定位支座零件数控多工位夹具设计(有全套图纸)
- 格式:doc
- 大小:106.00 KB
- 文档页数:4
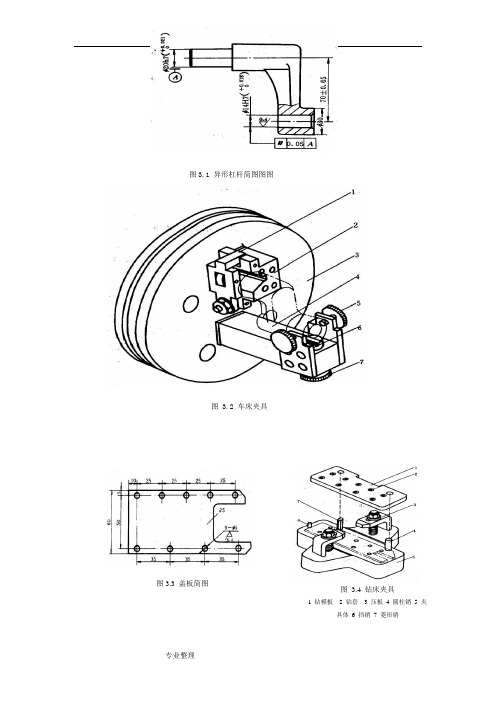
图3.1 异形杠杆简图图图图 3.2 车床夹具图3.3 盖板简图图 3.4 钻床夹具1 钻模板2 钻套3 压板4 圆柱销5 夹具体 6 挡销 7 菱形销图 3.6 固定支承钉-图3.8 可调支承图 3.9 可调支承的应用(a)(b) (c)图 3.10 自位支承图3.16 小锥度心轴图3.19 圆锥销组合定位(a ) (b) (c)图 3.20 定位套图 3.21半园定位(a) (b) (c) (d)图3.22 固定V形块结构形式图3.26 基准位移误差10图 3.31 v形块上定位铣斜面图 3.32 夹紧机构的组成1-压板;2-连杆;3-活塞推杆;4-气缸;5-活塞;6-配气阀图 3.35 夹紧力作用点靠近加工表面图 3.40 斜楔夹紧机构1-夹具体 ; 2-斜楔 ; 3-工件图 3.37 快速螺旋夹紧机构(d )1 工件2 压板3 T形槽用螺母图 3.40 典型螺旋压板夹紧机构图 3.41 偏心夹紧机构图 3.42圆偏心及其弧形楔展开图Array图3.48 单件联动夹紧机构1-工件;2-浮动压板;3-活塞杆;5-摇臂;4、6-摆动压块;7-螺母图3.49 多件联动夹紧机构图 3.44 螺旋式定心夹紧机构图 3.45 杠杆式三爪自定心卡盘图3.46机动楔式夹爪自动定心机构图 3.47 弹性心轴及弹簧夹头1-夹具体; 2-弹簧筒夹;3-锥套;4-螺母; 5-心轴图 3.54 膜片卡盘定心夹紧机构1 夹具体2 薄壁套筒3 液性塑料4 柱塞5 螺钉6 限位螺钉图3.56液性塑料定心夹紧机构图 3.49波纹套心轴图 3.58 固定钻模1 夹具体2 平面支承3 削边销4 圆柱销5 快速夹紧螺母6 特殊快换钻套图 3.59 回转式钻模1 钻模板 2夹具体 3手柄 4、8 螺母 5 把手 6 对定销7 圆柱销 9开口垫圈 10衬套 11 钻套 12 螺钉(a) (b)图3.60 翻转式钻模1 夹具体2 定位件3削扁开口垫圈 4 螺杆5 手轮6对定销7沉头螺钉图 3.61 盖板式钻模1 盖板2 圆柱销3 削边销4 支承钉5 把手图 3.62滑柱式钻模1-导向滑柱;2-齿条滑柱3夹具体4钻模板;5齿轮轴;6手柄;7套环(a)(b) (c)图 3.63 标准钻套1-钻套; 2-衬套 3 钻模板; 4-螺钉图 3.64.特殊钻套 (e)(a) (b) (c) 图 3.65 三种钻模板图3.66 悬挂式钻模板1-多轴传动头;2-弹簧;3-导柱;4-钻模板;5 -螺钉;6-导套1-定向键 ;2-对刀块;3 -夹具体; 4、8-压板 ;5-螺母; 6-定位块; 7-螺栓; 9-支钉; 10-浮动杠杆图3.68 杠杆零件的料仓式铣床夹具1-锯齿支钉;2,3,4-挡销; 5-压板; 6-螺母; 7- 压板支承螺钉; 8-对刀块图3.71 靠模铣床夹具图3.72 定向键图3.73 对刀装置图3.74 标准对刀块图 3.76 铣床夹具体与耳座1-支架;2 -镗套; 3、4-定位板;5、8-压板; 6-夹紧螺钉; 7-可调支承钉; 9-镗模底座; 10- 镗刀杆;11 浮动接头1、3 -V形块; 2-浮动压块; 4-弹簧;5-活塞; 6-活塞杆; 7-转动叉形块; 8、9 -浮动压板(a)(b) (c)图 3.80 常用的回转式镗套图 3.81 内滚式滚动镗套图3.82 回转镗套的引刀槽及尖头键(a)(b) (c)图3.83 单支承导向镗孔示意图(a)(b)图 3.84 双支承导向镗孔示意图图 3.85 确定让刀量示意图图 3.86 镗杆前端导引部分结构 (e )图 3.87 浮动接头1-镗杆;2-接头体;3-外套;4-拨动销图 3.88 飞球保持架工序图及心轴夹具1-拉杆;2-弹簧;3-套筒;4-斜块;5-压板;6-支承板;7-圆柱销;8-菱形销图 3.90阀体四孔偏心回转分度车床夹具1、11-螺栓; 2-压板; 3-摆动V形块; 4-过渡盘; 5-夹具体; 6-平衡块; 7-盖板; 8、10-固定、活动支承板; 9-活动菱形销图 3.92 十字槽轮零件精车圆弧工序简图图3.93 花盘式车床夹具1、3、4-定位套;2-定位销图 3.94 车床夹具与机床主轴的连接图3.95 加工偏心件的通用可调夹具1-组合气缸;2-双向压板;3-基体;4-快卸垫板;5-可换V形块;6-传动杆;7-压板;8-螺钉图 3.100 自动线上的机床固定夹具及随行夹具1-活动定位销;2-钩形压板;3-随行夹具;4-输送支承;5-定位支承板;6-润滑液压泵;7-杠杆;8-液压缸3.5.2 专用夹具的设计示例拨杆零件如图3.102,其加工过程为:同时铣一面及另一面大小端面,钻铰φ12H9、φ8H9孔并倒角,钻φ7孔和螺纹底孔φ5,铣2mm槽,攻螺纹M6。





