检具设计对汽车覆盖件测量影响研究
- 格式:pdf
- 大小:1.46 MB
- 文档页数:5

检具技术要求目录1. 目的 (3)2. 适用范围 (3)3. 责任 (3)4. 规定 (3)4.1 检具(测量支架)的概述 (3)4.2 检具设计与制造的技术要求 (4)4.3 检具和测量支架的验收和交付 (12)5. 存档 (13)6. 评审与更改 (14)7. 分发 (14)8. 附件清单 (14)附件一:关于检具定位销和检验销的说明 (15)1. 检具定位销概述 (15)2. 定位销A1的结构形式 (16)3. 定位销A2的结构形式 (19)4 . 零件检查销的结构和计算 (23)5. 轴套结构图示介绍 (26)附件二:检具(测量支架)认可流程 (28)附件三: 检具(测量支架)设计认可报告 (29)附件四:检具(测量支架)制造认可报告 (30)1. 目的通过制订《检具(测量支架)技术要求》,使检具(测量支架)在规划、设计与制造、验收与使用时,能够遵循统一的技术标准和评价指标。
2.适用范围本技术要求适用于车身检具及对零件型面尺寸或装配尺寸与车身坐标系统有关联的内外饰件的检具。
3. 责任***负责本技术要求的编制、维护、升级及分发等工作。
***零件供应商负责本技术要求在检具(测量支架)规划、设计、制造、验收和使用过程中的贯彻和执行。
4. 规定4.1 检具(测量支架)的概述4.1.1检具(测量支架)的定义检具是一种用来测量和评价零件尺寸质量的专用检验设备。
在零件生产现场, 通过检具实现对零件的在线检测,为此需要将零件准确地安装于检具上, 然后通过目测,或测量表,或卡尺对零件型面,周边进行检查,也可以借助检验销或目测对零件上不同性质的孔及零件与零件之间的联接位置进行目检,从而保证在试生产及起步生产时实现零件质量状态的快速判断。
在此情况下,通过目检或测量可以判断: 零件轮廓周边大小和形状区域以及相对位置与通过CAD/CAM直接加工的检具理论值之间的偏差。
对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。

汽车覆盖件检验夹具三维设计应用作者:何军卞平来源:《企业技术开发·下旬刊》2015年第03期摘要:由于汽车覆盖件空间尺寸大、型面复杂的特点,作为保证车身质量的重要检测工具-检验夹具应用越来越广泛。
文章从汽车覆盖件检验夹具的种类、结构和功能出发,结合使用UG NX完成的三维设计,系统阐述了汽车覆盖件检验夹具的三维设计开发,以推动行业的实物质量的提高。
关键词:检具、汽车覆盖件、设计中图分类号:TP391 文献标识码:A 文章编号:1006-8937(2015)09-0010-011 检验夹具的概念与应用检验夹具是检验冲压件是否合格的一种工艺装备。
在汽车模具和冲压件生产中,为保证产品质量,对冲压件的型面、轮廓、孔位及孔径、角度等进行误差检测是一项重要的工作。
检验工作量约占模具与冲压件生产总工作量的15%,测量工具和装置的总费用约占模具与冲压件生产工艺装备总费用的20%。
检具具有精确高效的检测功能,对于提高冲压组合件的焊装质量,提高整个车身质量起到了重要的作用。
冲压件的检验效率是一个重要问题。
冲压件检验主要是判断工件是否合格,一般不需要测量出具体值。
为了判断冲压件是否合格,在生产车间中除了使用通用的检测工具外,最多的是使用检验夹具(后面简称为检具)。
检具在冲压件生产中的作用主要表现在以下几个方面:①检查冲压件产品是否合格;②对冲压生产过程进行质量控制。
在每批次生产中对最前面和最后面冲压的若干个零件进行检测,并对中间冲压的零件进行抽检;③分析和判断冲压件在焊装过程中出现的质量问题;④保证现生产模具的使用状态;⑤对修理模具和复制模具进行质量评判。
