轧制过程计算机控制系统
- 格式:ppt
- 大小:2.14 MB
- 文档页数:3
• 67•基于CSP轧机过程控制系统建立无取相硅钢轧制模型的研究王爱君1,2 陈 林1(1.内蒙古科技大学材料与冶金学院;2.内蒙古包钢钢联股份有限公司薄板坯连铸连轧厂)本文以包钢CSP 热连轧计算机控制系统为研究对象,针对原有系统的轧制模型生产硅钢无法达到成品厚度要求精度范围,开发生产新品种(硅钢50SW600)的厚度控制相关的轧制力长期自学习模型。
绪论:CSP 轧机二级计算机系统(以下简称MCS Mill setup Computer System )是CSP 生产线计算机控制系统的重要组成环节,其主要功能是按照带钢生产计划要求,根据上游(铸机、加热炉)板坯的规格、温度、钢种,计算出各机架的轧制工艺设定值,并下发给轧机基础级,参与实时控制。
MCS 系统采用了短期遗传的自学习模块,其主要原理是通过当前轧制板材的预计算与实测数据进行逆计算,而得出精准的轧制工艺修正参数。
为下一块板材的预计算设定进行轧制工艺参数修正,它仅开辟存储当前带钢学习系数的存储单元,此存储单元循环覆盖。
1 硅钢轧制问题的产生及研究目标2014年,包钢薄板厂建设冷轧硅钢生产线,计划由CSP 生产线提供热轧原料卷。
由于CSP 生产线原设计产品大纲不包含硅钢系列钢种,因此首先安排了实验性生产,现场技术人员设计了通过利用模型中自学习、遗传功能,按照材料硬度由高到低的规律,以钢种从SPCC 、50SW1300、50SW800、50SW600逐步过渡,达到最终可以批量生产50SW600的实验方案。
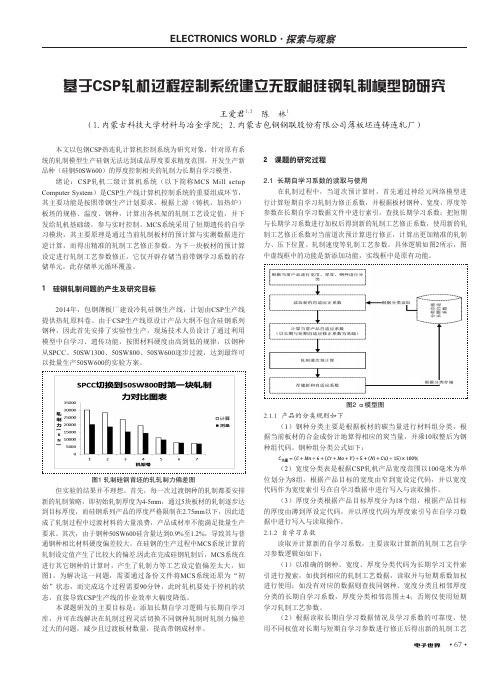
图1 轧制硅钢首坯的轧轧制力偏差图但实验的结果并不理想。
首先,每一次过渡钢种的轧制都要安排新的轧制策略,即初始轧制厚度为4-5mm ,通过5块板材的轧制逐步达到目标厚度,而硅钢系列产品的厚度严格限制在2.75mm 以下,因此造成了轧制过程中过渡材料的大量浪费,产品成材率不能满足批量生产要求。
其次,由于钢种50SW600硅含量达到0.9%至1.2%,导致其与普通钢种相比材料硬度偏差较大。

目录冷轧轧机TDC控制系统一.硬件和组态二.系统软件1.处理器功能简介MON FUNCTIONS 通用功能3.MASTER FUNCTIONS 主令功能:4.STAND1-STAND5 机架控制系统1-5冷轧轧机TDC控制系统一.硬件和组态TDC工业控制系统西门子公司SIMADYN D的升级换代产品,也是一种多处理器并行远行的控制系统。
典型的TDC控制系统的配置是由电源框架、处理器摸板、I/O摸板和通讯摸板搭建构成。
电源框架含21个插槽,最多允许20个处理器同时运行。
框架上方的电源可单独拆卸,模板不可带电插拔。
CPU551是TDC控制系统的中央处理器,带有一个4M记忆卡,程序存储在记忆卡内,电源启动时被读入CPU551中执行。
可通过在线功能对处理器和存储卡中的程序作同步修改。
SM500是数字量/模拟量输入/输出模板,更换时注意跳线.CP50MO是MPI/PROFIBUS通讯摸板,更换时需要使用COM-PROFIBUS软件对其进行组态的软件下装。
CP5100是工业以态网的通讯摸板,更换时注意插槽跳线。
CP52A0是GDM通讯模板。
GDM是不同框架的TDC之间进行数据交换的特有通讯方式,不同框架的TDC通过光缆汇总到GDM内,点对点之间的通讯更加直接,传输速度更快。
TDC控制系统的硬件需要在软件程序中进行组态和编译,然后下装到CPU中。
