27SiMn钢亚温淬火工艺研究
- 格式:pdf
- 大小:153.61 KB
- 文档页数:2
27SiMn缸筒热处理工艺验证
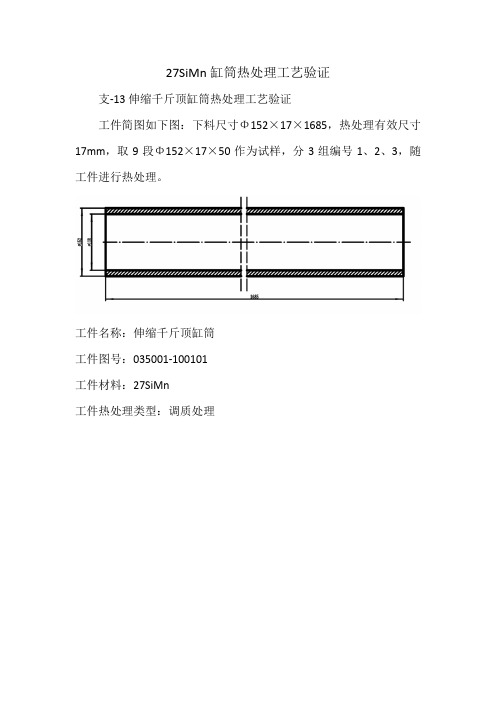
支-13伸缩千斤顶缸筒热处理工艺验证
工件简图如下图:下料尺寸Φ152×17×1685,热处理有效尺寸17mm,取9段Φ152×17×50作为试样,分3组编号1、2、3,随工件进行热处理。
工件名称:伸缩千斤顶缸筒
工件图号:035001-100101
工件材料:27SiMn
工件热处理类型:调质处理
热处理工艺路线
热处理过程按照《GB-T-16924—1997 钢件的淬火与回火》标准
进行实际操作,对热处理执行技术参数进行记录:热处理原始工艺记录、曲线。
试样检测
取1组试样随工件进行热处理,在淬火后取出1件试样,在回火结束后取出另2件试样,每个试样测5个位置,分别测其硬度并记录。
硬度检测按照GB/T 203—91 《金属洛氏硬度试验方法》、
GB/T 231—84 《金属布氏硬度试验方法》标准测量。
根据GB/T 34895-2017《热处理金相检验通则》要求取试样的剖面部分进行磨抛、制样,以4%的硝酸酒精溶液腐蚀抛光面,置于金相显微镜下取其500倍和1000倍的金相组织。
按照GB/T 16924-1997 《钢件的淬火与回火》、GB/T 13298 《金属显微组织检验方法》标准,观察对比其淬火马氏体、回火索氏体、残余奥氏体组织和碳化物组织等级;并测量其淬硬层深度,并出具金相检验报告。
淬火后工件中奥氏体转化为马氏体、下贝氏体及少量参与奥氏体,不允许出现网状碳化物;高温回火(调质)后马氏体转化为索氏体,显微镜下索氏体均匀分布,有少量的马氏体和残余奥氏体,不允许出现网状碳化物和块状铁素体。
金相检验报告单
检验:批准:。
27SiMn缸筒热处理工艺验证
支-13伸缩千斤顶缸筒热处理工艺验证
工件简图如下图:下料尺寸Φ152×17×1685,热处理有效尺寸17mm,取9段Φ152×17×50作为试样,分3组编号1、2、3,随工件进行热处理。
工件名称:伸缩千斤顶缸筒
工件图号:035001-100101
工件材料:27SiMn
工件热处理类型:调质处理
热处理工艺路线
热处理过程按照《GB-T-16924—1997 钢件的淬火与回火》标准
进行实际操作,对热处理执行技术参数进行记录:热处理原始工艺记录、曲线。
试样检测
取1组试样随工件进行热处理,在淬火后取出1件试样,在回火结束后取出另2件试样,每个试样测5个位置,分别测其硬度并记录。
硬度检测按照GB/T 203—91 《金属洛氏硬度试验方法》、
GB/T 231—84 《金属布氏硬度试验方法》标准测量。
根据GB/T 34895-2017《热处理金相检验通则》要求取试样的剖面部分进行磨抛、制样,以4%的硝酸酒精溶液腐蚀抛光面,置于金相显微镜下取其500倍和1000倍的金相组织。
按照GB/T 16924-1997 《钢件的淬火与回火》、GB/T 13298 《金属显微组织检验方法》标准,观察对比其淬火马氏体、回火索氏体、残余奥氏体组织和碳化物组织等级;并测量其淬硬层深度,并出具金相检验报告。
