RP120-80辊压机更换辊子方案65页PPT
- 格式:ppt
- 大小:2.08 MB
- 文档页数:33
工作辊的更换换工作辊前的准备:换辊前将换辊轨道面清扫干净,将准备换入的新工作辊对由工作辊换辊小车从磨辊间拉至主轧跨的横移平台顺轧制方向靠机后的轨道上,上、下工作辊轴向方向错开405mm, 上、下工作辊扁头由人工搬正到铅垂位置。
机前横移台架空轨道对准轧机,接近开关405SBE114发出到位信号。
换辊小车退出推拉缸翻转架,接近开关405SBE121-721发出到位信号。
F1-F7推拉翻转装置将需要更换工作辊的精轧机前的推拉液压缸翻出台面(接近开关405SBE101-701发出到位信号),并人工旋转锁紧块机械锁紧翻转架。
工作辊换辊步序(1)将主操作台转换开关由“轧钢”状态转换为“换辊”状态,液压AGC转换为“关”状态,由通讯传至换辊操作台,转成“换辊”工况,换辊操作台有相应指示。
(2)进入换工作辊步序,工作辊保持低速转动,关闭轧机全部冷却水;(3)活套辊升起(编码器406BS/R102-602控制),入口侧导板退出机架(接近开关406SBE202-702发出到位信号),电磁阀(406YVG101-701、406YVG102-702)通电,入口上导卫板退出机架(接近开关406SBE105-705发出到位信号), 入口下导卫板退出机架(接近开关406SBE106-706发出到位信号),出口下导卫退出机架(接近开关406SBE104-704发出到位信号),控制导位的气动电磁阀供换辊位一侧电磁铁工作(406YVG103-703),出口上导卫汽缸完全缩回(接近开关406SBE107-707发出到位信号);(4)工作辊低速转动,窜辊缸缓慢将上、下工作辊窜动至0位置(即轧辊相对轧制中心没有串动量位置),由位移传感器403BS/L103-703、403BS/L104-704、403BS/L105~705、403BS/L106-706控制;(5)停机、轧辊扁头准确停在铅垂位置,准确停车位置接近开关404SBE001F1-404SBE001F7发出到位信号;(6)上阶梯垫全部退出,上阶梯垫位置传感器403BS/L101-701发出全部退出信号。
辊压机检修指导书-CAL-FENGHAI.-(YICAI)-Company One1辊压机挤压辊更换指导书一、检修项目对辊压机(型号为RPV120-80)两根挤压辊进行更换,并对轴承及密封、氮气压力装置、平油缸、甘油系统等进行维护保养。
二、时间安排检修如实行三班倒作业,计划时间将为8天,具体安排:白班作业时间为08:00-16:00时,中班作业时间为16:00-24:00时,夜班作业时间为24:00-08:00,如另有安排,作业进度将递推,具体如下:1、拆除电气元件、喂料装置、压梁、后立柱1天。
2、用葫芦吊住固定动辊减速机,同时用行走葫芦吊住两个轴承座(含待换挤压辊),拆除扭力支撑底部支撑销,对缩紧套螺栓进行松螺栓,后用顶丝向外顶出天。
3、用葫芦吊住固定定辊减速机,同时用行走葫芦吊住两个轴承座(含待换挤压辊),拆除扭力支撑底部支撑销,对缩紧套螺栓进行松螺栓,后用顶丝向外顶出天。
