数控冲床加工费怎么计算
- 格式:docx
- 大小:181.02 KB
- 文档页数:2

1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥303)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了,当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10—15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。

数控板材加工设备加工费计算
1、数控转塔冲床
1)若按时间计算:180元/小时。
2)包工包料:按标准板(1250×2500)整板的价格×2 = 全部费用。
此计算法仅限于相对简单的冲压板材。
3)按冲压次数来计算加工费。
4)模具:现有模具可在加工中使用;若为用户加工时需新开模具,则开模费由用户承担。
用户也可自带模具加工。
2、数控折弯机
一般是按时间计算:120元/小时。
3、剪板机
一般是按时间计算:120元/小时。
备注:
1)数控冲剪折的加工费若按时间计算:从开机时算,即一开机计时。
2)数控冲剪折的编程时间为加工时间。
3)以上价格接近成本价,请参考。
年月日
激光加工报价表(NTC\国产适当降低)。


机械加工价格收费标准一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元) 深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度) 2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元) 长径比大于10的按一般光轴基价*长径比数*0.15 精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等) 以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料) 一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价*0.1收取。

机加工报价的大概计算方法首先是产品成本计算。
产品成本由原材料成本和加工费用构成。
原材料成本包括所使用的各种原材料的采购成本,例如金属、塑料等。
加工费用包括所需要的刀具费用、运输费用、管理费用等。
其次是加工工艺成本计算。
加工工艺成本是指根据机器加工产品所需的工具、设备与加工工艺,计算出所需要的工时和配料,并据此计算出加工工艺成本。
一般来说,加工工艺成本计算是根据加工工序的复杂程度、加工难度和加工时间来确定的。
然后是人工成本计算。
人工成本是指所需的人工劳动力的成本,包括直接人工和间接人工。
直接人工是指直接参与产品制造的人员,如操作工、机修工等。
间接人工是指间接参与产品制造的人员,如生产管理人员、质量检验人员等。
人工成本计算一般通过考虑所需的劳动力数量、劳动力的工资和福利待遇来确定。
接下来是设备折旧成本计算。
设备折旧成本是指所使用的设备按照其使用寿命和使用年限计算得出的折旧费用。
设备折旧费用计算一般根据设备的购置价格、预计使用年限和预计预期回收价值来计算。
最后是管理费用计算。
管理费用是指为了管理生产活动而产生的各种费用,包括生产管理、质量管理、销售管理等。
管理费用计算一般根据企业的管理费用预算和实际发生的费用情况来确定。
总之,机加工报价的大概计算方法是综合考虑产品成本、加工工艺成本、人工成本、设备折旧成本和管理费用等多个方面的因素,根据实际情况和市场需求来确定。
不同企业和不同产品的机加工报价计算方法可能会有所不同,需要根据具体情况进行具体分析和计算。
机加工价格计算公式自动化公司1.加工时间:机加工的价格计算中,首先需要考虑到的是加工所需的时间。
不同的零部件、复杂程度和机床的类型等都会对加工时间产生影响。
通常,机加工的时间可以用以下公式来计算:加工时间=(加工长度/车削进给速度)+紧急停机时间2.加工方式:机加工的方式也会对价格产生影响。
常见的机加工方式有铣削、车削、钻孔等,每种方式都有不同的设备和加工难度,因此需要根据具体情况进行计算。
3.刀具刃数和寿命:刀具在机加工过程中扮演着至关重要的角色,刃数和寿命的选择也会影响价格的计算。
刃数多的刀具通常可以提高加工效率,但价格也会相应提高。
4.其他费用:除了上述基本因素外,还需要考虑一些其他费用,例如人工费用、能源费用、车削刀片成本等。
这些费用通常是根据实际情况进行估算和计算的。
除了上述基本因素外,还有一些其他因素可能会对机加工价格的计算产生影响,例如加工材料的成本、加工的工艺要求(如精度要求、表面处理等)、生产批量等。
对于机加工价格计算的自动化,可以通过建立适当的软件或工具来实现。
这些软件或工具可以根据用户输入的相关参数,自动计算出机加工价格,并提供详细的报价单或价格明细。
在实际应用中,为了准确计算机加工价格,并提高计算的自动化水平,可以建立包括机床数据、刀具数据、加工数据和成本数据等在内的数据库,并通过合理的算法和模型来进行计算和预测。
同时,结合数据分析和机器学习等技术,还可以对历史数据进行分析和挖掘,以改进价格计算的准确性和自动化水平。
总之,机加工价格的计算涉及多个因素,可以通过合理的公式和自动化工具来实现。
通过建立适当的软件或工具,并结合数据分析和机器学习等技术,可以实现机加工价格计算的自动化,并提高计算的准确性和效率。
关于一般机械加工件的收费标准一、以工时记价办法:Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立、卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束。
二、以根据零件,数量,精度要求收费办法:1、钻孔加工一般材料深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般法兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3、铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价*0.1收取。