2 检具分类检具的分类有许多种方法,按检具的功能,车型在开发过程中主要有以下几种类型的检具:①P.G(PanelGauge):用来检查板金件(PanelParts)单件的主要检具。
常用的冲压件检具属于这一类。
如图4所示为福田项目顶盖板检具;②O.G(Open Gauge):用来检查车体前、后挡风玻璃、门及门洞的焊装尺寸;③U.G(Unit Gauge):用来检查各冲压件组装后的总成检具;④UCF(Unit Check Fixture):用来检查单个零件总成后,装上车体前的状态(主要有以下几种零件:门、发动机罩、行李箱等);⑤PUG(Parts Unit Gauge):用来检查各装潢件单件或总成件的检具,等。

汽车覆盖件常见质量缺陷及对策【摘要】随着社会和经济的快速发展,汽车的使用量在不断增加,从而对汽车覆盖件的表面质量提出了更高的要求。
本文对暗坑、波浪、破裂、回弹、毛刺、棱线不清、拉毛等常见质量缺陷进行分析,阐述了相应处理措施,并简单介绍了缺陷检查方法。
【关键词】汽车;覆盖件;质量缺陷;处理措施汽车车身主要是由很多轮廓尺寸比较大并具有空间曲面形状的覆盖件连接而成的,汽车覆盖件的表面质量直接决定着车身的质量,要求汽车覆盖件的表面平整、清晰,并且不允许存在裂缝、划伤等表面缺陷。
下面将对覆盖件常见质量缺陷产生原因以及处理措施进行详细地阐述。
1.覆盖件常见质量缺陷及其分析1.1暗坑暗坑是指覆盖件上连续凸出的曲面在局部出现的轻微凹陷或者凸起。
直接目视观察是很难发现这种缺陷的,只有将车身油漆之后并经过光线照射才能表现出来,所以将其称为暗坑。
暗坑产生的原因包括:在板料形成的过程中,板料的变形是由弹性变形以及塑性变形组成的,当外力消失之后,弹性变形成为了塑性变形的限制,无法完全恢复,从而在冲压件中形成了残余应力,通过冲压件的形状以及尺寸可以综合体现板料的弹性变形以及塑性变形。
弯曲的弹性变形导致该处的曲率半径发生变化,最终形成了暗坑。
1.2波浪波浪是一些极轻微的皱纹,与一定区域中连续出现的暗坑比较相似,其主要出现在零件的边缘附近,比如,翼子板的轮罩上方,或者是车门的翻边线附近。
波浪产生的原因是在板料成形的过程中,法兰面部分受到切向压应力的影响,因为失稳从而产生起皱的板料,主要是通过凸模和凹模之间的间隙将其保留在冲压件的表面,从而形成了表面波浪。
另外,在进行翻边的过程中,由于材料出现弯曲变形,材料的完全部分的外侧受到拉应力作用,内侧受到压应力作用,由于这些应力具有力矩作用,卸载之后出现的轻微翘曲变形也是表面波浪的具体表现。
产品的形状、材料的性能以及模具的结构等因素都对波浪的产生具有重要的影响,尤其是在进行拉延时,压边圈设计与模具之间的间隙不合理则会导致波浪的产生。

汽车车身覆盖件检具设计技术要求一、设计原则:1.合理性原则:检具设计要以提高工作效率和产品质量为目标,应根据车身覆盖件的特点和加工要求进行合理的设计。
2.可制造性原则:检具设计应考虑到制造与装配的可行性,尽量采用简单的工艺和加工方法。
3.经济性原则:检具设计要经济实用,尽量降低制造成本。
4.可靠性原则:检具设计要考虑到使用过程中的稳定性和可靠性,尽量减少故障和损坏的可能性。
二、技术要求:1.精度要求:检具应具有高精度和高重复定位精度,以确保车身覆盖件在装配过程中的质量和精度。
2.刚性要求:检具应具有足够的刚性和稳定性,以抵抗加工过程中的应力和变形,保证检具的精度和使用寿命。
3.可调性要求:检具应具有一定的可调性,以适应不同型号、不同尺寸的车身覆盖件的检测需求。