4、用高压油泵从旧挤压辊上打出轴承并吊离,对轴承进行检查、清洗、更换J型油封,并装配到轴承座上天。
5、将动、定辊轴承座与新挤压辊进行装配,并紧固缩紧套螺栓2天。
6、继续紧固缩紧套螺栓,同时安装喂料装置及压梁等部位天。
7、接电气元件、收尾调试、验收1天。
三、主要工具准备1、25吨吊车1个台班。
2、100吨手动液压千斤顶两台;3、320吨电动液压千斤顶1台;4、重型套筒扳手一套。
5、的扭力扳手一把。
6、日常检修常用割具、钢丝绳(含吊环)、6个5T手拉葫芦、高压油泵及常用扳手等。
7、枕木若干。
四、备件及材料1、挤压辊Φ1200×800 2根。
2、骨架油封Φ650×Φ700×25 4个,Φ630×Φ680×25 8个。
3、M20*65(级)内六角螺栓、Φ20弹垫各40只,M27*90(级)、Φ28*Φ50*10平垫各50只,5mm(1m*1m)聚四氟乙烯板2块,1500*160*3mm不绣钢板2块,406顺干胶40组。
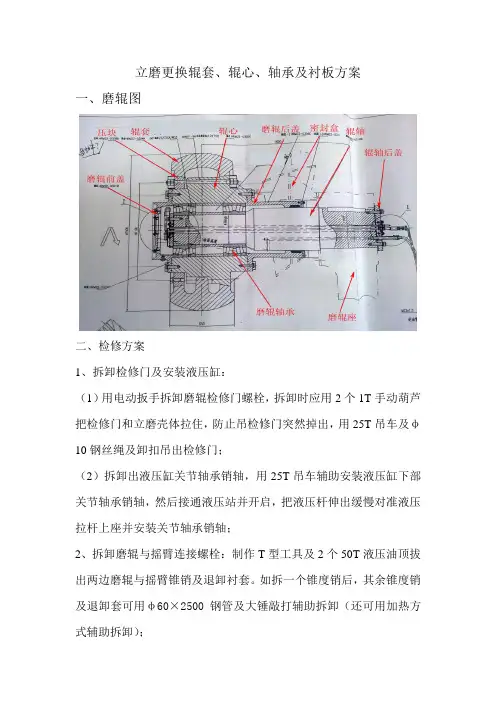
立磨更换辊套、辊心、轴承及衬板方案一、磨辊图二、检修方案1、拆卸检修门及安装液压缸:(1)用电动扳手拆卸磨辊检修门螺栓,拆卸时应用2个1T手动葫芦把检修门和立磨壳体拉住,防止吊检修门突然掉出,用25T吊车及φ10钢丝绳及卸扣吊出检修门;(2)拆卸出液压缸关节轴承销轴,用25T吊车辅助安装液压缸下部关节轴承销轴,然后接通液压站并开启,把液压杆伸出缓慢对准液压拉杆上座并安装关节轴承销轴;2、拆卸磨辊与摇臂连接螺栓:制作T型工具及2个50T液压油顶拔出两边磨辊与摇臂锥销及退卸衬套。
如拆一个锥度销后,其余锥度销及退卸套可用φ60×2500钢管及大锤敲打辅助拆卸(还可用加热方式辅助拆卸);3、翻出辊:通过移动液压站把对角两个磨辊翻出磨机外面,注意控制翻辊速度,防止速度过快把液压缸损坏;4、拆卸压块、辊套与辊心连接螺栓:用100割枪把辊套与辊心连接螺栓割断,制作T型工具及2个50T螺旋顶,用大锤敲击,吊车辅助拆卸辊套压块,辊套压块拆卸前应做好顺序记号,防止安装顺序混乱,螺栓孔对不上;5、安装磨辊拆卸工具:搭好脚手架,用30mm钢板制作一个辊套拆卸平台并直接焊接到磨辊两侧密封槽上,拆卸平台与辊套距离应与100T油顶高度一致,在地面用一根φ120的钢管直接支撑平台底部;6、顶出辊套:安装两台100T油顶到拆卸平台与辊套之间,开动油顶油站,加压约120MPa时,辊套则可拆卸出来,如不行,可用加热方式对辊套进行加热。
拆卸完毕,制作4个辊套吊勾(注:吊勾内侧弧度应与辊套表面弧度一致),用25T吊车吊下磨损辊套(约4T);7、拆卸、安装辊心及轴承:(1)拆卸磨辊轴与辊座后端盖,拆卸磨辊前端盖、轴承内圈压盖及辊心内部润滑油管;(2)安装2台50T薄油顶于拆卸平台,把辊心、轴承及磨辊轴整体从磨辊座里面拔出,用25T吊车吊下;(3)解体辊心、轴承及磨辊轴:拆卸辊心两端轴承外圈压盖,垂直吊起磨辊轴,则可分离辊轴带轴承与辊心(轴承与辊心是间隙配合),然后制作工具及油顶拔出磨辊轴承;(4)组装辊心、轴承及磨辊轴:清洗磨辊轴干净,然后把两套磨辊轴承安装到磨辊轴上;把辊心外轴承外圈端盖安装到辊心上,把辊心水平摆放,垂直吊起磨辊轴带轴承放入辊心里面,然后安装内轴承外圈端盖。
