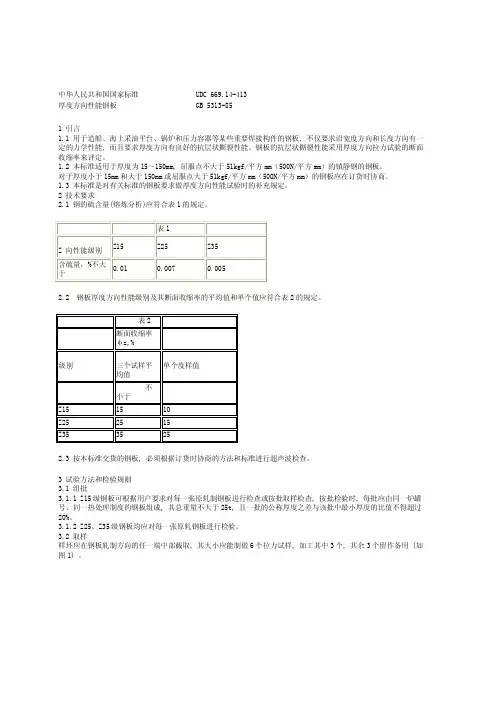
钢板取样标准
- 格式:doc
- 大小:45.50 KB
- 文档页数:1
钢材机械性能取样方法一、引用标准GB1499—1998《热轧带肋钢筋》GB13013—91《钢筋混凝土用热轧光圆钢筋》GB701—1997 《低热钢热轧圆盘条》JGJ18—2003 《钢筋焊接及验收标准》JGJ107—2003 《钢筋机械连接通用技术规程》JGJ108—96 《带肋钢筋套筒挤压连接技术规程》JGJ109—96 《钢筋锥螺纹接头技术规程》GB13788-2000《冷扎带肋钢筋》二、原材料(一)钢筋1、取样规则(1)钢筋应按每批进行检查和验收,每批重量不大于60吨。
每批应由同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
(2)冷拉钢筋应分批进行验收,每批由重量不大于20吨的同级别,同直径的冷拉钢筋组成。
(3)冷扎带肋钢筋每批应由同一牌号、同一规格、同一生产工艺和同一交火状态的钢筋组成,每批不大于60吨。
2 、取样数量钢筋的试样数量根据其供货形式的不同而不同。
(1)直条钢筋:每批直条钢筋应做2个拉伸试验,2个弯曲试验。
(2)盘条钢筋:每批盘条钢筋应做1个拉伸试验,2个弯曲试验。
(3)冷拉钢筋:每批冷拉钢筋应做2个拉伸试验,2个弯曲试验。
(4)冷扎带肋钢筋:每批冷扎带肋钢筋应做1个拉伸试验,2个弯曲试验。
3 、取样方法拉伸和弯曲试验的试样可在每批材料中任选两根钢筋,切取样品应在钢筋端头50mm外切取,每根上取2个试样做拉、弯试验。
4、取样长度直条钢筋、盘条钢筋、冷拉钢筋为40-45mm(二)型钢1、样胚的切取根据(GB2975—98)《钢材力学及工程性能试验取样规定》的要求:(1)样胚应在外观尺寸合格的钢材上切取。
(2)切取样胚时,应防止因受热、加工应化及变形,而影响其力学及工艺性能。
(3)用烧割法切取样胚时,从样胚切割缝至试样边缘必须留有足够的加工余量,一般应不小于钢材的厚度或直径,但最小不得少于20mm。
对于厚度或直径大于60mm的钢材,其加工余量可根据双方协议适当减小(4)冷剪样胚所留的加工余量可按表1选取表12、样胚切取位置及方向(1)对截面尺寸小于或等于60mm的圆钢、方钢和角钢,应在中心切取拉力试验样胚,截面尺寸大于60mm,则在直径或对角线距外端四分之一处切取。

钢筋实验取样(拉拔、冷弯、焊接)长度标准(一)热轧钢筋1、组批规则以同一牌号、同一炉罐号、同一规格、同一交货状态,不超过60吨为一批。
2、取样方法拉伸检验:任选两根钢筋切取。
两个试样,试样长500mm。
冷弯检验:任选两根钢筋切取两个试样,试长度按下式计算:L=1.55*(a+d)+140mm式中:L—试样长度a—钢筋公称直径d—弯曲试验的弯心直径;按下表取用钢筋牌号(强度等级) HPB235(Ⅰ级) HRB335 HRB400 HRB500公称直径(mm) 8~20 6~25 28~50 6~25 28~50 6~25 28~50弯心直径d 1a 3a 4a 4a 5a6a 7a在切取试样时,应将钢筋端头的500mm去掉后再切取。
(二)低碳钢热轧圆盘条1、组批规则以同一牌号、同一炉罐号、同一品种、同一尺寸、同一交货状态,不超过60吨为一批。
