第六章典型零件公差与配合
- 格式:ppt
- 大小:1.23 MB
- 文档页数:15
公差与配合教案1.互换性概念互换性定义互换性是指从一批相同的零件中任取一件,不经修配就能装配到机器或部件中,并满足产品的性能要求。
互换性意义零件具有互换性有利于组织协作和专业化生产,对保证产品质量,降低成本及方便装配,维修有重要意义。
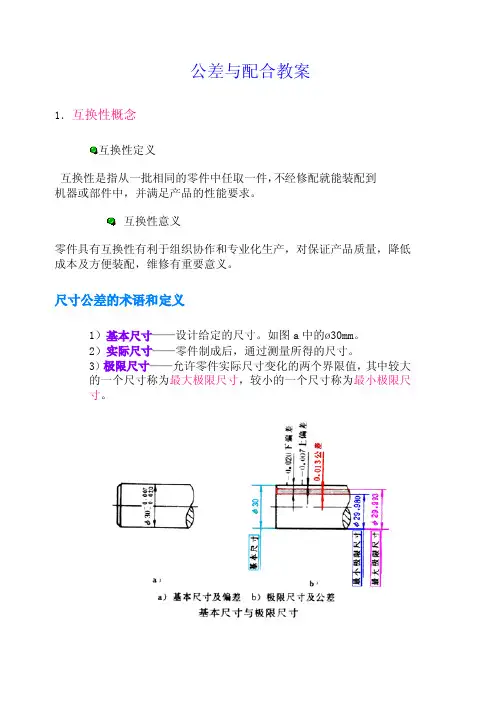
尺寸公差的术语和定义1)基本尺寸——设计给定的尺寸。
如图a中的ø30mm。
2)实际尺寸——零件制成后,通过测量所得的尺寸。
3)极限尺寸——允许零件实际尺寸变化的两个界限值,其中较大的一个尺寸称为最大极限尺寸,较小的一个尺寸称为最小极限尺寸。
如图b示出了轴ø30mm的最大极限尺寸为ø29.993mm,最小极限尺寸为ø29.980mm。
实际尺寸只要在这两个极限尺寸之间均为合格。
)尺寸偏差(简称偏差)——某一尺寸减去基本尺寸所得的代数差。
尺寸偏差有上偏差、下偏差(统称极限偏差)和实际偏差。
上偏差=最大极限尺寸-基本尺寸下偏差=最小极限尺寸-基本尺寸如上图所示的轴:上偏差=(29.993-30)mm=-0.007mm下偏差=(29.980-30)mm=-0.020mm国家标准规定:用代号ES和es分别表示孔和轴的上偏差;用代号EI和ei分别表示孔和轴的下偏差。
偏差可以为正,负或零值。
实际尺寸减去基本尺寸的代数差称为实际偏差。
零件尺寸的实际偏差在上、下偏差之间均为合格。
5)尺寸公差(简称公差)——允许尺寸变动的量。
即:公差=最大极限尺寸-最小极限尺寸或:公差=上偏差-下偏差如上图所示的轴公差=(29.993-29.980)mm=0.013mm或:公差=[-0.007-(-0.020)]mm=0.013mm由于最大极限尺寸总是大于最小极限尺寸,所以公差总是正值,且不能为零。
在零件图上,凡有公差要求的尺寸,通常不是标注两个极限尺寸,而是标注出基本尺寸和上、下偏差,见上图a。
6)尺寸公差带(简称公差带)——公差带是表示公差大小和相对于零线位置的一个区域。
公差与配合基本理论一、形状公差
直线度
平面度
真圆度
圆柱度线轮廓度面轮廓度
二、位置公差(常见)标准中必须有基准要求
位置度平行度对称度
同轴度
三、跳动
圆跳动全跳动
四、面粗糙度公差
表示用不去除材料的方法得到的表面粗糙度,如用冲压、锻造等。
表示用去除材料的方法得到的表面粗糙度,如车削、铣鉋等。
五、配合关系:
1、间隙配合:指相配合的孔大于轴(最小为0)的配合关系。
2、过渡配合:指孔与轴的公差带出现重叠,即可能有间隙配合,
又可能有过盈配合。
3、过盈配合:相配合的轴大于(最小为0)的配合关系。
五、基准制选择
1、基孔制:以孔为基准,通过轴的尺寸变化来配合孔形成各种
配合关系。
2、基轴制:以轴为基准,通过孔的尺寸变化来配合轴形成各种
配合关系。
因为加工孔的难度大于加工轴,所以一般较少采用。
1/2
实例:
形状公差:
位置公差:
1、孔φ3+0.05/+0.02 轴φ3+0/-0.02 间隙配合。
2、孔φ3±0.025 轴φ3+0/-0.05过渡配合。
3、孔φ3+0/-0.02 轴φ3+0.05/+0.01 过盈配合。

