蛋与蛋制品的卫生检验.
- 格式:ppt
- 大小:3.98 MB
- 文档页数:31
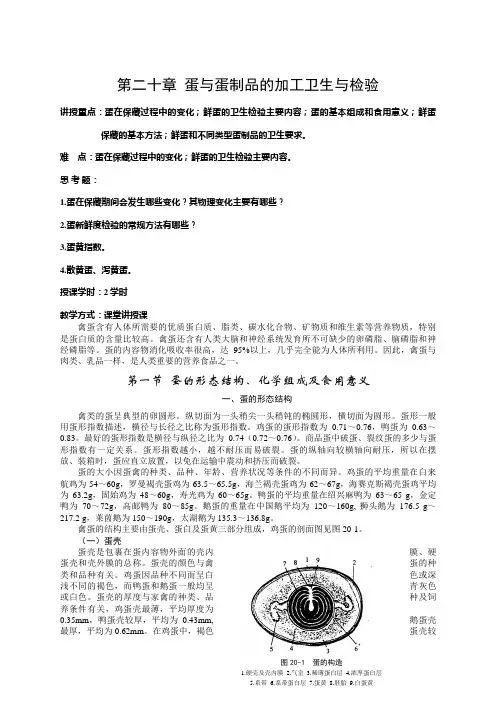
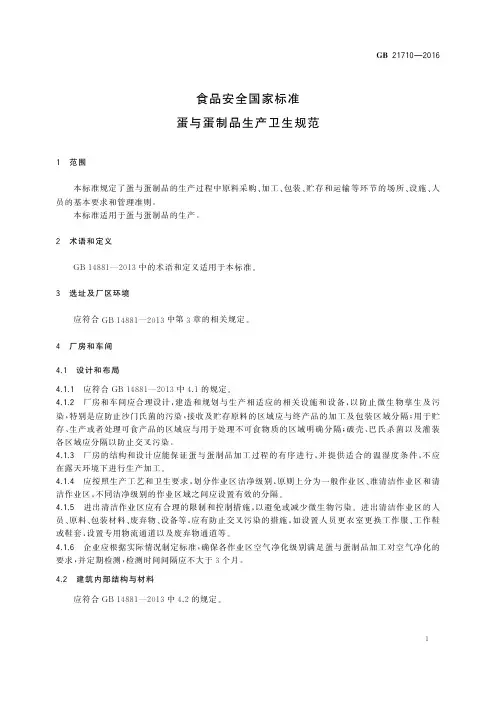
图20-1 蛋的构造1.硬壳及壳内膜2.气室3.稀薄蛋白层4.浓厚蛋白层5.系带6.系带蛋白层7.蛋黄8.胚胎9.白蛋黄 第二十章 蛋与蛋制品的加工卫生与检验讲授重点:蛋在保藏过程中的变化;鲜蛋的卫生检验主要内容;蛋的基本组成和食用意义;鲜蛋保藏的基本方法;鲜蛋和不同类型蛋制品的卫生要求。
难 点:蛋在保藏过程中的变化;鲜蛋的卫生检验主要内容。
思 考 题:1.蛋在保藏期间会发生哪些变化?其物理变化主要有哪些?2.蛋新鲜度检验的常规方法有哪些?3.蛋黄指数。
4.散黄蛋、泻黄蛋。
授课学时:2学时教学方式:课堂讲授课禽蛋含有人体所需要的优质蛋白质、脂类、碳水化合物、矿物质和维生素等营养物质,特别是蛋白质的含量比较高。
禽蛋还含有人类大脑和神经系统发育所不可缺少的卵磷脂、脑磷脂和神经磷脂等。
蛋的内容物消化吸收率很高,达95%以上,几乎完全能为人体所利用。
因此,禽蛋与肉类、乳品一样,是人类重要的营养食品之一。
第一节 蛋的形态结构、化学组成及食用意义一、蛋的形态结构禽类的蛋呈典型的卵圆形。
纵切面为一头稍尖一头稍钝的椭圆形,横切面为圆形。
蛋形一般用蛋形指数描述,横径与长径之比称为蛋形指数。
鸡蛋的蛋形指数为0.71~0.76,鸭蛋为0.63~0.83。
最好的蛋形指数是横径与纵径之比为0.74(0.72~0.76)。
商品蛋中破蛋、裂纹蛋的多少与蛋形指数有一定关系。
蛋形指数越小,越不耐压而易破裂。
蛋的纵轴向较横轴向耐压,所以在摆放、装箱时,蛋应直立放置,以免在运输中震动和挤压而破裂。
蛋的大小因蛋禽的种类、品种、年龄、营养状况等条件的不同而异。
鸡蛋的平均重量在白来航鸡为54~60g ,罗曼褐壳蛋鸡为63.5~65.5g ,海兰褐壳蛋鸡为62~67g ,海赛克斯褐壳蛋鸡平均为63.2g ,固始鸡为48~60g ,寿光鸡为60~65g 。
鸭蛋的平均重量在绍兴麻鸭为63~65 g ,金定鸭为70~72g ,高邮鸭为80~85g 。

蛋及蛋制品安全监督抽检和风险监测实施细则1 鲜蛋1.1 适用范围适用于鲜蛋食品安全抽检监测产品范围包括各种禽类生产的、未经加工的蛋。
本细则内容包括适用范围、产品种类、检验依据、抽样、检验要求、判定原则。
1.2 产品种类鲜蛋包括鲜鸡蛋、鲜鸭蛋、其他鲜蛋类等。
鲜鸡蛋、鲜鸭蛋根据品质分为AA级、A级、B级三个等级,分级要求见“SB/T 10638-2011鲜鸡蛋鲜鸭蛋分级”。
其他鲜蛋类包括鹌鹑蛋、鹅蛋等。
1.3 检验依据下列文件凡是注明日期的,其随后所有的修改单或修订版均不适用于本细则。
凡是不注明日期的,其最新版本适用于本细则。
GB 2748 鲜蛋卫生标准GB 2762 食品安全国家标准食品中污染物限量GB/T 5009.11 食品中总砷及无机砷的测定GB 5009.12 食品安全国家标准食品中铅的测定GB/T5009.13 食品中铜的测定GB/T 5009.15 食品中镉的测定GB/T 5009.17 食品中总汞及有机汞的测定GB/T 5009.47 蛋与蛋制品卫生标准的分析方法GB/T 19681 食品中苏丹红染料的检测方法高效液相色谱法GB/T 20366 动物源产品中喹诺酮类残留量的测定液相色谱-串联质谱法GB/T 21311 动物源性食品中硝基呋喃类药物代谢物残留量检测方法高效液相色谱/串联质谱法GB/T 21312 动物源性食品中14种喹诺酮药物残留检测方法液相色谱-质谱/质谱法GB/T 22338 动物源性食品中氯霉素类药物残留量测定GB/T 23372 食品中无机砷的测定液相色谱电感耦合等离子体质谱法SN/T 0448 进出口食品中砷、汞、铅、镉的检测方法电感耦合等离子体质谱(ICP-MS)法经备案现行有效的企业标准及产品明示质量要求相关的法律法规、部门规章和规定。
