切削液基础知识培训共39页
- 格式:ppt
- 大小:2.74 MB
- 文档页数:39
切削液基础知识切削液的作用(1)润滑作用:切削液能渗入到刀具、切屑、加工表面之间而形成薄薄的一层润滑膜或化学吸附膜,因此,可以减小它们之间的摩擦。
其润滑效果主要五决于切削液的渗透能力、吸附成膜的能力和润滑膜的强度。
在切削液中加入不同成分和比例的添加剂,可改变其润滑能力。
切削液的润滑效果还与切削条件有关。
例如,切削速度越高,切削厚度越大,工件材料强度越高,切削液的润滑效果就越差。
(2)冷却作用:切削液能从切削区域带走大量的切削热,使切削温度降低。
切削液冷却性能的好坏,取决于它的传热系数、比热容、气化热、气化速度、流量、流速及本身温度等。
一般来说,水溶液的冷却性能最好,乳化液次之,油类最差。
(3)清洗作用:切削液的流动可冲走切削区域和机床导轨上的细小切屑及脱落的磨粒,这对磨削、深孔加工、自动线加工来说是十分重要的。
切削液的清洗能力与它的一层保护膜,或与金属化合形成钝化膜,对工件、机床、刀具都能起到很好透性、流动性及使用压力有关,同时还受到表面活性剂性能的影响。
(4)防锈作用:在切削液中加入防锈添加剂以后,可在金属材料表面上形成附着力很强的防锈、防蚀作用。
切削液中的添加剂与切削液的种类(1)切削液中的添加剂:添加剂是一些化学物质,可分为油性添加剂、极压添加剂、表面活性添加剂和其它添加剂。
1)油性添加剂:油性添加剂含有极性分子,能与金属表面形成牢固的吸附膜,在较低的切削速度下能起到较好的润滑作用。
油性添加剂有动物油、植物油、脂肪酸、胺类、醇类、脂类等。
2)极压添加剂:极压添加剂是含有硫、磷、氯、碘等的有机化合物,他们在高温下与金属表面起化学反映,形成能耐较高温度和压力的化学润滑膜。
此润滑膜能承受很高的压强,能防止金属界面直接接触,降低摩擦因数,保持良好的切削润滑条件。
3)表面活性剂:表面活性剂即乳化剂,具有乳化作用和油性添加剂的润滑作用。
前者使矿物油和水混合乳化,形成乳化液;后者吸附在金属表面上形成润滑膜。
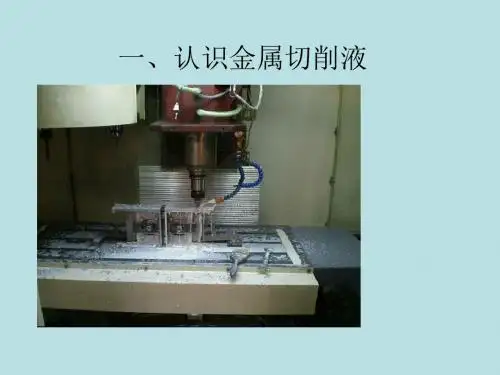
切削液不得不知的基本知识金属加工液金属及其合金在切削、成形、处理和保护等过程忠使用的工艺润滑油统称为金属加工液,又名切削液。
在金属加工过程中,为了降低切削时的切削力,及时带走切削区内产生的热量以降低切削温度,提高刀具耐用度,从而提高生产效率,改善工件表面粗糙度,保证工件加工精度,达到最佳的经济效果,通常使用金属加工液。
金属加工液在金属加工过程中具有润滑、冷却、清洗、防锈等作用;其中核心作用是:一方面通过冷却作用降低加工过程中的变形热,另一方面通过润滑作用来减少金属加工过程中的磨擦热,从而来提高金属加工质量,延长刀具的使用寿命等。
1、冷却性能:冷却作用是通过乳化液和因切削而发热的刀具、切屑和工件间的对流和汽化作用把切屑热从固体(刀具、工件)处带走,从而有效地降低切削温度,减少工件和刀具的热变形,保持刀具硬度提高加工精度和刀具耐用度。
2、润滑性能:润滑作用就是其减少前刀面与切屑、后刀面与已加工表面间的摩擦形成部分润滑膜的作用,以防止刀具与切屑或工件间的粘着,所以良好的润滑可以减少功能消耗、刀具磨损和良好的表面光洁度。
3、清洗性能:在金属加工过程中,切屑、铁粉、磨屑、油污、沙粒等常常粘附在工件、刀具或砂轮表面及缝隙中,同时沾污机床和工件,不易清洗,使刀具或砂轮切屑刃口变钝,影响切削效果。
所以要求乳化液有良好的清洗作用。