4.便于操作:检具应设计成便于操作和调整的结构,以提高操作人员的工作效率和舒适度。
三、常见的设计方法:1.模具设计方法:对于较大型的车身覆盖件,通常可以采用模具的设计方法,将检具设计为与模具相适应的结构,方便定位、固定和检测。
2.多级设计方法:对于较复杂的车身覆盖件,可以采用多级设计方法,通过分级检测,逐步确定检具的形状和尺寸。
3.模块化设计方法:对于常用的零部件和组件,可以采用模块化的设计方法,通过组合和调整模块,实现车身覆盖件的检测需求。
四、常见的检具种类:1.夹具:用于夹紧和固定车身覆盖件,保证尺寸的稳定和一致性。
2.测试仪器:用于测量和检测车身覆盖件的尺寸、形状和质量等指标。
3.定位工具:用于确定车身覆盖件的准确位置,保证装配的精度和质量。
4.校验工具:用于校验和调整检具的精度和定位精度,保证检具的准确性和一致性。
总结:汽车车身覆盖件检具设计是汽车制造中的一个重要环节。
设计时需要考虑合理性、可制造性、经济性和可靠性原则。
技术要求包括精度、刚性、可调性和便于操作等。
常见的设计方法有模具设计、多级设计和模块化设计等,常见的检具种类有夹具、测试仪器、定位工具和校验工具等。
摘要:结合应用实例介绍了汽车覆盖件检具的基本构成、结构特点及检测原理。
关键词:检具,汽车覆盖件1 引言汽车覆盖件泛指汽车冲压件、由冲压件焊接而成的组件(分总成) 、车身骨架、各种内饰件等。
覆盖件的制造质量对整车质量影响很大,对于轿车和各类客车尤显重要。
在覆盖件的制造中,无论对于具有复杂空间几何形状的大型冲压件、内饰件、焊接分总成等,还是对于简单的小型冲压件、内饰件等,较多采用专用检测夹具(简称检具) 作为主要检测手段,用于控制工序间的产品质量。
检具检测具有迅速、准确、直观、方便等优点,尤其适合大批量生产的需要。
八十年代中期以来,随着轿车和客车工业的迅速发展,覆盖件检具在国内汽车行业的应用已相当广泛。
2 覆盖件检具的构成及特点与机加工零件相比,汽车覆盖件的检测有以下特点:(1) 工件形状往往较复杂、不规则,定位、支承、装夹较困难;(2) 工件刚性一般较差,在检测过程中容易因变形引起误差;(3) 除少数小冲压件外,通常将覆盖件的尺寸基准置于车身坐标系中来处理,除了工件的一些特征部位(如孔、凸缘等) 相对于邻近坐标线的距离尺寸在图上予以标注外,对于大部分外形轮廓(特别是自由曲面) 并未给出尺寸数值。
目前,至八十年代还普遍采用的以坐标网格标注尺寸的方式已逐渐被CAD 数据所取代。
由设计部门提供的冲压件、焊接件乃至车身的CAD 数据可同时作为制造模具、焊接夹具和检具的尺寸依据。
图1 为一轿车车身坐标系示意图。
坐标原点位于前轴中点,沿X 、Y、Z 轴平行布置的网络线以100mm 的间距穿过车身,用于确定车身上的所有位置点,借助这些网络线可确定车身上每个零件的位置。
当然,据此也可以制表方式作出以前曾使用的坐标网格标注尺寸。
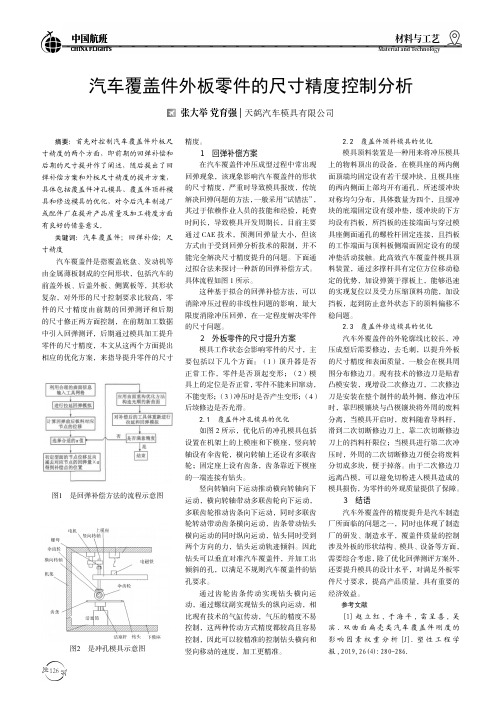
图1覆盖件检具是根据覆盖件检测的特点设计制作的,因此与常见的机加工检具差别较大。
现以图2和图3 所示的两种覆盖件检具为例,对其基本构成和结构特点作一说明。
图2检具主体为承载工件的型面(如图3 中的件2) ,由可加工的环氧树脂制成。