1.4 抽样1.4.1 抽样型号或规格预包装产品或称量销售产品。
1.4.2 抽样方法及数量预包装产品:在流通领域的货架、柜台、库房抽取同一批次待销产品;或在餐饮企业的厨房、库房抽取同一批次待加工产品。
进出口蛋及蛋制品的检验检疫术语检验检疫依据报检检验检疫准备和检验检疫方式 现场检验检疫和标签审核实验室检验检疫检验检疫记录结果评定和处理证稿拟制和签发监督管理一、术语1、蛋及蛋制品:指鲜蛋、再制蛋、冰蛋品、冰蛋品及其制品(不包括种用蛋)。
2、鲜蛋:指新鲜或冷藏的鸡蛋、鸭蛋、鹌鹑蛋等鲜禽蛋。
3、再制蛋:指皮蛋、咸蛋、糟蛋等。
A、皮蛋:以鲜禽蛋为原料,经用生石灰、碱、盐等配置的料液(泥)或氢氧化钠等配置的料液加工而成的再制蛋。
B、咸蛋:以鲜禽蛋为原料,经用盐水或含盐的纯净黄泥、红泥、草木灰等腌制而成的再制蛋。
C、糟蛋:以鲜禽蛋为原料,经裂壳,用食盐、酒糟及其他配料等糟淹渍而成的再制蛋。
一、术语4、冰蛋品:指新鲜或冷藏禽(鸡)蛋为原料,经加工处理、冻冷等过程而制成的冰鸡全蛋、巴氏消毒冰鸡全蛋、冰鸡蛋黄、冰鸡蛋白等。
A、巴氏消毒冰鸡全蛋:指新鲜或冷藏鸡蛋经蛋壳消毒、打蛋去壳、过滤、巴氏低温杀菌、冷却、冷冻制成的蛋制品。
B、冰鸡蛋黄:以新鲜或冷藏鸡蛋的蛋黄经加工处理、冷冻制成的蛋制品。
C、冰鸡蛋白:以新鲜或冷藏鸡蛋的蛋白经加工处理、冷冻制成的蛋制品。
一、术语5、干蛋品:指新鲜或冷藏鸡蛋为原料,经打壳、过滤、消毒、喷雾干燥或经发酵、干燥等过程而制成的鸡全蛋粉、巴氏消毒鸡全蛋粉、鸡蛋黄粉、鸡蛋白粉(片)等。
A、鸡全蛋粉:指新鲜或冷藏鸡蛋经蛋壳消毒、打蛋去壳、过滤、喷雾干燥制成的蛋制品。
B、巴氏消毒鸡全蛋粉:指新鲜或冷藏鸡蛋经蛋壳消毒、打蛋去壳、过滤、巴氏低温杀菌、喷雾干燥制成的蛋制品。
C、鸡蛋黄粉:指新鲜或冷藏鸡蛋的蛋黄经加工处理、喷雾干燥制成的蛋制品。
D、鸡蛋白粉(片):指新鲜或冷藏鸡蛋的蛋白经加工处理、发酵、干燥制成的蛋制品。
二、检验检疫依据(一)检验依据1、按照国家技术规范的强制性要求进行检验。
内容:安全、卫生、健康、环境保护以及数量、重量、包装等。
2、尚未制定国家技术规范的强制性要求的,参照有关标准检验(国际标准、进/出口国标准、相关技术标准)。
蛋及蛋制品的检验蛋及蛋制品的检验鲜蛋利用其自身防护机制可以抵挡外界微生物的入侵,从蛋的外部结构来看,鲜蛋外面有三层结构,即外层蜡状壳膜、壳、内层壳膜。
每一层都在不同程度上有抵挡微生物入侵的功能。
从鸡蛋内部的成分看,蛋白中含有溶菌酶,这种酶能有效抵制革兰氏阳性菌的生长;蛋白中还含有抗生蛋白,能与维生素H形成复合物,使得微生物无法利用这一生长所需的维生素。
蛋白的pH高(pH约9.3),并含有伴清蛋白,这种蛋白和铁形成复合物,使其不能被微生物所利用,但另一方面,鲜蛋黄的养分成分和pH又为绝大多数微生物提供了良好的生长条件。
鲜蛋通常是无菌的,但是,鲜蛋很简单受到微生物的污染,这主要是由两方面缘由造成的。
一方面是来自家禽本身,在形成蛋壳之前,排泄腔内细菌向上污染至输卵管,可导致蛋的污染;另一方面来自外界的污染。
蛋从禽体排出时温度临近禽的体温,若外界温度低,则蛋内部收缩,周围环境中的微生物即随空气穿过蛋壳而进入蛋内。
蛋壳外黏膜曾易被破坏失去屏障作用。
蛋壳上有7000-1700。
个4-40um的气孔,外界的各种微生物可从气孔进入蛋内,尤其是储存期长的蛋或洗涤过的蛋,微生物更易于浸入。