2、取样方法:拉伸检验:任选一盘,从该盘的任一端切取一个试样,试样长500mm。
弯曲检验:任选两盘,从每盘的任一端各切取一个试样,试样长200mm。
在切取试样时,应将端头的500mm去掉后再切取。
(三)冷拔低碳钢丝1、组批规则甲级钢丝逐盘检验。
乙级钢丝以同直径5吨为一批任选三盘检验。
2、取样方法从每盘上任一端截去不少于500mm后,再取两个试样一个拉伸,一个反复弯曲,拉伸试样长500mm,反复弯曲试样长200mm。
(四)冷轧带肋钢筋1、冷轧带肋钢筋的力学性能和工艺性能应逐盘检验,从每盘任一端截去500mm以后,取两个试样,拉伸试样长500mm,冷弯试样长200mm。
2、对成捆供应的550级冷轧带肋钢筋应逐捆检验。
从每捆中同一根钢筋上截取二个试样,其中,拉伸试样长500mm,冷弯试样长250mm。
如果,检验结果有一项达不到标准规定。
应从该捆钢筋中取双倍试样进行复验。
(五)钢筋焊接接头的取样A、取样规定[根据《钢筋焊接及验收规程》(JGJ18-2003)]1、钢筋闪光对焊接头取样规定a 在同一台班内,由同一焊工完成的300个同牌号、同直径钢筋焊接接头应作为一批。
钢的化学分析用试样取样法及成品化学分析允许偏差F.1 成品分析取样F.1.1取样总则F.1.1.1 用于钢的化学成份成品分析的试样,必须在钢材具有代表性的部位采取。
试样应均匀一致,能代表每批钢材的化学成份,并应具有足够的数量,以满足全部分析要求。
F.1.1.2 化学分析用的试样样屑,可以钻取、刨取,或用某些工具机制取。
样屑应粉碎并混合均匀。
制取样屑时,不能用水、油或其它润滑剂,并应去除表面氧化铁皮和脏物。
成品钢材还应去除脱碳层、渗碳层、涂层、镀层金属和其它外来物质。
F.1.1.3 当用钻头采取试样样屑时,对小断面钢材成品分析,钻头直径应尽可能的大,至少不应小于6mm;对大断面钢材成品分析,钻头直径不应小于12mm。
F.1.2 成品分析取样F.1.2.1 成品分析用的试样样屑,应按下列方法之一采取,不能用下列方法采取时,由供需双方协议。
1大断面钢材1)大断面的初轧坯、方坯、扁坯、圆钢、方钢、锻钢件等,样屑应从钢材的整个横断面或半个横断面上刨取;或从钢材横断面中心至边缘的中间部位(或对角线1/4处)平行于轴线钻取;或从钢材侧面垂直于轴中心线钻取,此时钻孔深度应达钢材或钢坯轴心处。
2)大断面的中空锻件或管件,应从壁厚内外表面的中间部位钻取,或在端头整个横断面上刨取。
2 小断面钢材小断面钢材包括圆钢、方钢、扁钢、工字钢、槽钢、角钢、复杂断面型钢、钢管、盘条、钢带、钢丝等,不适用本条第一款的规定取样时,可按下列规定取样。
1)从钢材的整个横断面上刨取(焊接钢管应避开焊缝);或从横断面上沿轧制方向钻取,钻孔应对称均匀分布;或从钢材外侧面的中间部位垂直于轧制方向用钻通的方法钻取。
2) 当按本条第一款第一项的规定不可能时,如钢带、钢丝,应从弯折迭合或捆扎成束的样块横断面上刨取,或从不同根钢带、钢丝上截取。
3) 钢管可围绕其外表面在几个位置钻通管壁钻取,薄壁钢管可压扁迭合后在横断面上刨取。
3 钢板1) 纵轧钢板钢板宽度小于1m时,沿钢板宽度剪切一条宽50mm的试料;钢板宽度大于或等于1m 时,沿钢板宽度自边缘至中心剪切一条宽50mm的试料。