模具加工费用计算机加工费用是这样的:普床0.5/min 钻床0.25/min 数控1.00/min 卧式加工中心1.40/min立式加工中心1.20/min一般机械维修加工收费标准一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。

1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥303)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了,当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。

机械加工价格收费标准一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元) 深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度) 2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元) 长径比大于10的按一般光轴基价*长径比数*0.15 精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等) 以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料) 一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价*0.1收取。

1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥303)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了,当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。

加工费计算集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]经常有刚创业的机械加工的朋友为工时计算发愁,也有些朋友为如何计算外发件的成本而苦恼。
老金根据网上的一些资料和实践经验,总结了一些常用的对外机械加工工时价格计算方法供大家参考。
其实各种工种的工时价格并没有固定的,具体情况要具体分析。
可以根据工件的难易,设备的大小,性能的不同而有不同的计算方法,当然关键是看加工的量是有多少,批量越大价格相对越低。
不过一般来说机械加工工时都有一个基本价,根据不同情况在基本价之间浮动。
一以工时记价办法记时单位从接手加工开始至加工完成验收合格结束1.车基本价:20-40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铁沫子的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.快走丝线切割基本价:3-4/1200平方毫米7.电火花基本价:10-40,单件一般按50/件(小于1个小时)8.数控机床基本价:比普通的贵2-4倍9.雕刻:一般都是单件的,50-500/件10、钳工基本价:15-35二以根据零件,数量,精度要求收费办法。
1、钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。

机加工费标准 (摘)加工费标准是:车床20元/小时,铣床30元/小时,磨床40/小时,滚齿机40/小时机加工费用是这样的:普床0.5/min 钻床0.25/min 数控1.00/min 卧式加工中心1.40/min立式加工中心1.20/min加工费标准是:车床24元/小时,铣床28元/小时,磨床45/小时,高邑专机一般机械维修加工收费标准生产部提供一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6 一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。

经常有刚创业的机械加工的朋友为工时计算发愁,也有些朋友为如何计算外发件的成本而苦恼。
老金根据网上的一些资料和实践经验,总结了一些常用的对外机械加工工时价格计算方法供大家参考。
其实各种工种的工时价格并没有固定的,具体情况要具体分析。
可以根据工件的难易,设备的大小,性能的不同而有不同的计算方法,当然关键是看加工的量是有多少,批量越大价格相对越低。
不过一般来说机械加工工时都有一个基本价,根据不同情况在基本价之间浮动。
一以工时记价办法记时单位从接手加工开始至加工完成验收合格结束1.车基本价:20-40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铁沫子的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.快走丝线切割基本价:3-4/1200平方毫米7.电火花基本价:10-40,单件一般按50/件(小于1个小时)8.数控机床基本价:比普通的贵2-4倍9.雕刻:一般都是单件的,50-500/件10、钳工基本价:15-35二以根据零件,数量,精度要求收费办法。
1、钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2 、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。