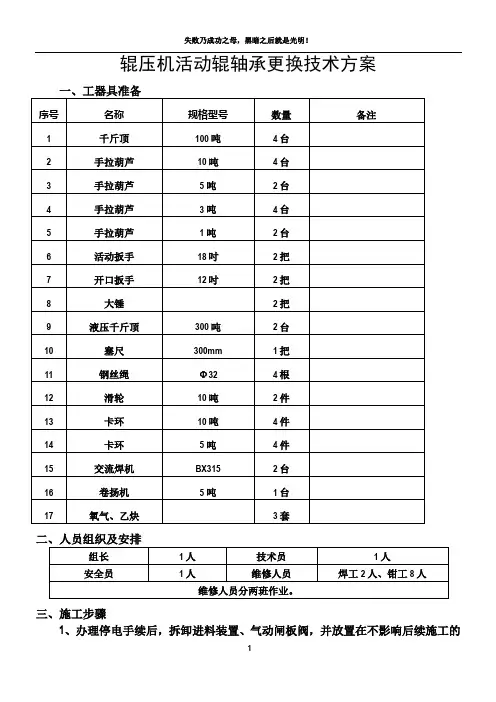
辊压机活动辊轴承更换技术方案三、施工步骤1、办理停电手续后,拆卸进料装置、气动闸板阀,并放置在不影响后续施工的地点。
同时可对万向联轴节进行拆除。
2、拆卸上机架及相关部件,拆卸时注意以下方面:①对张紧液压缸泄压后,上机架及附件的拆除同时可以进行;②将上机架的固定螺栓松开后对上机架进行吊装;③将上方斜插板、下料口及上机架上方栏杆拆除;④对上机架吊离位置时要移位到不影响后面吊离轴承座地方。
上机架吊离过程中,注意上机架和动辊之间存在导向轮和耐磨板、防止器,耐磨板和动辊靠铜螺钉连接,另起吊过程中尽量不要碰触其它相关部件,防止损坏,可以在在定位销处加枕木将其垫高。
3、拆卸减速机(拆卸前组织放油):①用一个5T葫芦、一个3T葫芦、一个2T葫芦将减速机吊平,2T、3T葫芦挂在5T葫芦下部,用于调节减速机水平。
②拆卸锁紧盘螺栓(较难拆卸时可对锁紧盘进行割除)。
③锁紧盘拆除后用2个3T手拉葫芦对减速机做水平牵引。
④若锁紧盘拆除后,减速机与辊轴仍不能顺利脱离,可自制工装用千斤顶进行拆除。
4、减速机在拆除后,用1T的手拉葫芦将扭力支撑进行固定后拆除移位,并检查减速机轴套是否存在损伤。
5、将上机架吊起,并将其固定,吊起高度靠减速机端至少500mm,同时将其偏斜,便于轴承座吊装工具的安装,无载端吊起200mm,便于辊子的顶起。
6、吊离辊子,安置在空地上,下部用枕木垫实。
①吊离动辊时,平油缸必须与动辊无任何卡碰。
②辊子离地高度应能拆卸轴承,两辊间距离不可过小,以免影响拆卸轴承。
7、拆卸轴承座、轴承:①拆卸轴承压盖;②利用高压液压泵将轴承内径扩张,使轴承内圈与辊轴分离后,用千斤顶顶在轴承座与辊子之间进行轴承座(含轴承)拆卸。
7、将旧辊子、轴承吊下,并将新辊子、轴承吊至辊压机平面进行组装。
8、新辊子的安装本着“先拆后装、后拆先装”的原则进行恢复。
恢复过程中注意以下方面:①平油缸恢复前,需清洗液压油箱及油路系统;②安装减速机时确保减速机吊平,严禁用葫芦强拉;③减速机套进辊子轴径到位后,安装锁紧盘用手动液压泵加压至120MPa。
辊压机辊子更换技术方案辊压机是一种常用的金属加工设备,主要用于将金属板材辊压成所需形状,常见于冷轧、热轧、装饰、建筑等行业。
其中,辊子是辊压机的重要组成部分之一,同时也是易损件,需要定期更换。
本文将介绍辊子更换的技术方案。
一、选择合适的辊子材质辊子的材质直接会影响辊子的使用寿命和辊压出来的产品质量。
一般来说,辊子的材质可以选择铸钢、合金钢、硬质合金和高强度钢等。
铸钢辊子结构简单,加工容易,价格适中,适用于小型辊压机;合金钢辊子硬度较高,能够耐受一定程度的摩擦和冲击,适用于中小型辊压机;硬质合金辊子耐磨性强,耐腐蚀,适用于高强度压制;高强度钢辊子强度高,耐磨性好,适用于大型压机。
二、制作辊子底座辊子底座是辊子的支撑装置,能够承受辊子的重量和压力。
制作辊子底座时,需要考虑辊子的尺寸和重量,以保证辊子能够稳定地工作。
