作业排序问题
- 格式:ppt
- 大小:2.06 MB
- 文档页数:50
流水线作业排序问题/productioncontrol/200908091604.html流水作业排序问题的基本特征是每个工件的加工路线都一致。
在流水生产线上制造不同的零件,遇到的就是流水作业排序问题。
我们说加工路线一致,是指工件的流向一致,并不要求每个工件必须经过加工路线上每台机器加工。
如果某些工件不经某些机器加工,则设相应的加工时间为零。
一般说来,对于流水作业排序问题,工件在不同机器上的加工顺序不尽一致。
但本节要讨论的是一种特殊情况,即所有工件在各台机器上的加工顺序都相同的情况。
这就是排列排序问题。
流水作业排列排序问题常被称作“同顺序”排序问题。
对于一般情形,排列排序问题的最优解不一定是相应的流水作业排序问题的最优解,但一般是比较好的解;对于仅有2台和3台机器的特殊情况,可以证明,排列排序问题下的最优解一定是相应流水作业排序问题的最优解。
这里只讨论排列排序问题。
但对于2台机器的排序问题,实际上不限于排列排序问题。
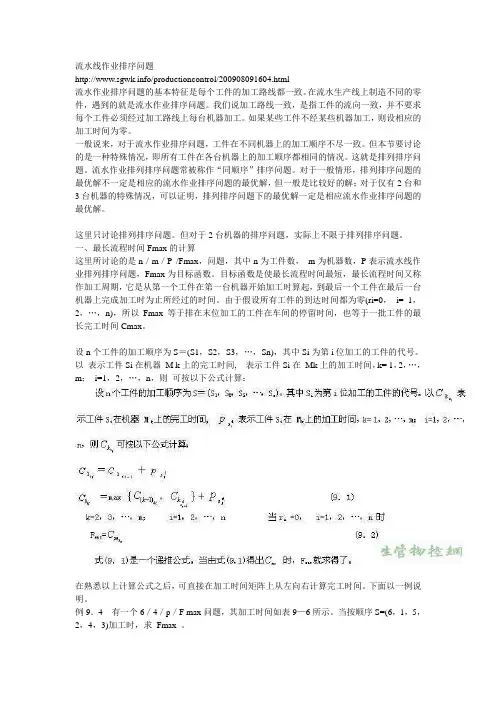
一、最长流程时间Fmax的计算这里所讨论的是n/m/P /Fmax,问题,其中n为工件数,m为机器数,P表示流水线作业排列排序问题,Fmax为目标函数。
目标函数是使最长流程时间最短,最长流程时间又称作加工周期,它是从第一个工件在第一台机器开始加工时算起,到最后一个工件在最后一台机器上完成加工时为止所经过的时间。
由于假设所有工件的到达时间都为零(ri=0,i= 1,2,…,n),所以Fmax等于排在末位加工的工件在车间的停留时间,也等于一批工件的最长完工时间Cmax。
设n个工件的加工顺序为S=(S1,S2,S3,…,Sn),其中Si为第i位加工的工件的代号。
以表示工件Si在机器M k上的完工时间, 表示工件Si在Mk上的加工时间,k= 1,2,…,m;i=1,2,…,n,则可按以下公式计算:在熟悉以上计算公式之后,可直接在加工时间矩阵上从左向右计算完工时间。
下面以一例说明。
例9.4 有一个6/4/p/F max问题,其加工时间如表9—6所示。
浅谈制造业作业排序问题1. 引言在制造业生产过程中,作业排序是一个重要而复杂的问题。
正确的作业排序可以最大程度地提高生产效率和产品质量,降低成本和交货周期。
在制造业中,作业排序涉及到多个因素,如作业优先级、工艺路线、物料可用性等等。
本文将就制造业作业排序问题进行探讨,深入了解这一问题在制造业生产中的重要性和挑战。
2. 制造业作业排序的重要性作业排序在制造业生产中起到关键作用。
通过合理的作业排序,可以达到以下目标:2.1 提高生产效率制造业生产过程中,如果作业排序得当,可以最大程度地减少等待时间和停机时间,提高设备利用率和生产效率。
合理的作业排序能够让生产线上的各个工序顺畅进行,从而减少工序之间的等待时间,并提高整体生产效率。
2.2 降低生产成本正确的作业排序可以使工序之间的转换更加紧密,避免重复工序的发生,从而减少了不必要的成本。
此外,合理的作业排序还可以使生产线上的物料流动更加顺畅,减少物料的库存和堆积,降低了库存成本和仓储成本。
2.3 缩短交货周期通过优化作业排序,能够减少生产过程中的等待时间和调整时间,提高生产效率和生产线的灵活性。
这有助于缩短交货周期,满足客户需求,提高客户满意度。
3. 制造业作业排序的挑战在制造业生产过程中,作业排序面临许多挑战,下面列举了几个主要的挑战:3.1 多个因素的综合考量作业排序需要综合考虑多个因素,如生产线的设备能力、人力资源状况、物料可用性等等。
这些因素之间相互关联,相互制约,增加了作业排序的复杂性。
3.2 不确定性因素的存在在制造业中,不确定性因素是无法避免的。
例如,突发的故障、物料的延迟供应、员工的缺勤等都可能对作业排序造成影响。
如何应对这些不确定性因素,保证作业能够按计划进行,是一个具有挑战性的问题。
3.3 数据的准确性和可靠性作业排序需要依赖各种数据,如产品的工艺路线、设备的运行状态、物料的库存情况等等。
然而,数据的准确性和可靠性往往是无法完全保证的,这给作业排序带来了一定的困扰。