蛋壳表面上的微生物无数,囫囵蛋壳表面有4×106-5×106个细菌,污染严峻的蛋,表面的细菌数量更高,可达数亿个。
蛋壳损伤是造成各种微生物污染蛋的很好机会。
在条件相宜的状况下,一些微生物就可进入蛋内生长并导致蛋的腐败。
细菌进入蛋内的速度与储存时光、蛋龄及污染程度有关。
用法CO2,气体制冷的冷却办法能快速降低蛋的温度,从而使其内部细菌数量更少,即使7℃下保存30d也不会引起显然的质量变幻。
高湿度有利于微生物进入鸡蛋,也有利于鸡蛋表面微生物的生长。
继而进入蛋壳和内膜。
内膜是阻挡细菌侵入鸡蛋最重要的屏障,第二是壳和外膜。
蛋黄中的细菌要比蛋白中的多,蛋白中微生物数量相对教授的缘由可能是蛋白中含有抗生素类物质。
另外,经贮存后,卵白厚层将水分传至卵黄,导致淡化变稀和卵白厚层萎缩。
食品安全国家标准蛋与蛋制品生产卫生规范1范围本标准规定了蛋与蛋制品的生产过程中原料采购㊁加工㊁包装㊁贮存和运输等环节的场所㊁设施㊁人员的基本要求和管理准则㊂本标准适用于蛋与蛋制品的生产㊂2术语和定义G B14881 2013中的术语和定义适用于本标准㊂3选址及厂区环境应符合G B14881 2013中第3章的相关规定㊂4厂房和车间4.1设计和布局4.1.1应符合G B14881 2013中4.1的规定㊂4.1.2厂房和车间应合理设计,建造和规划与生产相适应的相关设施和设备,以防止微生物孳生及污染,特别是应防止沙门氏菌的污染,接收及贮存原料的区域应与终产品的加工及包装区域分隔;用于贮存㊁生产或者处理可食产品的区域应与用于处理不可食物质的区域明确分隔;破壳㊁巴氏杀菌以及灌装各区域应分隔以防止交叉污染㊂4.1.3厂房的结构和设计应能保证蛋与蛋制品加工过程的有序进行,并提供适合的温湿度条件,不应在露天环境下进行生产加工㊂4.1.4应按照生产工艺和卫生要求,划分作业区洁净级别,原则上分为一般作业区㊁准清洁作业区和清洁作业区,不同洁净级别的作业区域之间应设置有效的分隔㊂4.1.5进出清洁作业区应有合理的限制和控制措施,以避免或减少微生物污染㊂进出清洁作业区的人员㊁原料㊁包装材料㊁废弃物㊁设备等,应有防止交叉污染的措施,如设置人员更衣室更换工作服㊁工作鞋或鞋套,设置专用物流通道以及废弃物通道等㊂4.1.6企业应根据实际情况制定标准,确保各作业区空气净化级别满足蛋与蛋制品加工对空气净化的要求,并定期检测,检测时间间隔应不大于3个月㊂4.2建筑内部结构与材料应符合G B14881 2013中4.2的规定㊂5设施与设备5.1设施5.1.1供水设施5.1.1.1应符合G B14881 2013中5.1.1的规定㊂5.1.1.2蛋与蛋制品加工用水及冰的供应供水设施应能供应足够的冰水㊁冷水或热水,所供水应符合G B5749的规定,供应加工用水及冰的管道或容器应避免污染㊂5.1.1.3蛋与蛋制品辅助用水的供应应使用完全独立的管道供应辅助用水(如冷却水)并标识(如使用不同颜色),辅助用水管道与加工用水管道不能有交叉连接或发生虹吸㊂5.1.2排水设施应符合G B14881 2013中5.1.2的规定㊂5.1.3清洁消毒设施应符合G B14881 2013中5.1.3的规定㊂5.1.4废弃物存放设施应符合G B14881 2013中5.1.4的规定㊂5.1.5个人卫生设施应符合G B14881 2013中5.1.5的规定㊂5.1.6通风设施应符合G B14881 2013中5.1.6的规定㊂5.1.7照明设施应符合G B14881 2013中5.1.7的规定㊂5.1.8仓储设施应符合G B14881 2013中5.1.8的规定㊂5.1.9温控设施应符合G B14881 2013中5.1.9的规定㊂5.2设备5.2.1生产设备5.2.1.1一般要求应符合G B14881 