二.系统软件包钢薄板厂冷轧轧机区域TDC控制系统按框架分为以下三个功能:12酸轧电气控制冷轧酸轧电气篇C S P B T2.1 处理器功能简介1.COMMON FUNCTIONS 通用功能:处理器1:SIL: 模拟功能SDH: 轧制参数管理IVI: 人机画面处理器2:MTR: 物料跟踪系统WDG: 楔形调整功能处理器3: ADP: 实际值管理2.MASTER FUNCTIONS 主令功能:处理器1: MRG-GT: 轧机区域速度主令处理器2: THC-TH: 轧机厚度控制入口区域处理器3: THC-TX: 轧机厚度控制出口区域处理器4: SLC: 轧机滑差计算ITG: 张力计接口处理器5: LCO-LT: 轧机区域生产线协调3.STAND1-STAND5 机架控制系统1-5处理器1: CAL: 机架标定SCO: 通讯接口MAI: 手动干涉ITC: 机架间张力控制处理器2: SDS: 机架压下系统处理器3: RBS: 机架弯辊系统12酸轧电气控制冷轧酸轧电气篇C S P B TRSS: 机架串辊系统处理器4:REC:轧辊偏心补偿(F1专有)FLC:板形控制系统(F5专有)以下将对每个功能中的笔者阅读过并认为重要的处理器的程序作说明,对于没有阅读和非重要的仅作简单介绍。




轧钢工艺可分为冷轧钢和热轧钢,其中,冷轧钢工艺更加成熟、先进。
这一技术不仅可以提高轧钢质量,还能够与先进的自动化控制技术相结合。
随着自动化控制技术的不断完善,轧钢生产质量和产量也会更有保障。
当前,人们对于自动化控制技术提出很高的要求,在轧钢生产中,应用自动化控制技术可以提高生产效率,也可以使钢材的质量更上一层楼。
一、自动化控制技术与设计系统概述随着时代的不断发展,人们对于钢材的要求越来越高,这是由于各个领域对于钢材的需求量极大,因此,必须要在提高钢材产量的基础之上,确保钢材的质量。
在传统的轧钢生产中,相应的技术比较落后,因此,需要引进先进的自动化控制技术。
自动化控制技术在近几年来正得到不断完善,这一技术不仅可以提高轧钢生产质量和效率,还能够实现对生产过程的有效控制。
在轧钢生产中有各种各样的设备,其中,连轧机是一种融入自动化控制的设备,不仅具有很高的效率,还能够提高钢材的质量。
应用自动化控制技术时,要对设计系统进行优化。
在系统中,要构建完善的数据库,使数据能够得到有效的收集、存储和处理;设置报告系统,保证相关部门可以及时了解设备的运行状况;设置指标系统,通过这一系统可以提供完善的指标和计算结果,确保服务器正常运行;完善信息查询功能,优化模型,并及时对信息进行调整;做好相应的预算,将数据限制在合理范围内。
二、冷轧钢板自动化控制技术1.具体构成在冷轧钢板自动化控制技术中,要明确系统的组成部分。
在基础自动化系统中,主要包括PLC、远程I/O和HMI 设备。
该系统可以对轧钢生产线传动进行控制。
由于冷轧生产中的工艺参数比较多,因此,需要利用技术进行精确的控制。
在生产中,为发挥出仪表的作用,也要对其进行精细化控制,同时,还要利用传感器获取重要的信息,二级系统会及时获取相应的信息,从而实现对生产的进一步控制。
操作人员可以通过操作界面了解生产线的情况,并及时对相应的情况进行处理。
在进行生产线控制时主要采用的技术是HMI技术,利用服务器实现对数据的存储,并进行相应的通讯;服务器与客户机要保持连接状态;客户机可以及时接收服务器传递的数据,并负责接收操作人员接收的数据,在第一时间内将数据传递给服务器。
浅谈PLC系统在轧钢产线自动控制中的应用1. 引言1.1 PLC系统的定义可编程逻辑控制器(PLC)是一种用于工业控制系统的特殊计算机,其主要功能是监控输入信号并根据程序控制输出设备。
PLC系统通过接收来自传感器或开关的输入信号,经过内部程序处理后控制执行器或电机等输出设备的工作,实现对工业设备或生产过程的自动控制。