机械制造行业中的流水作业排序问题一、生产作业计划与流水作业排序问题假如某个车间需要生产n种零部件,这n种零部件需要经过m台设备进行加工,并且每种零部件在每台设备上的加工时间各不相同。
那么怎样编排这n种零部件的加工顺序可以使总加工时间最短,这是排序要解决的问题。
一般说来,排序只是确定工件在机器上的加工顺序,而编制生产作业计划,则不仅包括确定工件的加工顺序,而且还包括确定机器加工每个工件的开始时间和完工时间。
可以说解决好排序问题是顺利完成生产作业计划的保障。
二、排序问题的表示方法通常我们用4个参数来表示不同的排序问题,4个参数表示法为:n/m/p/Fmax其中,n为零部件数,m为设备(或机器数),p表示流水作业排列排序问题,Fmax则表示目标函数,通常是使其值最小。
流水作业排序问题的基本特征是每个零部件的加工路线都一致,并且每个零部件在每台设备上的加工顺序都相同。
我们所说的加工路线一致,是指零部件的流向一致,并不要求每个零部件必须经过加工路线上每台设备加工。
如果某些零部件不经过某些设备加工,则设相应的加工时间为零。
上述公式是一个递推公式,在熟悉这个计算公式之后,可以直接在矩阵上计算完工时间.某车间生产的产品符合4/3/p/Fmax问题,其加工时间如下表所示:如果车间按照S=(1,2,3,4)的顺序组织生产,按照上述公式递推,将每个零部件的完工时间标在其加工时间的右上角.对于第一行第一列,只需要把加工时间的数值作为完工时间标在加工时间的右上角。
对于第一行的其它元素,只需从左到右依次将前一列右上角的数字加上本列的加工时间,将结果填在计算列加工时间的右上角。
对于第二行到第m行,第一列的算法相同。
只要把上一行右上角的数字和本行的时间相加,将结果填在本行加工时间的右上角;从第2列到第n列,则要从本行前一列右上角和本列上一行右上角数字中取大者,再和本列加工时间相加,将结果填在本列加工时间的右上角.这样最后一行的最后一列右上角的数字即为Fmax。
作业排序是什么意思?作业排序的优先规则?1)作业排序的概念作业排序(Sequencing)是指为每台设备、每位员工详细确定每天的工作任务和工作挨次的过程。
也就是说,作业排序要解决不同工件在同一设备上的加工挨次问题、不同工件在整个生产过程中的加工挨次问题,以及设备和员工等资源的安排问题。
作业排序与作业方案(Scheduling)是有区分的。
一般来说,作业排序只是确定工件在机器设备上的加工挨次,而作业方案则不仅要确定工件的加工挨次,还要确定机器设备加工每个工件的开头时间和完成时间。
因此,在实际生产中,指导工人的生产活动的是作业方案。
但由于作业方案的主要问题在于确定工件在各工作地的加工挨次,一般状况下,作业方案都是以最早可能开工时间和完工时间来编制的,因此,一旦工件的作业排序确定之后,作业方案自然也就确定了。
所以,在大多数生产与运营管理教科书中,一般对“排序”和“作业方案”是不加以严格区分的。
作业排序需要解决“设备”与“工作”之间的关系,归纳起来,也就是“服务者”与“服务对象”之间的关系。
作业排序对于提高整个加工过程或服务过程的效率,缩短工件或客户的等待时间是至关重要的。
不同的作业排序,可能会导致差别很大的结果。
生产排程的效益和作用有以下4点:①经由排程可以明确取得各待产料品的用料数量和需求日期,选购部门可以轻松且更经济(可汇合各待产料品的需求量,以大批量来压低选购价格)地支配选购事宜。
②经由排程可以明确取得各待产料品、各制程的开工时间,如需委外产制,将有充裕的时间接洽支配委外产制事宜。
③排程之后可执行生产方案排程和分析产能利用率,了解产能的供需状况,先期发觉产能瓶颈并筹谋对策;另可供应业务接单时交期和价格的明确参考,使公司获得最大收益。
④排程之后可参考生产方案/排程和分析/甘特图(制程)、甘特图(制站)的分析数据预先妥当支配人力需求。
2)作业排序的优先规章(1)作业排序规章在生产过程中经常可能会消失两种状况:工件等待和机器空闲。
五种作业排序规则最短作业时间规则当多项任务(零件)排队等候某个工作中心加工时,哪项任务应当优先安排?这就是作业优先次序安排(简称为作业排序)要解决的问题。
常用的排序规则有:
①先到先服务规则(FCFS排序):即任务的处理顺序是按照其到达工作中心的先后次序依次进行。