钢结构见证取样标准第一部分:见证取样检测一、钢材质量对属于下列情况之一的钢材,应对钢材进行化学成分分析和力学性能的抽样复验:(1) 国外进口钢材;(2) 钢材混批;(3) 板厚等于或大于40mm,且设计有Z向性能要求的厚板;(4) 建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;(5) 设计有复验要求的钢材;(6) 对质量有疑义的钢材。
1、化学成分分析(主控项目)(1)检验指标:碳、硅、锰、硫、磷及其他合金元素(2) 依据标准:《钢和铁化学成分测定用试样的取样和制样方法》GB/T20066-2006《建筑结构检测技术标准》GB/T50344-2004(3) 取样方法及数量:钢材化学成分分析,可根据需要进行全成分分析或主要成分分析。
所采用的取样方法应保证分析试样能代表抽样产品的化学成分平均值。
分析试样应去除表面涂层、除湿、除尘、以及除去其他形式的污染。
分析试样应尽可能避开孔隙、裂纹、疏松、毛刺、折叠或其他表面缺陷。
制备的分析试样的质量应足够大,以便可能进行必要的复检验。
对屑状或粉末状样品,其质量一般为100g。
可采取钻、切、车、冲等方法制取屑状样品。
不能用钻取方法制备屑状样品时,样品应该切小或破碎,然后用破碎机或振动磨粉碎。
振动磨有盘磨和环磨。
制取的粉末分析试样应全部通过规定孔径的筛。
钢材化学成分的分析每批钢材取1个试样。
2、力学性能检验(主控项目)(1) 检验指标:屈服点、抗拉强度、伸长率、冷弯、冲击功(2) 依据标准:《钢及钢产品力学性能试验取样位置及试验制备》GB /T2975-1998《建筑结构检测技术标准》GB/T50344-2004(3) 取样方法及数量:应在外观及尺寸合格的钢材上取样,产品应具有足够大的尺寸。
取样时应防止出现过热、加工硬化而影响力学性能。
取样的位置及方向应符合GB /T2975-1998附录A的规定。
当工程没有与结构同批的钢材时,可在构件上截取试样,但应确保结构构件的安全。
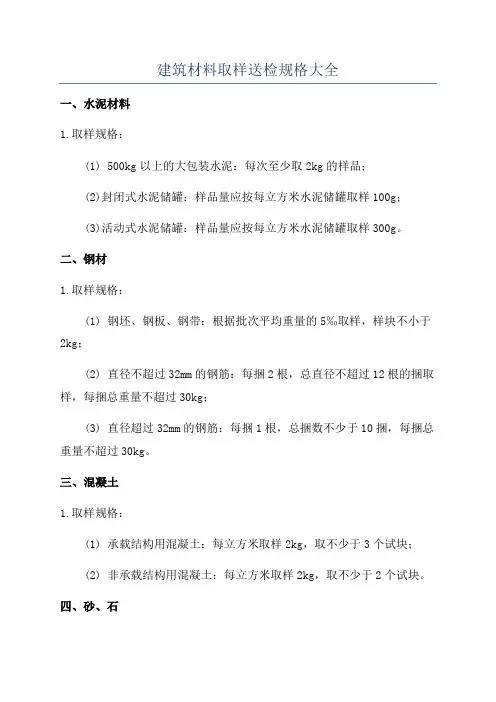
建筑材料取样送检规格大全一、水泥材料1.取样规格:(1) 500kg以上的大包装水泥:每次至少取2kg的样品;(2)封闭式水泥储罐:样品量应按每立方米水泥储罐取样100g;(3)活动式水泥储罐:样品量应按每立方米水泥储罐取样300g。
二、钢材1.取样规格:(1) 钢坯、钢板、钢带:根据批次平均重量的5‰取样,样块不小于2kg;(2) 直径不超过32mm的钢筋:每捆2根,总直径不超过12根的捆取样,每捆总重量不超过30kg;(3) 直径超过32mm的钢筋:每捆1根,总捆数不少于10捆,每捆总重量不超过30kg。
三、混凝土1.取样规格:(1) 承载结构用混凝土:每立方米取样2kg,取不少于3个试块;(2) 非承载结构用混凝土:每立方米取样2kg,取不少于2个试块。
四、砂、石(1)原料场取样:从不同地点和不同方向各取三次,每次取样至少100g;(2)施工现场取样:每次样品不少于100g,每个抽样点取不少于3个样品。
五、黏土1.取样规格:(1)低容限、高含水量黏土:根据工程需要取样,保证实验需要的土样量;(2) 中、高容限黏土:每个朗姆杯取样2kg。
六、玻璃1.取样规格:(1)平板玻璃:每张玻璃取样不少于2个点,每个点按玻璃面积的1%取样;(2)空心玻璃:每个集装箱按不少于10%的比例取样。