乳化液的清洗性能就是指乳化液防止这些细颗粒粘结和利用液流的机械冲洗作用将其冲走的能力。
4、防锈性能:在金属加工过程中,工件要与环境介质如水、氧、硫、二氧化硫、二氧化碳、硫化氢、氯离子、游离酸碱和乳化液分解或氧化变质所产生的油泥等腐蚀性介质接触而受到腐蚀,机床部件与乳化液接触的部分会产生腐蚀。
因此要求乳化液有一定的防锈能力。
金属加工液除了应具有良好的冷却性、润滑性、清洗性、防锈性外,还应具有防腐蚀性、抗菌性、防垢性、抗泡性、热稳定性、无毒、无害、无刺激性气味、不污染环境、使用方便等条件。
金属加工液可分为纯油性切削液和水溶性切削液两种。
切削液常识1. 切削液的作用2. 切削液的分类3. 切削液的选用4. 切削液的使用方法5. 切削液的维护与管理6. 切削液的废液处理一.切削液的作用在金属切削过程中,为提高切削效率,提高工件的精度和降低工件表面粗糙度,延长刀具使用寿命,达到最佳的经济效果,就必须减少刀具与工件、刀具与切屑之间磨擦,及时带走切削区内因材料变形而产生的热量。
要达到这些目的,一方面是通过开发高硬度耐高温的刀具材料和改进刀具的几何形状,如随着碳素钢、高速钢硬质合金及陶瓷等刀具材料的相继问世以及使用转位刀具等,使金属切削的加工率得到迅速提高;另一方面采用性能优良的切(磨)削液往往可以明显提高切削效率,降低工件表面粗糙度,延长刀具使用寿命,取得良好和经济效益切削液作用有如下几方面:1.冷却作用冷却作用是依靠切削液的对流换热和汽化把切削热从固体(刀具、工件和切屑)带走,降低切削区的温度,减少工件变形,保持刀具硬度和尺寸。
切削液的冷却作用取决于它的热参数值,特别是比热容和热导率。
此外,液体的流动条件和热交换系数也起重要作用,热交换系数可以通过改变表面活性材料和汽化热大小来提高。
水具有较高的比热容和大的导热率,所以水基的切削性能要比油基切削液好。
改变液体的流动条件,如提高流速和加大流量可以有效地提高切削液的冷却效果,特别对于对于冷却效果差的油基切削液,加大切削液的供液压力和加大流量,可有较提高冷却性能。
在枪钻深孔和高速滚齿加工中就采用这个办法。
采用喷雾冷却,使液体易于汽化,也可明显提高冷却效果。
切削液的冷却效果受切削液的渗透性能所影响,渗透性能好的切削液,对刀刃的冷却速度快,切削液的渗透性能与切削液的粘度和浸润性有关。
低粘度液体比高粘度液体渗透性能要好,油基切削液的渗透性能比水基切削液渗透性能要强,含有表面活性剂的水基切削液其渗透性能则大大有所提高。
切削液的浸润性能与切削液的表面张力有关,当液体表面张力大时,液体在固体的表面向周围扩张聚集成液滴,这种液体的渗透性能就差;当液体表面张力小时,液体在固体表面向周围扩展,固体-液体-气体的接触角很小,甚至为零,此时液体的渗透性能就好,液体能迅速扩展到刀具与工件,刀具与切屑接触的缝隙中,便可加强冷却效果。
切削液基础知识切削液是一种用在金属切、削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体切削液是金属切削加工的重要配套材料。
18世纪中后期以来,切削液在各种金属加工领域中得到了广泛的应用。
20世纪初,人们从原油中提炼出大量润滑油,发明了各种润滑油添加剂,真正拉开了现代切削液技术的历史序幕。
一、切削液的组成及性能特点切削液的品种繁多,作用各异,分为油基切削液和水基切削液两大类。
油基切削液也叫切削油,它主要用于低速重切削加工和难加工材料的切削加工。
水基切削液分为3大类乳化切削液、微乳化切削液和合成切削液。