2013中5.2.1.1的规定㊂5.2.1.2材质应符合G B14881 2013中5.2.1.2的规定㊂5.2.1.3设计5.2.1.3.1应符合G B14881 2013中5.2.1.3的规定㊂5.2.1.3.2装置器具的设计应考虑蛋与蛋制品安全和污染风险,便于进行彻底的清洗消毒㊂5.2.1.3.3用于液蛋生产的机器或容器的设计应能除去蛋壳等异物㊂5.2.2监控设备应符合G B14881 2013中5.2.2的规定㊂5.2.3设备的保养和维修应符合G B14881 2013中5.2.3的规定㊂6卫生管理6.1卫生管理制度应符合G B14881 2013中6.1的规定㊂6.2厂房及设施卫生管理应符合G B14881 2013中6.2的规定㊂6.3人员健康管理与卫生要求6.3.1人员健康管理6.3.1.1应符合国家相关法律法规要求㊂6.3.1.2任何有被感染的伤口㊁疼痛或传染性疾病的人员应立即向管理人员报告,不适宜在加工环节工作的人员应立即停止工作㊂6.3.2人员卫生要求6.3.2.1应符合G B14881 2013中6.3.2的规定㊂6.3.2.2用于加工产品的手套应干净㊁卫生,保持良好状况,手套的材料应是非渗透性的㊂6.3.3来访者应符合G B14881 2013中6.3.3的规定㊂6.4虫害控制应符合G B14881 2013中6.4的规定㊂6.5废弃物处理6.5.1应符合G B14881 2013中6.5的规定㊂6.5.2空蛋壳㊁不合格蛋等废弃物应定期通过合适的容器㊁传送带或者水槽清除,至少应在每天工作结束时清除1次,每天至少应从厂房移走废弃物1次㊂6.5.3用于贮存废弃物的容器和装置清空后应立即进行清洁,放置废弃物容器的区域也应定期进行清洁,至少每天1次㊂6.6工作服管理应符合G B14881 2013中6.6的规定㊂7食品原料㊁包装材料和食品添加剂7.1一般要求应符合G B14881 2013中7.1的规定㊂7.2食品原料和包装材料7.2.1采购和验收要求7.2.1.1食品原料和包装材料的采购和验收应符合G B14881 2013中第7章的相关规定㊂7.2.1.2企业应建立供应商管理制度,规定供应商的选择㊁审核㊁评估程序㊂7.2.1.3应对供应商采用的流程和安全措施进行评估,必要时应对供应商进行现场评审或对流程进行监控,同时确保原料来自非疫区㊂7.2.1.4企业应查验产品合格证明文件,原料和包装材料应经过验收合格后方可使用㊂7.2.1.5针对散装农产品验收时应至少记录农产品名称㊁数量㊁供应商联系方式㊁到厂日期㊁检测指标等相关内容㊂7.2.1.6应确保采购的原料符合国家相关法律法规和标准的规定,并定期进行检测,至少每年1次㊂7.2.1.7生产企业应严格控制运输过程中的碎蛋比例,严格按照企业的验收要求进行检验,不合格的原料应拒收或隔离单独处理㊂7.2.2运输和贮存要求7.2.2.1运输原料和包装材料的工具和容器应保持清洁,维护良好,并能提供必要的保护,避免原料和包装材料受到污染㊂7.2.2.2运输过程中应采取合适的控制措施保证原料包装的完整性和原料蛋的完好性,并将运输时间控制在合理的范围之内㊂7.2.2.3在贮存期间应按照不同原料和包装材料的特点分区存放,并建立标识,标明产品名称㊁数量㊁来源等相关信息㊂7.2.2.4原料和包装材料的贮存应有专人管理,贮存在适宜的温湿度条件下,至少每月清理1次变质或超过保质期的原料和包装材料㊂7.3食品添加剂应符合G B14881 2013中7.3的规定㊂8生产过程的食品安全控制8.1产品污染风险控制应符合G B14881 2013中8.1的规定㊂8.2生物污染的控制8.2.1应符合G B14881 