七、塑料1.取样规格:(1)塑料板材:每张板材取样不少于3个点,每个点按面积的2%取样;(2)塑料管材:每个批次按比例取不少于3个样品。
八、木材(1) 竹材、木材切割品:每次取样不少于3块样品,样品尺寸不小于30cm × 30cm × 1.5cm;(2) 板材、弯曲品取样:每次取样不少于3块样品,样品尺寸不小于10cm × 10cm × 1.5cm。
九、瓦材料1.取样规格:(1)平瓦、排水瓦:每个批次按比例取不少于3块样品;(2)波形瓦、彩钢瓦:每个批次按比例取不少于5块样品。
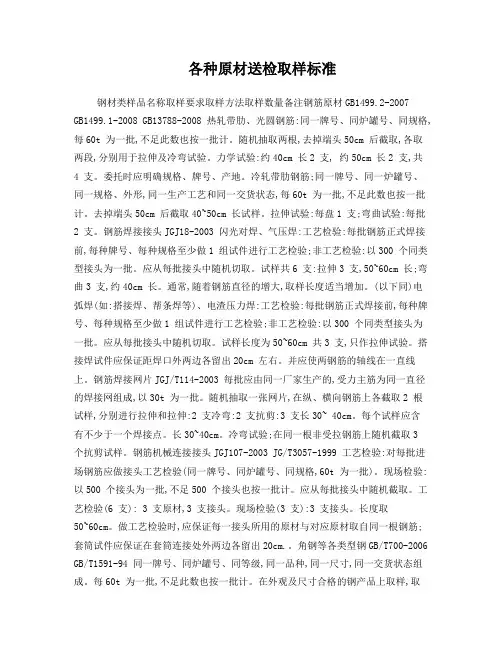
各种原材送检取样标准钢材类样品名称取样要求取样方法取样数量备注钢筋原材GB1499.2-2007GB1499.1-2008 GB13788-2008 热轧带肋、光圆钢筋:同一牌号、同炉罐号、同规格,每60t 为一批,不足此数也按一批计。
随机抽取两根,去掉端头50cm 后截取,各取两段,分别用于拉伸及冷弯试验。
力学试验:约40cm 长2 支, 约50cm 长2 支,共4 支。
委托时应明确规格、牌号、产地。
冷轧带肋钢筋;同一牌号、同一炉罐号、同一规格、外形,同一生产工艺和同一交货状态,每60t 为一批,不足此数也按一批计。
去掉端头50cm 后截取40~50cm 长试样。
拉伸试验:每盘1 支;弯曲试验:每批2 支。
钢筋焊接接头JGJ18-2003 闪光对焊、气压焊:工艺检验:每批钢筋正式焊接前,每种牌号、每种规格至少做1 组试件进行工艺检验;非工艺检验:以300 个同类型接头为一批。
应从每批接头中随机切取。
试样共6 支:拉伸3 支,50~60cm 长;弯曲3 支,约40cm 长。
通常,随着钢筋直径的增大,取样长度适当增加。
(以下同)电弧焊(如:搭接焊、帮条焊等)、电渣压力焊:工艺检验:每批钢筋正式焊接前,每种牌号、每种规格至少做1 组试件进行工艺检验;非工艺检验:以300 个同类型接头为一批。
应从每批接头中随机切取。
试样长度为50~60cm 共3 支,只作拉伸试验。
搭接焊试件应保证距焊口外两边各留出20cm 左右。
并应使两钢筋的轴线在一直线上。
钢筋焊接网片JGJ/T114-2003 每批应由同一厂家生产的,受力主筋为同一直径的焊接网组成,以30t 为一批。
随机抽取一张网片,在纵、横向钢筋上各截取2 根试样,分别进行拉伸和拉伸:2 支冷弯:2 支抗剪:3 支长30~ 40cm。
每个试样应含有不少于一个焊接点。
长30~40cm。
冷弯试验;在同一根非受拉钢筋上随机截取3 个抗剪试样。
钢筋机械连接接头JGJ107-2003 JG/T3057-1999 工艺检验:对每批进场钢筋应做接头工艺检验(同一牌号、同炉罐号、同规格,60t 为一批)。
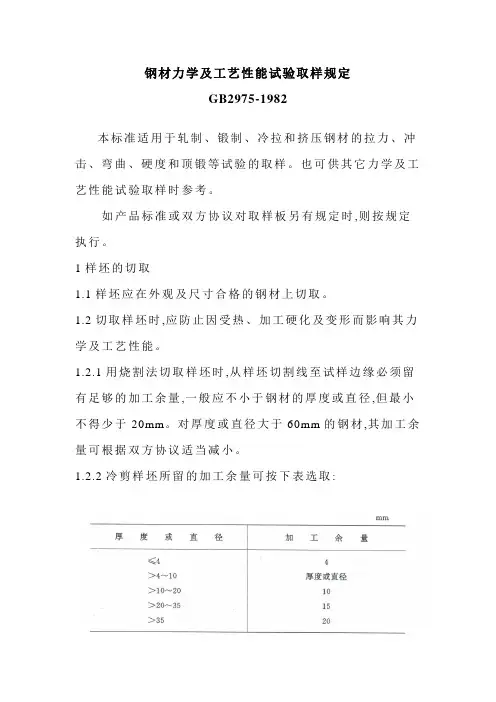
钢材力学及工艺性能试验取样规定GB2975-1982本标准适用于轧制、锻制、冷拉和挤压钢材的拉力、冲击、弯曲、硬度和顶锻等试验的取样。
也可供其它力学及工艺性能试验取样时参考。
如产品标准或双方协议对取样板另有规定时,则按规定执行。
1样坯的切取1.1样坯应在外观及尺寸合格的钢材上切取。
1.2切取样坯时,应防止因受热、加工硬化及变形而影响其力学及工艺性能。
