准则之要求,当未有建立样品時也可根据本标准進行判定。
1.目的:
制定试模样品的一般检验准则,在规格、客户之外观规范及产品蓝图等没有明确规定时,以此作为检验之依据。
2.范围:
适用于本厂所有冲压件。
3.特殊规定:
3.1本文件若与蓝图及客户检验规范发生冲突,以蓝图和客户要求为准。
4.检验规定:
4.1毛刺的规定:
4.1.1所有冲制件的毛刺高度不得超过板厚的5%,不允许有毛刺的地方,必须有压毛边工
站,压完毛边后,不得有刮手的感觉。
4.1.2对于0.15~0.4MM
4.1.3
4.2平面度的规定:
4.2.1
4.2.2
量。
4.2.3
4.3由于冲孔引起的凸起。
在冲孔边缘会引起突起或凹陷,当超过尺寸界限时拒收。
生变形。
4.7紧固件
4.7.1紧固件须与基材紧密相连,符合安装程序及制程中尺寸。
4.7.2紧固件在安装中不能变形或挤压变形。
4.7.3基材安装中不能变形或凸出。
4.8螺柱(standoff) 、螺母(nut) 、螺钉(screw)压合的规定:
4.8.1所有的螺柱、螺母、螺钉与冲压件母面压合时,必须压牢,不得压偏,螺母(nut)压合
后不得与母面有间隙存在。
螺柱(standoff) 、螺钉(screw)不允许高出母面。
4.8.2螺柱或螺母与冲压件母面的结合力必须符合客户规格或蓝图要求,并作推力、扭力、
拉力测试。
4.8.3螺母(nut) 、螺柱(standoff) 、螺钉(screw),进料时除按规定对尺寸,外观检查外,还
应对其硬度进行测试,硬度依据蓝图或规格。
4.8.4螺柱(standoff)、螺母(nut)与冲件基体压合后,必须用牙规检验,检验数与频率依
个别SPEC之要求。
4.9
4.10字模:
4.10.1字模清晰完整,距离460mm目视可识别清楚。
压印之每一个单个字体深度一致,
深度差距在0.1mm。
有疑议时送检测剖开测量。
4.10.2不允许缺齿,缺角。
4.10.3版次与蓝图及ECN版次一致。
4.10.4字模在零件中的位置及方向必须与图面一致。
4.10.5字模面之背部不能有凹陷及凸出手感,弹片例外。
4.10.6字模中每一个单个字体所使用之字型格式一样。
4.10.7上盖商标的压字深度必须在0.4±0.1mm。
4.11色拉孔:
所有的色拉孔,不允许偏位,要有倒角,其深度H要在规格之内。
如图所示(图6),若有怀疑时,需用实物实配。
4.12铆接:
4.12.1不允许漏铆。
4.12.24.12.34.12.44.12.5铆接面±2°扳动后仍不松动,铆接部位无间隙存在. 。
4.13断差:连续模生产,过桥冲断时,断差不应超过0.2mm ,且通过客户TVR 及FAI 之要求则
允收。
4.22弯曲,拉深时零件表面不允许拉伤,破坏锌层。
4.23不允许有铁屑存在于冲件的任何部位。
4.24不允许漏冲孔。