2013中8.2的规定㊂8.2.2可采用附录A,结合生产工艺及产品特点,对蛋与蛋制品加工过程中的沙门氏菌制定监控计划,并实施有效监控,当监控结果表明有偏离时,应采取适当的纠偏措施㊂8.3化学污染的控制应符合G B14881 2013中8.3的规定㊂8.4物理污染的控制应符合G B14881 2013中8.4的规定㊂8.5包装应符合G B14881 2013中8.5的规定8.6特定处理步骤8.6.1一般要求蛋与蛋制品的生产工艺中各处理工序应分别符合相应的工艺特定处理步骤的要求㊂8.6.2分选加工前应对鲜蛋进行检查,挑选出破壳㊁损壳㊁裂纹等不良蛋㊂8.6.3清洁应按要求对鲜蛋进行清洁,选择合格的清洁剂和消毒剂供应商,控制清洁剂和消毒剂安全风险,并制定清洗消毒程序㊂8.6.4巴氏杀菌8.6.4.1应使用被验证的杀菌公式对液蛋进行巴氏杀菌,在一定温度下进行加热,加热时间要足以杀灭沙门氏菌,或者使用其他被验证并可得到相同效果的处理方法㊂不同的液蛋(如全蛋液㊁蛋白液㊁蛋黄液)的巴氏杀菌需要不同的时间-温度组合,应至少每3个月对杀菌机处理的产品进行微生物检验,核查杀菌效果㊂一旦原料㊁机器设备㊁环境条件等发生变化,也应对杀菌机处理的产品进行微生物检验,核查杀菌效果㊂8.6.4.2巴氏杀菌结束时,如不立即进行下一步加工,所有的液蛋产品应立即冷却到7ħ以下暂存㊂8.6.4.3巴氏杀菌后的每个阶段都应采取控制措施保护各类产品以防止其受到污染㊂8.6.5金属探测企业应配置金属探测装置并调试到最佳状态,最大限度减少产品加工过程中异物污染㊂应在每次使用金属探测装置前对其进行验证,确保其有效运行㊂8.6.6鲜蛋加工工艺的关键因素控制8.6.6.1涂膜鲜蛋表面涂膜时应选择合格供应商,所使用涂膜剂应符合相关标准要求,同时控制适当的涂膜量,确保微生物不会繁殖,且鲜蛋不受到涂膜剂的污染㊂8.6.6.2检验应制定控制措施确保每枚蛋经过相关检验,监控蛋中的杂物㊁血丝等,挑出不合格蛋㊂8.6.7液蛋制品加工工艺的关键因素控制8.6.7.1打蛋打蛋时应使用人工或机械逐个破壳,不宜使用挤压破壳法进行打蛋,以避免微生物污染和异物污染㊂8.6.7.2过滤和收集应使用适当的过滤器㊁离心机或其他合适的设备过滤液蛋㊂应选择合适的滤网目数,并制定控制措施以确保滤网的完好和清洁,应至少每班1次检查㊁清洗滤网,必要时,对滤网进行更换㊂清洗时应严格按照相关要求进行,清洗后应进行效果验证,确保后续产品不会受到污染㊂8.6.7.3暂存蛋液暂存温度应不高于7ħ,并在24h内进行下一步处理,确保微生物不会生长繁殖㊂8.6.8干蛋制品加工工艺的关键因素控制8.6.8.1喷粉应确保蛋粉水分含量在合适的范围内,喷粉时应控制进出气口温度,检测每批次蛋粉的水分含量,对不合格产品进行妥善处理㊂8.6.8.2蛋粉热室处理应监控热处理室和蛋粉中心温度,并定期校准温度计,校准频率应至少每年1次㊂8.6.9再制蛋加工工艺的关键因素控制8.6.9.1配料应用校准好的秤称量各种食品原料,并专人复核,同时监控配料中食品添加剂的使用量,严格按照G B2760的相关规定执行,确保其在合适的范围内㊂8.6.9.2料液管理对于反复使用的料液,应在每次使用前对相关指标进行检测,确保其符合料液指标要求㊂8.6.9.3脱壳脱壳机脱壳后应对未脱壳干净的蛋采取合适的措施(如手工脱壳)脱壳,确保白煮蛋表面无蛋壳㊂脱壳后的蛋若不能立即加工,应将其贮存在10ħ以下,并在12h内进行下一步加工处理㊂8.6.9.4腌制腌制皮蛋㊁咸蛋时应按规定的操作进行,并在腌制过程中进行破壳检查,应控制腌制温度和时间,并定期校准温度计和计时器,校准频率应至少每年1次㊂8.6.9.5卤制卤制时应按规定的操作进行,应监控卤制温度和时间,并定期校准温度计和计时器,校准频率应至少每年1次㊂8.6.9.6真空软包装包装材料应在产品包装前经过适当的方式灭菌,包装时应对真空包装机的参数进行监控,确保其不偏离限值,并对真空包装机进行清洁,清洁频率每班1次,同时应加强真空包装机的维护保养㊂应对真空软包装封口进行监控,确保封口平整㊁无漏气㊂8.6.9.7高温灭菌应按照规定的操作规程对真空包装的产品进行灭菌,并监控灭菌设备的温度㊁压力㊁灭菌时间等关键参数㊂9检验应符合G