产品成本分析给业务部提供初步之报价参考,另外负责所有外购品之单价确认(含托外之单价)以及定期提供有力之资讯要求厂商去降价作业等。
成本中心之作业流程大至如下:1.询价流程:接业务、采购之新产品、物料通知、资讯—>询价✍了解内容、确认需求✍寻求供应商✍查核类似产品之前报价✍厂商报价✍单价确认呈主管核准✍回应给相关单位✍追踪确认单价及其它资讯✍回馈与呈报。
2.估价流程:接业务开发之评估书✍内容分析(是否需托外询价等)✍填立估价明细✍主管核准✍正本送至业务部✍追踪报价之确认✍业务将确认之正本报价明细交成本中心入电脑✍各工序成本最终确认(含加工、托外、购料等)3.成本分析所占比;材料占整个产品单的比率为:面板为30%-50%,散热片为50%-80%之间.(面板指:电视机框架,电脑机箱面板,音响功放面板等外观性要求严的铝制品,散热片指CPU散热片,汽车功放,电源供应器,等外观要求不是很高的铝制品) 成本中心在工作之余,应上生产线了解实际制程,定期上网抓取铝锭行情与各币别之汇率变化趋势,关心铝业行情,报出最为合理之单价。
成本中心肩负着公司成本之高低与否之重任,它的作业宗旨就是“努力、扎实、一切为降低公司成本而奋斗!”报价方式与标准1.材料重量之计算方式:重量公式:产品毛重=截面积x比重x[产品长度+锯片(4-5mm)]其中铝挤型比重按2.8X103Kg/m计算,而铝板用2.75X103Kg/m计算。
例如:①.若产品截面积为1144.58mm2,用挤型材料,则其重量之计算方式如下:②.以上产品若长度为220mm时,则该产品之重量为:(220+5)x3.159=710.8 g2.截面积之计算公式:①.等边三角形:面积S=a*h/2=0.433a2或0.578h2.②.直角三角形:面积S=a*b/2h=a*b/c③.平形四边形和矩形:面积S=b*h④.菱形:面积S=D*h/2a=1/2D⑤.正方形:面积S=a*ad=1.414a⑥.梯形:面积S=(a+b)*h/2或m*h,m=(a+b)/2⑦.圆形:面积S=π/4*D2或S=π/4*D2⑧.椭圆:面积S=长轴半径*短轴半径*π=a*b*π⑨.圆环:面积S=π/4(D2-d2)或S=π/4(R2-r2)⑩.扇形:面积S=πr2*а/360或S=r/2*L⑾.弓形:面积S=L*r/2-c(r-h)/2⑿.抛物弓形:面积S=2/3b*h3.在计算产品截面积时,应考虑产品之后续加工损耗,如研磨余量等。

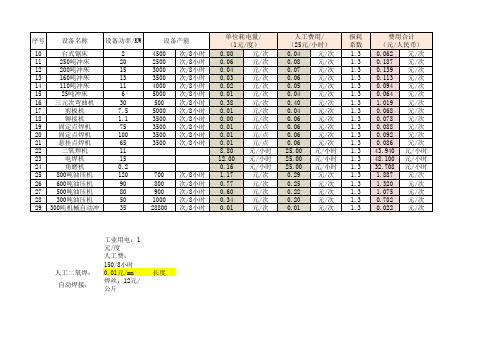
机加工费标准 (摘)加工费标准是:车床20元/小时,铣床30元/小时,磨床40/小时,滚齿机40/小时机加工费用是这样的:普床0.5/min 钻床0.25/min 数控1.00/min 卧式加工中心1.40/min 立式加工中心1.20/min加工费标准是:车床24元/小时,铣床28元/小时,磨床45/小时,高邑专机一般机械维修加工收费标准生产部提供一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6 一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM 的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。

?经常有刚创业的机械加工的朋友为工时计算发愁,也有些朋友为如何计算外发件的成本而苦恼。
老金根据网上的一些资料和实践经验,总结了一些常用的对外机械加工工时价格计算方法供大家参考。
其实各种工种的工时价格并没有固定的,具体情况要具体分析。
可以根据工件的难易,设备的大小,性能的不同而有不同的计算方法,当然关键是看加工的量是有多少,批量越大价格相对越低。
不过一般来说机械加工工时都有一个基本价,根据不同情况在基本价之间浮动。
一以工时记价办法1.2.3.4.5.6.7.8.9.雕刻101一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取*基价3的按长宽比**2价*24一般圆钢,厚壁管,方钢截断,按每平方分米5元计算(最低5元)一般钢板切断,分条,开角按每平方分米10元(最低10元)5、中走丝线切割加工一般零件按切断面积(平方毫米)*0.008元收费。
需要穿丝的零件每穿丝孔加价5元6、电焊与气割与等离子切割普通焊条直径3.2的每支1元,TH506焊铸件每支3元。
气割加工,按铁板厚度MM*切割长度M计算等离子切割不锈钢,按气割基价*3收取,切割碳钢按气割基价*2收取。
数控冲床即数字控制冲床的简称,是一种装有程序控制系统的自动化机床。
该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件。
由于与普通冲床相比,具有加工精度高、加工幅面大、操作简单等优势,所以,现被广泛用于板件件加工厂,那该项加工费用如何计算呢?
一般会按照两种方式来收取费用,一种按照工时来收费,另一种则根据加工件来收取,具体如下:
1、工时收费
根据目前市场收费情况来看,数控冲床加工费每小时在25到30元左右,但考虑到综合因素,累计折旧,人工因素,成本费用因素,价格与实际会有所出入,所以,以上价格仅供参考。
2、按照加工件计算
因数控冲床加工钣金制品较多,且加工的数量以及质量等不同,所以,价格也是从几元到几十元,甚至上百元都有,所以,想要了解具体的价格还需根据所
需的钣金制品来了解。
以上就是数控冲床加工费如何计算的一些简单介绍,希望对大家进一步的了解有所帮助。