二、切削液的作用使用切削液的主要目的是为减少切削能耗,及时带走切削区内产生的热量以降低切削温度、减少刀具与工件间的摩擦和磨损、提高刀具使用寿命,保证工件加工精度和表面质量,提高加工效率,达到最佳经济效果。
切削液在加工过程中的这些效果主要来源于其润滑作用、冷却作用、清洗作用和防锈作用。
此外,因为切削液是油脂化学制品,直接与操作人员、工件和机床相接触,对其安全性和腐蚀性也必须有一定的要求。
三、切削液的发展趋势众所周知,切削液具有润滑、冷却、清洗及防锈等作用,对提高切削加工质量和效率、减少刀具磨损等均有显著效果。
近十多年来,我国的切削液技术发展很快,切削液新品种不断出现,性能也不断改进和完善,特别是20世纪70年代末生产的水基合成切削液和近几年发展起来的半合成切削液(微乳化切削液)在生产中的推广和应用,为机械加工向节能、减少环境污染、降低工业生产成本方向发展开辟了新路径。
四、切削液的选用切削液都是按照油基切削液和水基切削液来选用的。
总体上看,在加工质量和刀具寿命方面,油基切削液比水基切削液要优越,尽管随被加工材料、加工方法、加工条件的不同其优劣程度会有所差异。
所以,水基切削液应该用于存在着比加工质量和刀具寿命更优先的场合。
五、其他切削液1)膏状及固体润滑剂在攻螺纹时,常在刀具或工件上涂上一些膏状或固体润滑剂。
切削液常识1.选择切削液时要注意什么从刀具方面考虑(1)高速钢刀具耐热性差,应采用切削液。
(2)硬质合金刀具耐热性好,一般不用切削液,必须使用时可采用低浓度乳化液或多效切削液(多效指润滑、冷却、防锈综合作用好,如高速攻螺纹油),且浇注时要充分连续,否则刀片会因冷热不均而导致破裂。
2。
从加工 ... 方面考虑(1)钻孔、铰孔、攻螺纹和拉削等工序的刀具与已加工表面摩擦严重,易采用乳化液、极压乳化液或极压切削油。
(2)成型刀具、齿轮刀具等价格昂贵,要求刀具使用寿命高,可采用极压切削油(如硫化油等)。
(3)磨削加工温度很高,还会产生大量的碎屑及脱落的沙粒,因此要求切削液应具有良好的冷却和清洗作用,常采用乳化液,如选用极压型或多效型合成切削液效果更好。
3。
从工件材料方面考虑(1)切削钢等塑性材料时,需用切削液。
(2)切削铸铁、青铜等脆性材料时可不用切削液,其作用不明显。
(3)切削高强度钢、高温合金等难加工材料时,属高温高压边界摩擦状态,易选用极压切削油或极压乳化液,有时还需配置特殊的切削液。
(4)对于铜、铝及铝合金,为得到较高的加工表面质量和加工精度,可采用10%~20%的乳化液或煤油等。
2.合成切削液包括哪些1、一种化学合成的切削液是含有水溶性防锈剂的真溶液,如亚硝酸钠、碳限钠、三乙醇胺等组成的水溶性液。
这类溶液具有一定的冷却、清洗、防锈性,不易变质,使用周期较长,但其润滑性和润湿性较差,表面张力较大(与水接近),并且在水分蒸发后,金属表面会留下硬的结晶残留物,所以这类切削液只适合于一般的磨削加工。
象我们威尔的固体切削液。
2、化学合成的切削液是由表面活性剂、水溶性防锈剂和水溶性润滑剂组成,是一种颗粒极小的胶体溶液。
这种切削液表面张力低,一般小于400Pa。
其润湿性好,渗透能力强,冷却和清洗性能好,也有一定的润滑作用。
由于合成以上上两种合成切削液是单相体系,其稳定性较乳化液好,使用周期长,但由于不含油,且清洗能力强,很容易把机床导轨面上的润滑油清洗掉,造成刀架移动困难,并容易在这些可移动部件的接触面产生锈蚀,所以在使用合成切削液时要注意加强设备的防锈管理。