B14881 2013中第9章的相关规定㊂10产品的贮存和运输10.1应符合G B14881 2013中第10章的相关规定㊂10.2不同种类蛋制品应贮存于适宜的仓库,按照标识分类存放,并标明相关产品生产日期㊁规格㊁数量等,应监控仓库的温湿度,保证产品贮存在适宜的温湿度下㊂10.3用于运输液体蛋制品的容器应由安全可靠的材料制成,其设计应为一次性用品或便于清洗和充分排水且不应用于其他用途㊂运输过程中不脱离冷链,温度应控制在0ħ~4ħ,冰蛋制品温度控制在-13ħ以下,应在运输车厢内放置温控装置,并定期校准维护,校准频率应至少每年1次㊂11产品召回管理应符合G B14881 2013中第11章的相关规定㊂12培训应符合G B14881 2013中第12章的相关规定㊂13管理制度和人员应符合G B14881 2013中第13章的相关规定㊂14记录和文件管理应符合G B14881 2013中第14章的相关规定㊂附录A蛋与蛋制品加工过程中沙门氏菌监控程序指南A.1监控目的沙门氏菌不但危害畜禽,而且还可以由畜禽传染给人使人发病,蛋与蛋制品作为沙门氏菌的重要携带者,在由沙门氏菌引起的食物安全事件中起着重要的作用,因此应监控蛋与蛋制品加工过程中的沙门氏菌,以便确认卫生控制程序是否有效,出现偏差时生产企业应采取纠正措施㊂通过持续监控,获得卫生情况的基础数据,并跟踪趋势的变化㊂为防止污染事件的发生,应制定蛋与蛋制品加工过程中沙门氏菌监控要求㊂监控要求可作为一种食品安全管理工具,用来对清洁作业区卫生状况实施评估,并作为危害分析与关键控制点(H A C C P)的基础程序㊂在制定监控计划时应考虑沙门氏菌的生态学特征等因素㊂沙门氏菌在干燥环境中极少被发现,但还应制定监控计划来预防沙门氏菌的进入,评估生产过程中卫生控制措施的有效性,指导有关人员在检出沙门氏菌的情况下防止其进一步扩散㊂A.2设计取样方案应考虑的因素A.2.1产品种类和工艺过程应根据产品特点来确定取样方案的需求和范围㊂本标准中各类蛋与蛋制品都将沙门氏菌规定为致病菌㊂监控的重点应放在微生物容易藏匿孳生的区域,应特别关注与原料蛋接近的且容易发生污染的区域,应优先监控已知或可能存在污染的区域㊂A.2.2样本的种类监控要求应包括如下两种样本:a)从原料蛋蛋黄或从混合蛋液中采样;b)从直接接触食品的表面采样,如从蛋液运输管道㊁破壳机表面等㊂A.2.3目标微生物沙门氏菌是主要的目标微生物㊂A.2.4取样点和样本数量样本数量应随着工艺和生产线的复杂程度而变化㊂取样点应为微生物可能藏匿或进入而导致污染的地方㊂可以根据有关文献资料确定取样点,也可以根据经验和专业知识或者工厂污染调查中收集的历史数据确定取样点㊂取样计划应全面,且具有代表性,应考虑在不同类型生产班次以及这些班次内的不同时间段进行科学合理取样㊂为验证清洁措施的效果,应在开机生产前取样㊂A.2.5取样频率应根据A.2.1决定取样的频率,按照在监控要求中现有各区域微生物存在的数据来确定㊂如果没有此类数据,应收集充分的资料,以确定合理的取样频率,包括长期收集沙门氏菌的发生情况㊂表A.1提供了蛋与蛋制品加工过程中沙门氏菌的推荐监控要求,企业可根据实际情况调整后实施监控㊂表A.1蛋与蛋制品加工过程中沙门氏菌监控要求监控项目建议取样点建议监控微生物建议监控频率建议监控指标限值原料蛋蛋黄沙门氏菌每月不得检出原料蛋混合蛋液沙门氏菌每月不得检出直接接触食品的表面