底座可以选择浇铸或焊接,焊接的底座耐用性更好,但需要使用焊接技术熟练的工人。
三、安装辊子辊子安装时需要考虑对中、对正和平衡。
首先,要将底座组装在辊压机上,然后以底座为基准,用游标卡尺或激光测量仪对中、对正,最后在两端加载重物平衡辊子。
在安装过程中要注意辊子与底座接触面的清洁,以减少辊子受损。
四、调整辊子间隙辊子间隙的大小直接影响辊子的使用效果。
间隙过大会导致轧件质量下降,过小会导致设备故障甚至造成事故。
一般来说,辊子间隙为原料厚度的0.03-0.05倍,可以根据具体情况进行微调。
调整方法是用补偿垫片或距离螺钉来填充辊子之间的间隙,对上下辊子进行协调调整,以使两个辊子的间隙达到要求。
五、更换辊子辊子更换一般分为“悬吊式”和“开卸式”两种。
悬吊式更换需要将底座固定在辊压机上,将辊子通过吊具吊起,然后卸下底座上的紧固件,将辊子从底座上拆下,再安装新辊子将底座固定上去。
开卸式更换辊子时需要将底座拆开,然后进行更换,完成后再将底座安装回去。
无论是哪种更换方式,都需要在更换辊子前先将辊子周围的环境清洁干净,以免更换过程中将污染物带入新的辊子之中。
辊压机辊子更换技术方案一、技术背景介绍辊压机是一种用于对工件进行压实、塑性变形等工艺过程的设备,其关键部件是辊子。
辊子在长时间使用后会磨损或出现故障,需要进行更换。
因此,制定一套合理的辊子更换技术方案对于保证辊压机的正常运行至关重要。
二、辊子更换方案的目标与原则1.目标:确保辊子更换的高效、安全、准确,并减少生产停机时间。
2.原则:a.安全第一:在辊子更换过程中要确保操作人员的安全,并遵循相关安全操作规程。
b.效率优先:采用高效的工艺流程和设备,在保证质量的前提下,尽量缩短更换时间。
c.准确可靠:更换后的辊子应符合规定的参数和要求,确保辊压机正常运行。
d.经济实用:在提高辊子更换效率的同时,要尽量降低成本,考虑长期维护成本。
三、辊子更换流程1.停机准备:a.先将辊压机停机,并切断电源,确保安全。
b.清理工作区域,准备更换工具和配件。
2.卸除旧辊子:a.检查辊子的磨损情况,并记录相关参数。
b.使用合适的工具,按照顺序依次卸下辊子。
3.安装新辊子:a.确认新购买的辊子符合规定参数和要求。
b.使用合适的工具将辊子依次固定在辊压机上。
c.检查辊子的安装位置和间隙,调整辊子位置直至符合要求。
4.调试与测试:a.调整辊子的水平度和压力,确保辊子的正常运行,并进行测试和调试。
b.启动辊压机,观察辊子的运行情况和工件的加工效果。
5.完工:a.清理工作区域,恢复工作环境。
b.记录辊子更换的相关参数和工作情况。
四、技术要点和注意事项1.使用专业工具,遵循操作规程,确保操作人员的安全。
2.保持工作区域的整洁,确保更换过程中无杂物阻碍操作。
3.对辊子进行全面的检查和测试,确保其符合规定参数和要求。
4.在安装辊子时,要注意调整辊子的位置和间隙,确保辊子的正常运行。
5.更换后,进行调试和测试,确认辊子的运行和加工效果符合要求。
6.记录辊子更换过程和相关参数,以便后续维护和管理。
五、技术改进和创新1.引入自动化设备,提高更换效率和减少人力成本。