缠绕成型课堂教学PPT课件
- 格式:ppt
- 大小:597.00 KB
- 文档页数:18
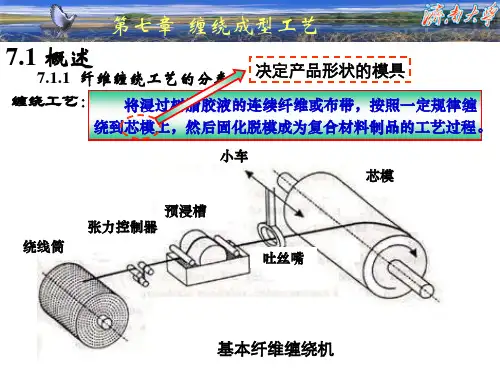
缠绕成型⼯艺第6章、缠绕成型⼯艺§6-1、概述定义:将浸过树脂胶液的连续玻璃纤维或布带,按照⼀定规律缠绕到芯模上,然后固化脱模成为增强材料制品的⼯艺过程。
因此三⼤过程:预浸、缠绕、固化脱模。
细节见图7-1§6-1-1、缠绕⼯艺分类及特点1、⼲法缠绕预浸纱带(布带),加热粘流后缠绕。
特点:严格控制纱带含胶量和尺⼨,质量稳定,速度快,劳卫条件好,投资⼤。
2、湿法缠绕浸渍⽆捻粗纱直接缠绕。
特点:材料经济,质量不稳。
3、半⼲法缠绕预浸渍粗纱(或布带)随即缠绕到芯模上。
特点:⽆需整套设备,烘⼲快,室温操作。
§6-1-2、缠绕制品特点1、⽐强度⾼F:3Ti,4Steel。
原因:(1)表⾯缺陷⼩(2)避免纵横交织点和末端的应⼒集中(3)可控⽅向与数量,实现等强(4)纤维含量⾼80%2、可靠性⾼克服材料的韧性不够及缺⼝带来的可靠性降低。
3、⽣产率⾼机械化,⼤批量。
4、成本低⽆捻减少了纺织等其它⼯费。
缺点:形状限制,投资⼤,必须⼤批量。
§6-1-3、原材料纤维增强材料,树脂基体选择原则:满⾜设计性能指标,⼯艺性参数及经济性要求。
1、增强材料玻纤(⽆碱,中碱⽆捻粗纱,⾼强纤维),碳纤维,芳纶纤维等。
纤维要求:(1)⾼档产品:碳纤维,芳纶纤维(2)制品性能要求(3)表⾯处理(4)与树脂浸渍性好(5)各股张⼒均匀(6)成带性好2、树脂基体指合成树脂与各种助剂组成的基体体系。
选⽤要求:(1)⼯艺性好,粘度与适⽤期最重要,适⽤量>4⼩时,η=~1Pa·S。
(2)树脂基体的断裂伸长率与增强材料相匹配,⽅能获得满意效果。
(3)固化收缩率低和毒性刺激⼩(4)来源⼴、价格低§6-1-4、应⽤航天、导弹、军⽤飞机、⽔下装置,⾼强度、质量轻的⾼压容器,壳体。
民⽤管道,贮罐,质轻,耐腐,费低。
形成缠绕⼯艺的两部分——空间技术及民⽤部分。
§6-2、缠绕规律§6-2-1、缠绕规律的内容由导丝头(绕丝嘴)和芯模的相对运动实现。
缠绕成型工艺1.1纤维缠绕工艺的分类:缠绕工艺:将浸过树脂胶液的连续纤维或布带,按照一定规律缠绕到芯模上,然后固化脱模成为复合材料制品的工艺过程。
决定产品形状的模具基本纤维缠绕机玻璃钢.高压储气罐/碳纤维球1.1.1 干法缠绕将预浸纱带(或预浸布),在缠绕机上经加热软化至粘流状态并缠绕到芯模上的成型工艺过程。
干法缠绕特点:制品质量稳定(预浸纱由专用预浸设备制造,能较严格地控制纱带的含胶量和尺寸);缠绕速度快(100~200m/min); 缠绕设备清洁,劳动卫生条件好;预浸设备投资大。
干法缠绕制品质量较稳定,并可大大提高缠绕速度,可达到100m/min~200m/min。
缠绕设备清洁.劳动卫生条件较好。
1.1.2 湿法缠绕将无捻粗纱(或布带)经浸胶后直接缠绕到芯模上的成型工艺过程。
此法无须另行配置浸渍设备。
对材料要求不严,便于选材,故比较经济纱片质量及缠绕过程中张力不易控制。
特点:不需要预浸渍设备,设备投资少;对材料要求不严,便于选材;纱片质量不易控制和检验;张力不易控制;胶液中存在大量溶剂,固化时易产生气泡;浸胶辊、张力辊等要经常维护刷洗。
湿法缠绕工艺流程:原 材 料缠 绕 设 备浸 胶 缠 绕增强材料:应用最广、量最大的是玻璃纤维。
此外有碳纤维,Kevlar 纤维等。
卧式缠绕机缠绕设备立式缠绕机卧式缠绕机立式缠绕机缠 绕 机 构纱架浸胶槽1.1.3 半干法缠绕将无捻粗纱(或布带)浸胶后,随即预烘干,然后缠绕到芯模上的成型工艺方法 与湿法相比,增加了烘干工序,除去了溶剂。
与干法相比,无需整套的预浸设备,缩短了烘干时间,使缠绕过程可在室温下进行。
提高了制品质量。
1.2 纤维缠绕制品的优点(1) 比强度高 FWRP 的比强度3倍于钛,4倍于钢i) 材料表面缺陷是影响其强度的重要因素。
表面积越大,缺陷率越高。
缠绕纤维直径很细,降低了微裂纹存在几率;所用纤维主要是无捻粗纱由于没有经过纺织工序,强度损失大大减少。