蛋液运输管道㊁破壳机表面等沙门氏菌每3个月不得检出应根据检测结果和污染风险严重程度来调整环境监控要求实施的频率㊂当终产品中检出致病菌数量增加时,应加强取样和调查取样,以确定污染源㊂当污染风险增加时(比如进行维护㊁施工㊁引入新的供应商或湿清洁之后),也应适当增加取样频率㊂A.2.6取样工具和方法应根据表面类型和取样地点来选择取样工具和方法,如刮取表面残留物或直接作为样本,对于较大的表面,采用海绵(或棉签)进行擦拭取样㊂A.2.7分析方法分析方法应能够有效检出目标微生物,具有可接受的灵敏度,并有相关记录㊂在确保灵敏度的前提下,可以将多个样品混在一起检测㊂如果检出阳性结果,应进一步确定阳性样本的位置㊂A.2.8数据管理监控要求应包括数据记录和评估系统,如趋势分析㊂一定要对数据进行持续的评估,以便对监控要求进行适当修改和调整㊂A.2.9阳性结果纠偏措施监控要求的目的是发现环境中是否存在目标微生物㊂在制定监控要求前,应制定接受标准和应对措施㊂监控要求应规定具体的行动措施并阐明相应原因㊂相关措施包括:不采取行动(没有污染风险)㊁加强清洁㊁污染源追踪(增加环境测试)㊁评估卫生措施㊁扣留和测试产品等㊂生产企业应制定检出沙门氏菌后的行动措施,以便在出现超标时准确应对㊂对卫生程序和控制措施应进行评估㊂当检出沙门氏菌时应立即采取纠偏行动,具体采取哪种行动取决于产品被沙门氏菌污染的可能性㊂GB 14881—2013食品安全国家标准食品生产通用卫生规范1范围本标准规定了食品生产过程中原料采购、加工、包装、贮存和运输等环节的场所、设施、人员的基本要求和管理准则。
实验三鲜蛋、咸蛋、松花蛋的卫生检验一、实验目的通过实验,掌握感官检验、比重法和灯光透视法,并对蛋的质量给予正确的评价。
二、鲜蛋的卫生检验(一)检样的采取在50件以内者抽检2 件;50~100件抽检4 件;100~500件,每增加50件加抽1 件,不足50 件者按50件计算;500件以上者,每增加100件加抽1 件,所增不足100件按100件计算。
(二)外观检查法1、方法逐个地拿出待检蛋,先仔细观察其形态、大小、色泽、蛋壳的完整性和清洁度等情况,然后仔细观察蛋壳表面有无裂痕和破损等,必要时用拇指、食指和中指捏住鸡蛋摇晃,或把蛋握在手中使其互相碰撞以听其声响,最后嗅检蛋壳表面有无异常气味。
2、判定标准(1)良质新鲜蛋:蛋壳颜色鲜艳,蛋外壳有一层白霜粉末(即胶质薄膜),手擦时不很光滑,外形完整而清洁,无粪污,无斑点。
蛋壳无皱褶而平滑,壳壁坚实,相碰时不发哑声,用拇指、食指和中指捏住鸡蛋摇晃,没有声音,用鼻嗅闻感到有一种鲜蛋的香腥气味。
(2)劣质蛋:其外观往往在形态、色泽、清洁度、完整性等方面有一定的缺陷。
如腐败蛋外壳常呈灰白色;受潮霉蛋其壳多污秽不洁,常有大理石斑纹;曾经孵化或漂洗的蛋,外有腐败气味。
(三)开蛋检查把蛋打开,新鲜蛋色呈正常,蛋壳内为纯白色,没有斑点或污物;蛋黄凸起、完整、有韧性,蛋白澄清、透明、稀稠分明;蛋黄色完整,黄白分明、无血丝、无腐败异臭。
稍不新鲜的蛋,蛋黄呈扁平状,弹性差,蛋白较稀。
不新鲜的,打开后蛋黄已破,并与蛋清混和,即所谓散黄蛋。
如未发臭尚可食用,已发臭的则不可食用。
也可将蛋煮熟后纵切、横切观察。
蛋黄小而圆,居于蛋中央,气室小则为新鲜蛋,反之,蛋较大而偏于一方,气室大的,则为次品。
如蛋黄与蛋白不分,气室特大并有臭味的,表示已腐败变质,不可食用。
(四)透视检查法1、方法:在暗室中,利用检蛋器的灯光来透视检蛋,可见到蛋清、蛋黄、胚盘的状态,气室的大小和移动情况,以及蛋内有无污斑,黑点和异物等存在。
鲜蛋及蛋制品的卫生检验一、实验目的1、了解和掌握新鲜蛋的感官检查方法和判定标准;2、了解鲜蛋比重的测定方法和判定标准。