夹具定位方案设计: 如下图1-1所示,在摇臂上铣槽。
根据工艺规程,这是最后一道加工工序,加工要求有:槽宽28.50.1mm ,槽底面到38f9mm 轴肩下圆环面的距离为510.8mm ,槽关于28H11mm 孔中心线的对称度为0.2mm ,由于槽宽有铣刀保证,在才不做其定位分析。
根据加工要求拟定了以下三种定位方案。
图1-1 摇臂零件图一、定位方案分析1、 确定需要限制的自由度以及选择定位基面和定位从加工要求考虑,需要限制X 、Y 、Z 轴位置自由度、、和绕X 、Y 、Z 轴的转动自由度、、。
工序基准为:38f9mm 轴肩下圆环面、28 H11mm 孔中心线。
现拟定下面的三个定位方案。
方案一:示图1-2如下 如图1-2所示,工件以28mm 孔中心线为定位基准以及孔底面为定位基准,用长销28 h11mm 与28 H11mm mm 孔中心线配合限制了、、、、五个自由度,左右两边用圆柱花纹压块实现定心夹紧,限制了一个自由度。
由于尺寸510.8mm 的工序基准是38f9mm 轴肩下圆环面,而工件限制自由度的定位基面是28H11mm mm 孔底面,定±Φ±ΦX ρY ρZ ρX )Y )Z )ΦΦΦΦΦX ρY ρZ ρX )Y )Z )±ΦZ ρΦ位基准与工序基准不重合,不利于保证尺寸510.8mm 。
同时由于长销28 h11mm 与28 H11mm 孔中心线配合存在间隙,致使定位基面与限位基面不重合将不利于保证尺寸510.8mm 和槽关于28 H11mm 孔中心线的对称度为0.2mm 。
图1-2 定位方案一 方案二:如图1-3所示图1-3以38f9mm 轴肩下圆环面为定位基面,限制了一个自由度,用定位套38H7和38f9mm 圆柱面配合,以和38f9mm 圆柱面为定位基面,限制了、、、四个自由度,左右两边用圆柱花纹压块实现定心夹紧,限制了一个自由度。
由于定位中心线为38f9mm 圆柱中心线,在此处定位中心线不重合,不利于保证槽关于28 H11mm 孔中心线的对称度为0.2mm 。
摘要本论文主要研究的是不规则零件在现代制造业中的广泛应用,那么保证此类零件的加工精度就显得尤为重要。
本课题通过分析定位支座零件的结构特点和加工要求,用数控加工中心来达到多工位的加工目的,提高零件在大批量生产制造过程中的效率,同时制定了一套较为合理加工工艺规程,从而为保证该零件的加工精度将提供一种经济实用的夹具设备,具有一定的实用价值,在论文中会以研究零件的工艺规程开始着手设计最为适合的夹具,在不同的夹紧方案下进行比较,并且以平面加工为定位方法,通过夹紧力的计算和定位误差达到比较,选则最为恰当、最为合理的夹具设计方案,从而保证了被加工零件的精度以及工件在加工过程中定位的可靠和准确,夹具提供足够大的夹紧力以防止工件位移,工件在夹紧力的作用下形变小。
从而使得夹具在装夹工件进行加工的过程中正真发挥其作用,提高劳动的生产效率、具备一定的实用价值。
关键字:夹具装夹,定位,加工精度,平面加工,多工位The Fixture design of Support Location Parts in TheNumerical ControlABSTRACTThis paper is mainly explored the unformulate works which is widely used in the contemporary manufacturing technology. So it is important to assure the definition of the works manufacturing. This project is going to analysis the structure of the work and the requirements of the manufacturing process and the multiple work location. In this paper we will design the fixture with the exploring of the work. With the different clamping plan, we will select the best. Under the approach of