1.2.1用烧割法切取样坯时,从样坯切割线至试样边缘必须留有足够的加工余量,一般应不小于钢材的厚度或直径,但最小不得少于20mm。
对厚度或直径大于60mm的钢材,其加工余量可根据双方协议适当减小。
1.2.2冷剪样坯所留的加工余量可按下表选取:2样坯切取位置及方向2.1对截面尺寸〈图1的D和a〉小于或等于6Omm的圆钢、方钢和六角钢,应在中心切取拉力及冲击样坯;截面尺寸大于60mm时,则在直径或对角线距外端四分之一处切取,如图1所示。
2.2样坯不需热处理时,截面尺寸小于或等于40mm的圆钢、方钢和六角钢,应使用全截面进行拉力试验。
当试验机条件不能满足要求时,应加工成GB228-76《金属拉力试验法》中相应的圆形比例试样。
2.3样坯需要热处理时,应按有关产品标准规定的尺寸,从圆钢、方钢和六角钢上切取。
2.4应从圆钢和方钢端部沿轧制方向切取弯曲样坯,截面尺寸小于或等于35mm时,应以钢材全截面进行试验。
截面尺寸大于35mm时,圆钢应加工成直径25mm的圆形试样,并应保留宽度不大于5mm的表面层,方钢应加工成厚度为2Omm并保留一个表面层的矩形试样,如图2所示。
2.5应从工字钢和槽钢腰高四分之一处沿轧制方向切取矩形拉力、弯曲和冲击样坯。
拉力、弯曲试样的厚度应是钢材厚度,如图3所示。
2.6应从角钢和乙字钢腿长以及T形钢和球扁钢腰高三分之一处切取矩形拉力、弯曲和冲击样坯,如图4所示。
2.7应从扁钢端部沿轧制方向在距边缘为宽度三分之一处切取拉力、弯曲和冲击样坯,如图5所示。
钢材及其焊接件取样方法一、原材料(一) 钢筋1、取样规则(1) 热轧光圆钢筋、余热处理钢筋每批由重量不大于60t的同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
(2) 热轧带肋钢筋、低碳钢热轧圆盘条每批由重量不大于60t的同一牌号、同一炉罐号、同一规格的钢筋组成。
(3) 碳素结构钢每批由重量不大于60t的同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态的钢筋组成。
(4) 冷轧带肋钢筋每批由同一牌号、同一外形、同一规格、同一生产工艺和同一交货状态的钢筋组成,每批不大于60t。
2、取样数量钢筋的试样数量根据其供货形式的不同而不同。
(1) 直条钢筋:每批直条钢筋应做2个拉伸试验、2个弯曲试验。
用《碳素结构钢》(CB/T700-1988)验收的直条钢筋每批应做1个拉伸试验、1个弯曲试验。
(2) 盘条钢筋:每批盘条钢筋应做1个拉伸试验、2个弯曲试验。
(3) 冷轧带肋钢筋:逐盘或逐捆做1个拉伸试验,牌号CRB550每批做2个弯曲试验,牌号CRB650及其以上每批做2个反复弯曲试验。
3、取样方法拉伸和弯曲试验的试样可在每批材料中任选两根钢筋切取。
钢筋试样不需作任何加工。
(二) 型钢1、样坯的切取根据中华人民共和国国家标准《钢及钢产品力学性能试验取样位置及试样制备》(GB/T2975-1998)的要求:样坯应在外观尺寸合格的钢产品上切取。
取样时,应对抽样产品、试料、样坯和试样作出标记,以保证始终能识别取样的位置及方向。
取样时,就防止过热、加工硬化而影响力学性能。
用烧割法切取样坯时,从样坯切割线至试样边缘必须留有加工余量,一般应不小于钢产品的厚度或直径,但不得小于20mm。
冷剪样坯所留的加工余量,按表1选取。