目录第一章技术制图与机械制图国家标准基本规定1.1 图纸幅面和格式1.2 比例1.3 字体1.4 图线1.5 剖面符号附录第二章图样画法2.1 视图2.2 剖视图2.3 剖面图2.4 规定画法及简化画法2.5 装配图中的一些画法2.6 第三角投影法简介第三章尺寸注法3.1 尺寸标注的基本规定3.2 常见零件结构要素的尺寸注法3.3 合理标注零件尺寸的要点第四章零件图及常见零件结构4.1 零件表达的要点4.2 几种典型零件的表达举例4.3 常见的零件合理结构第五章表面粗糙度5.1 术语介绍5.2 表面粗糙度的符号5.3 表面粗糙度符号、代号的标注5.4 新国际表面粗糙度高度参数Ra、Rz的数值与旧国际表面光洁度等级的对照5.5 确定表面粗糙度高度参数Ra的参考因素第六章公差与配合6.1 术语介绍6.2 公差与配合在图样中的标注6.3 基准制、公差及配合的选择附表第七章形状和位置公差7.1 有关术语简介7.2 形位公差的符号7.3 形位公差符号的标注7.4 形位公差等级的选用7.5 图样上未注之形位公差值及其表示法附表第八章装配图及常见装配结构8.1 装配图的表示方法8.2 装配图上的尺寸8.3 装配图上零、部件序号及其编排方法8.4 装配工艺结构8.5 密封结构8.6 润滑结构8.7 螺纹连接的防松结构8.8 锁紧结构8.9 定位和限位结构8.10 轴上零件的连接和固定第九章螺纹及螺纹紧固件9.1 螺纹的规定画法9.2 螺纹的规定标注9.3 螺纹紧固件及其连接的比例画法9.4 螺纹紧固件连接的简化画法9.5 常用螺纹紧固件的简化规定标记附表第十章键、花键、销、挡圈、弹簧10.1 键10.2 花键10.3 销10.4 挡圈10.5 弹簧第十一章传动轮11.1 圆柱齿轮11.2 锥齿轮11.3 圆柱蜗杆、蜗轮11.4 V带轮11.5 链轮11.6 齿轮的轮体结构11.7 传动轮的工作图内容第十二章轴承12.1 滚动轴承12.2 滑动轴承12.3 油杯第十三章焊缝的标注13.1 焊缝符号13.2 标注焊缝符号的指引线13.3 焊缝符号标注方法示例13.4 焊缝尺寸符号及其标注13.5 焊接方法代号及其标注13.6 焊缝的简化标注13.7 焊接结构图图例第十四章几何作图14.1 几何图形的作图14.2 几何曲线的作图第十五章空间曲线与曲面15.1 空间曲线概述15.2 等导程圆柱螺旋线15.3 变导程圆柱螺旋线15.4 圆锥螺旋线15.5 球面螺旋线15.6 弧面螺旋线15.7 空间三次抛物线段15.8 曲面概述15.9 曲面的分类15.10 二次曲面的表达式15.11 可展曲面(单曲面)15.12 不可展直纹曲面(扭曲面)15.13 定母线曲纹面15.14 变母线曲纹面15.15 圆柱螺旋面15.16 用母面形成曲面15.17 用几何变换形成曲面(在曲面设计中的应用)15.18 曲面中的作图问题15.19 曲面零件的图示举例第十六章交线、过渡线16.1 常见曲面交线的投影性质16.2 交线投影作图的基本方法16.3 交线的其他作图方法16.4 交线的简化画法16.5 过渡线画法第十七章展开图画法17.1 可展表面展开的一些实例17.2 不可展曲面近似展开的一些实例第十八章零件上倾斜表面和倾斜零件的画法18.1 零件上单斜平面(投影面垂直面)的画法18.2 零件上双斜平面(一般位置平面)的画法18.3 双斜平面的视图标注及尺寸注法18.4 单向倾斜回转体的画法18.5 单向倾斜零件的作图实例18.6 双向倾斜回转体的画法18.7 零件上双向倾斜部分的作图实例第十九章轴测投影图19.1 轴测投景常用术语及正轴测投影的基本公式19.2 三种标准轴测图的一般规定19.3 平行于坐标面的圆的轴测投影19.4 不平行于坐标面的圆的正轴测投影19.5 画机件轴测图的基本方法19.6 轴测剖视图的画法19.7 轴测图中交线的画法19.8 轴测图中过渡线的画法19.9 螺纹的轴测图画法19.10 齿轮的轴测图画法19.11 圆柱螺旋弹簧的轴测图画法19.12 部件的轴测图画法19.13 对轴测图的选择19.14 轴测图中的尺寸标注19.15 轴测图的黑白润饰19.16 机构运动简图的轴测图画法19.17 管路系统轴测图的画法19.18 