淬火后工件中奥氏体转化为马氏体、下贝氏体及少量参与奥氏体,不允许出现网状碳化物;高温回火(调质)后马氏体转化为索氏体,显微镜下索氏体均匀分布,有少量的马氏体和残余奥氏体,不允许出现网状碳化物和块状铁素体。
金相检验报告单
检验:批准:。

27SiMn钢亚温淬火工艺研究
金麓;董建萍;王金统
【期刊名称】《河北冶金》
【年(卷),期】2003(000)005
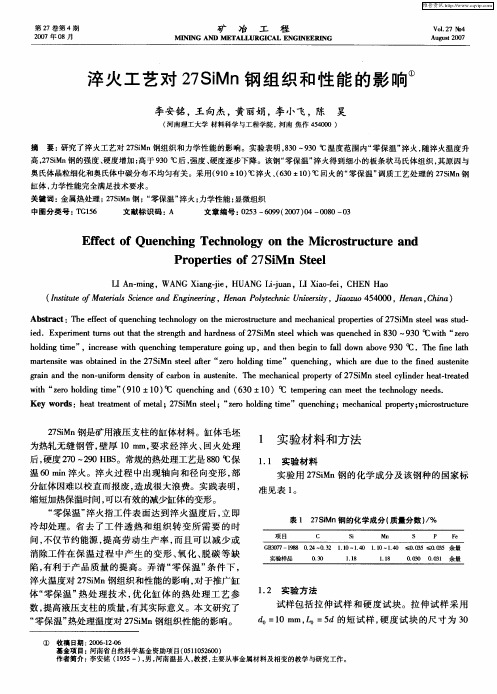
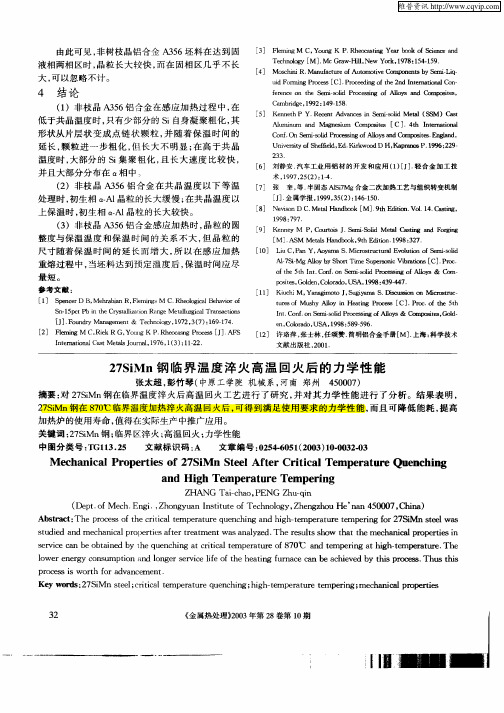
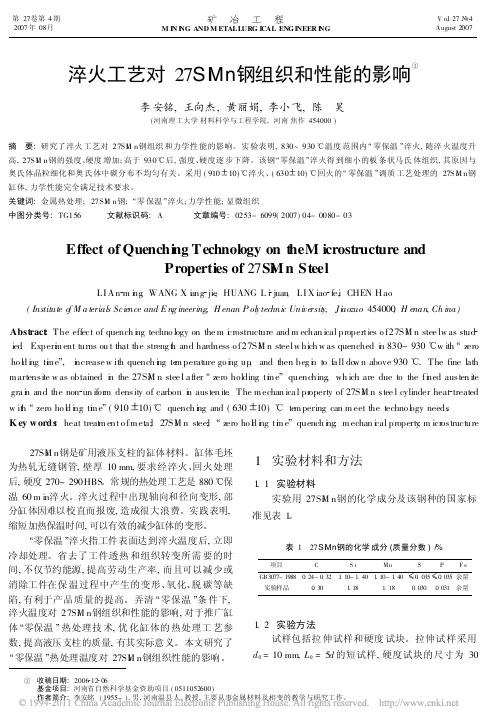
【摘要】对27SiMn钢油缸缸筒的亚温淬火工艺进行了研究.结果表明:27SiMn油缸缸筒的亚温淬火与常规淬火相比,可以获得更高的强度和韧性,同时减少了变形和开裂.
【总页数】2页(P45-46)
【作者】金麓;董建萍;王金统
【作者单位】张家口中煤千斤顶有限责任公司,河北,张家口,075000;石家庄市热处理工艺研究所,河北,石家庄,050041;石家庄市热处理工艺研究所,河北,石家
庄,050041
【正文语种】中文
【中图分类】TG156.31
【相关文献】
1.27SiMn和Q345异种钢的焊接工艺研究 [J], 郑洋
2.27SiMn钢的亚温淬火工艺研究 [J], 郭俊仓;王静宜
3.27SiMn钢奥氏体逆相变亚温淬火 [J], 李安铭;李小飞;陈昊
4.45钢亚温淬火工艺研究 [J], 武淑艳;李晓龙;景向岗;张凯;边璐鹏;李雪娅
5.平炉钢包喂线法精炼27SiMn钢工艺研究 [J], 戴焕梁;冯国忠
因版权原因,仅展示原文概要,查看原文内容请购买。
27SiMn是一种常用的合金结构钢,通常用于制造高强度、耐磨和耐冲击的零件和构件。
对于27SiMn的调质及回火工艺,以下是一种常见的工艺流程:
1. 浸泡预热:将27SiMn钢件放入炉中进行预热,温度通常控制在600-650摄氏度,时间根据钢板的厚度而定,使其均匀升温。
2. 加热:将预热后的钢件继续加热至调质温度区间,通常在860-900摄氏度,保温一段时间,使钢件达到均匀的温度。
3. 淬火:将加热至调质温度的钢件迅速冷却至室温或较低温度,以产生马氏体组织。
淬火介质可以选择水、油或气体,根据不同要求和材料厚度而定。
4. 回火:将淬火后的钢件进行回火处理,回火温度一般控制在300-650摄氏度之间。
回火温度的选择根据应用要求和材料的机械性能要求,以平衡硬度和韧性。
5. 冷却:将回火完成后的钢件进行自然冷却或其他适当的冷却方式,使钢件达到室温。
以上是对27SiMn钢的一种常见调质及回火工艺流程,具体的工艺参
数和工艺流程可能因材料厚度、产品要求等因素而有所差异。
在实际应用中,钢材生产厂商和使用单位可以根据具体情况进行合理调整和优化工艺参数,以满足产品性能的要求。
因此,在实际使用前,最好与厂商或专业人士咨询和确认适合的调质及回火工艺流程。