表1 冷剪样坯加工余量2、试样的制备制备试样应避免由于机加工使钢表面产生硬化及过热而改变其力学性能,机加工最终工序应使试样的表面质量、形状和尺寸满足相应试验方法标准的要求。
当要求标准状态热处理时,应保证试样的热处理制度与样坯相同。
钢板化学成分检测标准一、引言钢板作为工业生产和建筑领域的重要材料,其化学成分直接影响到其性能和用途。
为了确保钢板的质量和可靠性,必须对钢板的化学成分进行严格检测。
本篇将详细介绍钢板化学成分检测的标准,包括取样、检测方法、数据处理和报告等方面的要求。
二、取样标准1.取样位置:取样位置应具有代表性,能够反映钢板的整体化学成分。
通常,取样位置应在钢板的中心部位或具有代表性的部位。
2.取样数量:取样数量应根据钢板的规格和用途确定,确保取样的代表性和准确性。
对于大型钢板,应适当增加取样数量。
3.取样方法:取样方法应符合国家标准,采用机械切割或火焰切割等方法,避免对钢板造成不必要的损伤。
三、检测方法标准1.光谱分析法:光谱分析法是一种常用的钢板化学成分检测方法,可以快速、准确地检测出钢板中的多种元素含量。
此方法需要使用专业的光谱仪进行检测,确保检测结果的准确性和可靠性。
2.化学分析法:化学分析法是一种传统的钢板化学成分检测方法,通过化学反应和滴定等步骤,可以检测出钢板中的元素含量。
此方法需要使用专业的化学试剂和设备进行检测,操作过程较为繁琐,但检测结果较为准确。
3.仪器分析法:仪器分析法是一种新型的钢板化学成分检测方法,通过使用先进的仪器和技术,可以快速、准确地检测出钢板中的元素含量。
此方法需要使用专业的仪器进行检测,操作简便,检测结果具有较高的准确性和可靠性。
四、数据处理标准1.数据记录:在检测过程中,应详细记录检测数据,包括取样位置、检测方法、检测结果等信息。
确保数据的完整性和可追溯性。
2.数据处理:对于检测数据,应进行统计和分析处理,计算出各元素的平均含量、标准差等统计指标。
对于异常数据,应进行剔除或重新检测。
3.数据报告:应根据检测数据和分析结果,编制检测报告,明确列出各元素的含量和统计指标。
检测报告应具有清晰、简洁的格式,方便使用和查阅。
五、总结钢板化学成分检测标准是确保钢板质量和可靠性的重要环节。
钢筋如何取样检验钢筋的取样是:同种规格型号、批次(号)每60t取样一次,不足60t仍取样一次。
超过60t,每增加40t(或不足40t的余数),增加一个拉伸试验试样和一个弯曲试验试样。
钢筋机械性能试验试件的选取,不能图简单从钢筋端头截取,一般要截去0.5米左右后再取样,是因为要消除钢筋生产热轧时对端头的影响,要注意现场取样复检的宗旨是随机取样,使每组试件能真正有普遍性,代表性。
如果钢材供应渠道有可靠的保证,并且是长期合作信誉度很高,也可以在1根钢筋上把该规格的钢筋试件一次取完,钢筋验收检验取样方法及试验结果评定材料试验是保证工程质量的前提,是IS09002质量保证体系的重要内容,其资料是工程质量追溯的依据,它必须真实准确。
创优质工程,特别是拿长城杯夺鲁班奖,必须加强试验工作。
1.钢筋1.1.钢筋进场必须按批量检查验收,钢筋进场必须持有出厂证明,应有钢种、牌号、数量、化学成分、力学性能、厂家、出厂日期等。
按批进行检查验收。
每批由同牌号、同炉罐号、同规格、同交货状态的钢筋组成。