the manufacturing of aperture, the calculation of the clamping force and the error of the location, it can be selected the most reasonable and felicity fixture. In order to guarantee the definition of the manufactured work,the correct location of the manufacturing process ,the enough clamping force to prevent the displacement of the work and the minimum deformation of the work. These are all ready to give the high labor production efficiency and the value of practicality.key words: fixture clamp,location,definition of manufacturing,manufacturing of aperture,multiple work location.定位支座零件数控加工多工位夹具设计0 引言在机床上加工工件时,为了保证工件在该工序所加工的表面能达到图纸上规定的尺寸及位置精度等技术要求,必须使得工件相对于刀具和机床占有正确的加工位置(即工件的定位),并把工件压紧夹牢,以便在加工过程中,工件受到切削力、离心力的作用及冲击、振动等影响时,能保持这个确定了的位置稳定不变(即工件的夹紧)。
摘要
本论文主要研究的是不规则零件在现代制造业中的广泛应用,那么保证此类零件的加工精度就显得尤为重要。
本课题通过分析定位支座零件的结构特点和加工要求,用数控加工中心来达到多工位的加工目的,提高零件在大批量生产制造过程中的效率,同时制定了一套较为合理加工工艺规程,从而为保证该零件的加工精度将提供一种经济实用的夹具设备,具有一定的实用价值,在论文中会以研究零件的工艺规程开始着手设计最为适合的夹具,在不同的夹紧方案下进行比较,并且以平面加工为定位方法,通过夹紧力的计算和定位误差达到比较,选则最为恰当、最为合理的夹具设计方案,从而保证了被加工零件的精度以及工件在加工过程中定位的可靠和准确,夹具提供足够大的夹紧力以防止工件位移,工件在夹紧力的作用下形变小。
从而使得夹具在装夹工件进行加工的过程中正真发挥其作用,提高劳动的生产效率、具备一定的实用价值。
关键字:夹具装夹,定位,加工精度,平面加工,多工位
The Fixture design of Support Location Parts in The
Numerical Control
ABSTRACT
This paper is mainly explored the unformulate works which is widely used in the contemporary manufacturing technology. So it is important to assure
key words: fixture clamp,location,definition of manufacturing,manufacturing of aperture,multiple work location.
定位支座零件数控加工多工位夹具设计
0 引言
在机床上加工工件时,为了保证工件在该工序所加工的表面能达到图纸上规定的尺寸及位置精度等技术要求,必须使得工件相对于刀具和机床占有正确的加工位置(即工件的定位),并把工件压紧夹牢,以便在加工过程中,工件受到切削力、离心力的作用及冲击、振动等影响时,能保持这个确定了的位置稳定不变(即工件的夹紧)。
在机床上对工件进行定位和夹紧,称做装夹。
一切能使工件在机床力被应用于机械操作中的要求的影响,
关于夹具稳定性的顺序CAFDV在CAD环境中的应用得到了实现。
参考书目:
************
************
原文说明
原文说明的内容是:
题名:Computer-Aided Fixture Design Verification.Part 3.Stability Analysis.
作者:Y. Kang1, Y. Rong1 and J. C. Yang
来源:Int J Adv Manuf Technol[J]. 2003(21):842-849.。