二、实验方法(一)感官检查[检查方法]先用肉眼观察蛋的大小、形状、洁净度、有无霉斑等,然后仔细检查蛋壳表面有无裂纹和破损。
之后将蛋放在手中使其相互碰击,细听其声。
还可嗅蛋的气味是否正常,有无异常气味。
必要时打开蛋壳检查下列指标:蛋黄状况、蛋白状况、系带状况、气味和滋味等。
[判定标准]鲜蛋:蛋壳应清洁完整;灯光透视,整个蛋呈微红色,蛋黄不见或略见阴影;打开后,蛋黄凸起、完整、有韧性,蛋白澄清透明、稀稠分明。
陈蛋:蛋表皮的粉霜脱落,皮色油亮或乌黑,碰撞响声空洞,在手中掂动有轻飘感。
打开时蛋黄扁平,膜松驰,蛋白稀薄,浓蛋白减少,稀蛋白增多,系带松弛。
腐败变质蛋:其形态、色泽、清洁度、完整性均有一定的变化。
如腐败蛋外壳常呈灰白色。
打开时如为散黄蛋,黄、白相混,浓蛋白极少或无,无异味;如为泻黄蛋,黄、白变稀,混浊,有不愉快气味;如为腐败蛋,蛋白变为绿色甚至黑绿色,蛋黄也由桔黄色变为黑绿色或黑色的液状物,并带有强烈的硫化氢臭味;如为霉蛋,蛋白发生溶解、黄白混合,蛋壳膜形成霉斑,蛋白颜色变黑,并具有霉味。
(二)灯光透视检查利用照蛋器的灯光来透视检蛋,可见到气室的大小、内容物的透光程度、蛋黄移动的阴影及蛋内有无污斑、黑点和异物等。
灯光照蛋方法简便易行,对鲜蛋的质量有决定性把握。
(1)检验方法①照蛋:在暗室中将蛋的大头紧贴照蛋器的洞口上,使蛋的纵轴与照蛋器约成30°。
倾斜,先观察气室大小和内容物的透光程度,然后上下左右轻轻转动,根据蛋内容物移动情况来判断气室的稳定状态和蛋黄、胚盘的稳定程度,以及蛋内有无污斑、黑点和游动物等。
②气室测量:蛋在贮存过程中,由于蛋内水分不断蒸发,致使气室空间日益增长。
因此,测定气室的高度,有助于判定蛋的新鲜程度。
气室的测量是由特制的气室测量规尺测量后,加以计算来完成。
进出口蛋及蛋制品检验检疫标签审核1 预包装进口蛋及蛋制品应符合我国食品标签通用标准(GB7718-94)的规定;预包装出口蛋及蛋制品应符合进口国/地区有关食品标签标准的规定。
2 预包装进出口蛋及蛋制品按照国家质检总局《进出口食品标签管理办法》(原国家出入境检验检疫局令2000年第19号)和关于执行《进出口食品标签管理办法》的有关规定进行标签的审核和监管。
进出口蛋及蛋制品检验检疫抽样1 进口蛋及蛋制品的抽样按照《进口食品卫生监督检验工作规程》的规定执行。
无相关标准的应符合GB/T5009.1-1996 和GB4789.1-94的采样要求。
采集的数量应能反映该产品的卫生质量和满足检验项目对样品量的需要,原则上按千分之一采样,一式三份,供检验、复验、仲裁,每份样品量不得少于0.5千克。
2 出口蛋及蛋制品的抽样参照下列标准进行:1)SN/T0422-95 出口鲜蛋检验规程2)SN/T0517-95 出口干蛋品检验规程3)SN/T0618-95 出口冰蛋品检验规程4)GB9694-88 皮蛋3 进出口蛋及蛋制品的检疫抽样按《出入境动物检疫采样》(GB/T18088-2000)执行。
4 抽样的原则4.1 抽样一般要求随机进行,应注意样品的生产日期、批号,并充分考虑其代表性、均匀性和真实性,不得有任何污染。
4.2 抽样工具和容器必须清洁、卫生、干燥、无异味,防止抽样工具和容器不洁污染样品。
对工具有特殊要求的应按特殊要求进行准备,如需要检验微生物的样品,其抽样工具和容器须经物理消毒处理,并按无菌操作进行采样。
4.3 抽样应开具一式二联《抽/采样凭证》,样品上须加贴样品标签,内容包括:品名、数/重量、编号、抽样日期、抽样人等。
4.4 采集检疫样品时,应根据样品的性状及被检测对象的要求和送样运输的要求不同,作暂时的冷藏、冷冻或其他处理。
4.5 抽样后应按照有关要求做好样品的保存和运送,对从抽样到检测有时限要求的应按时送至实验室进行检测。