对小于30T的冶炼炉和连续坯轧的钢筋,允许由同牌号、同冶炼方法、同浇注方法、不同炉号组成混合批,但每批不多于6个炉号,每炉号含碳量之差不得大于0.02%,含锰量之差不大于0.15%;检查包括外观检查和试验等。
1.2.钢筋试验钢筋进场使用前,必须按规定代表数量和取样方法取样,进行力学性能复验。
热轧钢筋在加工过程中发现脆断,焊接性能不良或机械性能不正常现象应进行化学成分分析或其他专项试验,检验是否符合设计及规范要求,然后决定是否使用。
复验报告和出厂证明要和并装订保存。
1.2.1.热轧带肋钢筋、热轧光圆钢筋、低碳钢热轧盘圆条、预热处理钢筋批量取样:每批≤60T,每批取一组试样。
超过60t,每增加40t(或不足40t的余数),增加一个拉伸试验试样和一个弯曲试验试样。
热轧带肋钢筋,热轧光圆钢筋、预热处理钢筋,取样时在该批中任选两根钢筋,在每根上截取两段,一个拉件、一个弯件,即二个拉件、二个弯件为一组(国标),用铁丝捆好,并附上写明该钢筋规格的标牌。
9、钢结构工程用钢材、连接件9.1 钢结构工程用钢材 GB/T700-2006《碳素结构钢》GB/T699-1999《优质碳素结构钢》GB/T1591-2008《低合金高强度结构钢》(1)检测参数:碳素结构钢、低合金高强度结构钢:1根拉伸、1根冷弯优质碳素结构钢:2根拉伸(2)频率:同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态,60t 为一批。
(3)取样方法:GB/T2975-1998型钢(角钢、I字型、槽钢、Z行钢、T行钢等)在腿长1/3处切取;钢板在板宽1/4处切取,试样加工应采用冷加工方法,不能直接高温切割加工,矩形试样,厚度2.5-4.5mm时,试样宽30mm,厚度4.5-6.5mm时,试样宽20mm,长度拉伸试件450mm,冷弯试件350mm碳素结构钢:型钢和钢棒取纵向试样,钢板、钢带取横向试样,窄钢带取横向试样受宽度限制时,可以取纵向试样。
优质碳素结构钢:2根拉伸试件应从不同根钢材上切取。
低合金高强度结构钢:宽度不小于600mm的扁平材,拉伸试验取横向试样,宽度小于600mm的扁平材、型材及棒材取纵向试样。
9.2 网架节点承载力 GB50205-2001《钢结构工程施工质量验收规范》(1)检测参数:节点承载力(2)取样频率、方法:钢管与焊接球焊接成试件,螺栓球与高强度螺栓配合,检查数量为每个工程可取受力最不利的球节点以600只为一批,不足600只仍按一批,每批取3只为一组随机抽检。
钢管与封板或锥头焊接成试件,检查数量为每个工程可取受力最不利的杆件以300根为一批,不足300根仍按一批,每批取3根为一组随机抽检。
9.3 高强螺栓连接副(1)频率:高强度大六角头螺栓、扭剪型高强度螺栓:分别由同批螺栓、螺母、垫圈组成的连接副为同批连接副。
每3000套为一批,不足3000套视为一批。
钢网架用高强度螺栓同一性能等级、材料牌号、炉号、规格、机械加工、热处理及表面处理工艺的螺栓为同批。
钢结构取样标准一、钢材原材料取样1、钢板取样对于钢板,应在同一牌号、同一炉罐号、同一规格、同一交货状态的钢板中,按照一定的批量进行取样。
通常每批重量不大于 60t,取样数量应根据钢板的厚度和检验项目而定。
对于厚度小于或等于 30mm 的钢板,拉伸和弯曲试验的取样数量各为 1 个;对于厚度大于 30mm 的钢板,拉伸和弯曲试验的取样数量各为 2 个。