检具技术要求目录1. 目的 (3)2. 适用范围 (3)3. 责任 (3)4. 规定 (3)4.1 检具(测量支架)的概述 (3)4.2 检具设计与制造的技术要求 (4)4.3 检具和测量支架的验收和交付 (12)5. 存档 (13)6. 评审与更改 (14)7. 分发 (14)8. 附件清单 (14)附件一:关于检具定位销和检验销的说明 (15)1. 检具定位销概述 (15)2. 定位销A1的结构形式 (16)3. 定位销A2的结构形式 (19)4 . 零件检查销的结构和计算 (23)5. 轴套结构图示介绍 (26)附件二:检具(测量支架)认可流程 (28)附件三: 检具(测量支架)设计认可报告 (29)附件四:检具(测量支架)制造认可报告 (30)1. 目的通过制订《检具(测量支架)技术要求》,使检具(测量支架)在规划、设计与制造、验收与使用时,能够遵循统一的技术标准和评价指标。
2.适用范围本技术要求适用于车身检具及对零件型面尺寸或装配尺寸与车身坐标系统有关联的内外饰件的检具。
3. 责任***负责本技术要求的编制、维护、升级及分发等工作。
***零件供应商负责本技术要求在检具(测量支架)规划、设计、制造、验收和使用过程中的贯彻和执行。
4. 规定4.1 检具(测量支架)的概述4.1.1检具(测量支架)的定义检具是一种用来测量和评价零件尺寸质量的专用检验设备。
在零件生产现场, 通过检具实现对零件的在线检测,为此需要将零件准确地安装于检具上, 然后通过目测,或测量表,或卡尺对零件型面,周边进行检查,也可以借助检验销或目测对零件上不同性质的孔及零件与零件之间的联接位置进行目检,从而保证在试生产及起步生产时实现零件质量状态的快速判断。
在此情况下,通过目检或测量可以判断: 零件轮廓周边大小和形状区域以及相对位置与通过CAD/CAM直接加工的检具理论值之间的偏差。
对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。
检具在汽车零件质量检测中的作用及设计的有效性分析发布时间:2021-06-17T14:38:14.817Z 来源:《基层建设》2021年第6期作者:郑光楚[导读] 摘要:随着人们生活水平的提高,对汽车的需求量也在逐年增多。
我国汽车制造技术水平的快速提升,对汽车零件的生产效率和制造质量有了更高的要求。
浙江世纪华通车业有限公司浙江省绍兴市 312000摘要:随着人们生活水平的提高,对汽车的需求量也在逐年增多。
我国汽车制造技术水平的快速提升,对汽车零件的生产效率和制造质量有了更高的要求。
检具是工业生产中用于控制产品各种尺寸的工具,适用于汽车零部件等大批量产品生产。
汽车零件的数量和种类较多,在零件制造中利用检具可有效提高生产效率和控制制造质量。
本文就检具在汽车零件质量检测中的作用及设计的有效性展开探讨。
关键词:检具;汽车零件;质量;有效性引言检具作为一种用来测量和评价零件尺寸质量的专用检验设备,被广泛地应用于制造业的各个领域。
特别是在汽车制造业中,汽车各部分零部件包含了钣金零件、塑胶零件等,数量繁多且形状复杂,其中的精度要求更是以“丝米”为控制单位。
而多个零部件通过组合装配的方式,最终需要满足外观及功能的要求。
1检具在汽车零件质量检测中的作用检具是工业生产中对产品的尺寸、形状、装配精度等进行检测的工具,以确保产品的各项技术参数都能与规范标准相符合,从而保证产品的加工质量。
汽车零件的制造质量直接关系汽车的运行性能和安全,所以对零件的加工精度有较高的要求。
由于汽车零件为批量化生产,传统的测量工具已经无法满足零件的加工效率和质量控制。
在汽车零件生产现场,将零件准确安装于检具上,通过目测、测量表、卡尺等对零件型面和周边进行检查,能实现对零件的在线检测,快速判断出零件的生产状态,提高零件的加工质量。
检具在汽车零件质量检测中具有实用性、快速性和及时性等优点,不仅能检测零件的加工质量,还能控制模具产品在实际装车过程中零部件之间的配合能满足设计要求,从而保证整车性能。