用图解法建立非标准轴测系的方法第二十章简图图形符号20.1 机构运动图形符号20.2 液压气动图形示例20.3 管路系统简图第二十一章厂房建筑图及工艺设备平面布置图21.1 房屋建筑图的图示形式21.2 房屋建筑图的有关规定21.3 建筑总平面图21.4 建筑施工图21.5 区划布置图21.6 工艺设备平面布置图第二十二章机械制图国外标准简介22.1 图纸幅面及格式22.2 比例22.3 图线22.4 剖面符号22.5 图样画法22.6 尺寸注法22.7 表面粗糙度的标注22.8 螺纹的画法22.9 齿轮的画法22.10 外国标准代号及名称第二十三章机械设计图样管理23.1 产品及其组成部分的名词、术语23.2 图样分类23.3 产品工作图样的基本要求23.4 产品图样及设计文件的格式23.5 设计图样的审签制度23.6 产品图样及设计文件的编号方法23.7 产品图样及设计文件的更改办法23.8 图样复制技术简介23.9 设计文件的保管附录附录一优先数和优先数系附录二常用单位的换算附录三几何图形的计算公式附录四几何体的计算公式附录五常用材料参考文献相关书籍:机械设计手册单行本:起重运输机械零部件、操作件和小机械设计手册单行本:带传动和链传动机械设计手册:连接与紧固(单行本)机械设计手册单行本:失效分析和故障诊断机械设计手册单行本:密封件、密封与润滑机械设计手册单行本——零件结构设计工艺性机械设计手册单行本——滑动轴承机械设计手册单行本:减速器和变速器机械设计手册:滚动轴承(单行本)机械设计手册:齿轮传动(单行本)机械设计手册:机电一体化系统设计(单行本)机械设计手册——液力传动(单行本)机械工程师手册(第3版)机械加工工艺手册(第2版)第二卷加工技术卷机械设计手册:电子版(附光盘)最新轴承手册。
第一章几何精度设计概论1-1 判断题1.任何机械零件都存在几何误差。
(√)2.只要零件不经挑选或修配,便能装配到机器上,则该零件具有互换性。
(×)3.为使零件具有互换性,必须把加工误差控制在给定的范围内。
(√)4.按照国家标准化管理委员会的规定,强制性国家标准的代号是GB/Q,推荐性国家标准的代号是GB/T(×)1-2 选择填空1.最常用的几何精度设计方法是(计算法,类比法,试验法)。
2.对于成批大量生产且精度要求极高的零件,宜采用(完全互换,分组互换,不需要互换)的生产形式。
3.产品标准属于(基础标准,技术标准,管理标准)。
4.拟合轮廓要素是由(理想轮廓,实际轮廓,测得轮廓)形成的具有(理想形状,实际形状,测得形状)的要素。
第二章尺寸精度2-1 判断题1.公差可以认为是允许零件尺寸的最大偏差。
(×)2.只要两零件的公差值相同,就可以认为它们的精度要求相同。
(×)3.基本偏差用来决定公差带的位置。
(√)4.孔的基本偏差为下偏差,轴的基本偏差为上偏差。
(×)5.30f7与30F8的基本偏差大小相等,符号相反。
(√)6.30t7与30T7的基本偏差大小相等,符号相反。
(×)7.孔、轴公差带的相对位置反映配合精度的高低。
(×)8.孔的实际尺寸大于轴的实际尺寸,装配时具有间隙,就属于间隙配合。
(×)9.配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。
(√)10.配合公差越大,配合就越松。
(×)11.轴孔配合最大间隙为13微米,孔公差为28微米,则属于过渡配合。
(√)12.基本偏差a~h与基准孔构成间隙配合,其中a配合最松。
(√)13.基孔制的特点就是先加工孔,基轴制的特点就是先加工轴。
(×)14.有相对运动的配合选用间隙配合,无相对运动的均选用过盈配合。
(×)15.不合格的轴孔装配后,形成的实际间隙(或过盈)必然不合格。