此外,还应根据需要进行化学成分分析、冲击试验等的取样。
2、型钢取样对于型钢,如工字钢、槽钢、角钢等,同样应在同一牌号、同一炉罐号、同一规格、同一交货状态的产品中进行取样。
每批重量一般不大于 60t,拉伸、弯曲和冲击试验的取样数量根据型钢的类型和规格而定。
3、钢管取样钢管的取样应在同一牌号、同一炉罐号、同一规格、同一交货状态的钢管中进行。
每批钢管的重量通常不超过 50t,对于外径不大于76mm 且壁厚不大于 3mm 的钢管,应取整个管段作为试样;对于外径大于 30mm 的钢管,拉伸试验的取样数量为 2 个,弯曲试验的取样数量为 2 个。
二、焊接材料取样1、焊条取样对于焊条,应以同一批号、同一规格的产品作为一批。
每批重量一般不大于 100t,从每批中抽取一定数量的焊条进行化学成分分析、熔敷金属力学性能试验等。
2、焊丝取样焊丝的取样应以同一炉号、同一规格、同一交货状态的产品为一批。
每批重量通常不大于30t,从每批中抽取适量的焊丝进行化学成分分析、拉伸试验等。
3、焊剂取样焊剂应以同一批号、同一类型的产品为一批。
每批重量一般不大于60t,从每批中抽取适量的焊剂进行化学成分分析、颗粒度测定等。
三、连接紧固件取样1、高强度螺栓取样高强度螺栓连接副应在同批、同规格、同性能等级的产品中进行取样。
每批数量一般不超过 3000 套,对于大六角头高强度螺栓,应进行扭矩系数试验和楔负载试验;对于扭剪型高强度螺栓,应进行紧固轴力试验。
2、普通螺栓取样普通螺栓应按照同一性能等级、材料、炉号、螺纹规格、长度、机械加工、热处理工艺及表面处理工艺的螺栓为同批,每批数量一般不超过 5000 件。
钢板力学式样样柸取样的一般要求1.力学性能试样样坯切取位置及方向:A。
板材试样:对钢板和宽度大于或等于400MM的扁钢,应在距一边约四分之一板宽处切取;B.型材试样:应在距一边约三分之一宽度处切取,圆钢应距外表面的三分之一半径处切取小直径圆钢可直接加工成试样C。
管材试样:对于外径小于30MM的钢管应取整个管段试样:当外径大于30MM时应剖管取纵向横向试样;对于大口丝管子其璧厚小于8MM时,应取条状试样,当璧厚大于8MM时,也可加工成圆形比例试样。
D。
拉伸、弯曲试样:钢板与宽扁钢试样主轴线与最终轧制方向垂直,型钢试样主轴线与最终轧制方向平行。
E。
冲击试样:纵向冲击试样主轴线与最终轧制方向平行,横向冲击试样主轴线应与最终轧制方向垂直。
F.试样截取时,用火焰切割方法,则必须留有足够的加工余量以消除切割影响的区域。
G。
试样的校正或机械加工时,不得经受过分的发热或冷变形而影响力学及工艺性能。
2.化学性能试样试样的切取位置与力学性能取样位置相同。
3.拉伸试样长度、宽度和厚度⑴长度A。
30MM时应剖管取纵向横向试样;对于大口丝管子其璧厚小于8MM时,应取条状试样,当璧厚大于8MM 时,也可加工成圆形比例试样。
B.拉伸、弯曲试样:钢板与宽扁钢试样主轴线与最终轧制方向垂直,型钢试样主轴线与最终轧制方向平行。
c。
冲击试样:纵向冲击试样主轴线与最终轧制方向平行,横向冲击试样主轴线应与最终轧制方向垂直。
D。
试样截取时,用火焰切割方法,则必须留有足够的加工余量以消除切割影响的区域。
E。
试样的校正或机械加工时,不得经受过分的发热或冷变形而影响力学及工艺性能。