PLC系统具有可编程、高可靠性、灵活性强、开放式架构等特点,因而被广泛应用于各类自动化控制系统中,包括轧钢产线。
PLC系统的设计基于逻辑控制原理,通过在PLC的编程软件中设定各个输入信号与输出设备之间的逻辑关系,实现对产线各个部分的精确控制。
PLC系统可以根据生产需求随时修改程序,使得轧钢产线可以快速适应不同工艺参数或生产规格的变化。
PLC系统还可以实现监控和数据记录功能,帮助运营人员及时了解产线运行状态,提高生产效率和质量控制水平。
1.2 轧钢产线自动控制的重要性轧钢产线自动控制的重要性在于提高生产效率、保障产品质量、减少人工操作、降低生产成本,提高生产线的稳定性和可靠性。
通过PLC系统实现轧钢产线的自动控制,可以将生产过程中的各种数据实时监测和控制,自动进行调节和处理,避免了人为因素对生产造成的干扰,提高了生产线的运行效率和产品质量稳定性。
而且PLC系统能够根据不同需求自动调整生产参数,实现生产线的智能化管理,可以更好地适应市场需求的变化和产品新旧的更新迭代。
轧钢产线自动控制的重要性不仅体现在提高生产效率和产品质量的方面,同时也在于提升企业的竞争力,实现经济效益的最大化。
通过PLC系统在轧钢产线中的应用,可以有效提高生产线的工作效率,降低生产成本,同时也可以实现生产过程的智能化和自动化,为轧钢产线的发展注入新的活力和动力。
2. 正文2.1 PLC系统在轧钢产线中的应用介绍PLC系统在轧钢产线中的应用主要包括控制轧机的启停、速度调节、张力控制、轧辊调整等功能。
通过PLC系统可以实现对整个轧钢过程的实时监测和控制,实现自动化生产。
轧机控制系统TDC在沙钢宽厚板的应用钢板总厂宽厚板二车间王朱涛1.引言在热轧生产线上,轧机是一道重要的生产工序,本文是根据沙钢宽厚板二车间的轧机电气控制系统实例来对TDC的应用实施进行阐述。
由加热炉加热到目标温度的出炉板坯首先经过高压水除鳞箱清除氧化铁皮,然后进入轧机机架区域。
轧机的主要作用是通过对加热到目标温度的板坯进行多道次的轧制,将板坯轧到合同要求的厚度。
下面具体谈一下轧机控制系统的硬件配置和功能。
2.轧机控制系统沙钢宽厚板二车间使用了Siemens 的SIMATIC TDC 作为控制系统的硬件设备。
TDC 控制系统是多CPU 系统,计算能力强、运算速度快,能够实现高速、复杂的控制任务,系统的实时性好,能够实现开环和闭环的过程控制和计算。
可以解决非常复杂的调节和各种通信任务。
SIMATIC TDC 具有以下突出的特性:1、模块化的系统结构,硬件可扩展;2、采样时间间隔短,可达100ms,特别适用动态控制任务;3、中央处理器采用64 位结构,具有最大性能;4、同步多处理器运行,每个机架最多可有20 个CPU;5、可最多同步耦合44 个机架;6、使用STEP7 组态工具进行图形化组态:连续功能图(CFC) 和顺序功能图(SFC);下图为Simatic TDC 框架的示意。
图1:Simatic TDC 框架示意图机架使用SIMATIC TDC 电磁屏蔽19"机架UR5213,该机架允许硬件扩展,具有较高的性能裕量。
它适用于墙壁安装和箱柜安装,配装有一个具有冷却和内部监控功能的集成电源。
总共有21个槽位用于扩展模板,并可通过64位背板总线连接。
对于较高的性能要求,在一个机架内可最多有20个同步CPU 模板多处理器运行,可有44个机架相互连接在一起。
本框架使用的CPU 是CPU551。
I/O模板使用SM500,SM500 I/O模板提供有丰富的选项,用于连接分布式I/O。
除了16点二进制输入/ 输出以外,它还具有8 点模拟量输入/ 输出以及4 点积分型模拟量输入。