②最短作业时间规则(SPT排序):即在所有排队等候某个工作中心加工的任务中,选择作业时间(准备时间十加工时间)最短的那一件最先加工。
③超限最短加工时间规则:即事先设定一个排队等候时间限度,对于等候时间超过此时间限度的任务,优先安排其中作业时间最短的任务。
如果没有哪项任务的排队等候时间超限,则按最短作业时间规则排序。
④最早到期规则:即在所有排队等候某个工作中心加工的任务中,按照计划交货期从早到晚的顺序,最先安排计划交货期最早的任务,而不管该项任务何时到达该工作中心。
⑤最短松弛时间规则:所谓松弛时间,等于某项任务距离计划交货期的剩余时间与该项任务的作业时间之差。
而最短松弛时间规则,
是将最高优先级分派给具有最短松弛时间的任务,而不管其计划交货期的早晚。
作业排序的要求作业排序是指在完成多个作业时,合理安排作业的顺序和时间分配,以提高工作效率和质量。
下面将从以下几个方面介绍作业排序的要求。
一、根据紧急程度排序在进行作业排序时,首先需要根据作业的紧急程度来确定其优先级。
紧急的作业需要优先处理,以避免延误或影响其他工作的进行。
例如,如果有一个重要的报告需要在明天上午之前完成,而另一个作业只是一个日常任务,那么应当优先完成重要的报告。
二、根据重要程度排序除了紧急程度外,作业的重要程度也是作业排序的重要考虑因素。
重要的作业可能对项目的整体进展和结果产生较大的影响,因此应优先处理。
例如,如果有一个关键的客户提出了一个紧急请求,而另一个作业只是一个例行性的任务,那么应当优先处理关键客户的请求。
三、根据工作量排序作业的工作量也是作业排序的一个关键指标。
通常情况下,工作量较小的作业可以更快地完成,因此可以优先处理。
例如,如果有一个简单的数据分析任务和一个复杂的软件开发任务,那么可以先完成数据分析任务,以提高整体工作效率。
四、根据依赖关系排序在进行作业排序时,还需要考虑作业之间的依赖关系。
如果一个作业依赖于另一个作业的结果,那么应当先完成被依赖的作业,再进行下一个作业。
例如,如果一个作业需要另一个作业的输入数据才能开始,那么应当先完成提供输入数据的作业,再开始下一个作业。
五、根据时间限制排序有些作业可能有严格的时间限制,需要在规定的时间内完成。
在进行作业排序时,应当优先处理这些有时间限制的作业,以确保按时完成。
例如,如果有一个会议的演讲稿需要在下午2点之前提交,那么应当优先处理演讲稿的撰写和整理工作。
六、根据资源可用性排序作业排序还需要考虑资源的可用性。
如果某个作业需要特定的资源或设备才能完成,那么应当优先处理其他不需要这些资源或设备的作业。
例如,如果一个作业需要使用一台特定的机器进行测试,而这台机器正在被其他人使用,那么可以先处理其他不需要使用这台机器的作业。
作业排序是一项重要的工作管理技巧,可以帮助我们合理安排作业的顺序和时间分配,提高工作效率和质量。
生产作业排序的问题引言在制造业或生产行业中,作业排序是一项重要的管理任务。
作业排序的目的是合理、高效地安排生产作业,确保生产线的顺畅运行和最大化生产效率。
然而,由于生产作业的多样性和复杂性,作业排序的问题变得相当困难。
本文将探讨生产作业排序问题的背景、相关算法和解决方案。
背景生产作业排序是指将待处理的生产作业按特定的规则进行排列,以最小化生产周期、最大化生产效率。
当涉及到多个生产作业时,这个问题变得尤为复杂。
常见的作业排序问题包括单机调度问题、流水线调度问题和工序调度问题。
单机调度问题单机调度问题是指在单一设备或机器上安排多个作业的问题。
其目标是使得每个作业的完成时间最小化或工期最短。
常用的调度算法包括最早截止时间优先(EDD)算法、最短处理时间优先(SPT)算法和最长处理时间优先(LPT)算法。
流水线调度问题流水线调度问题是指在多个设备或工序之间安排多个作业的问题。
其目标是使得整个生产线的生产效率最大化。
常见的流水线调度问题包括多品种无等待流水线调度问题和有限缓冲流水线调度问题。
解决这些问题的方法包括最早完成时间优先(EFT)算法、最短工序时间优先(SOT)算法和最大可完工期(MTWR)算法。
工序调度问题工序调度问题是指在多个工序上安排多个作业的问题。
其目标是使得整个生产过程的吞吐量最大化。
常见的工序调度问题包括并行机调度问题和流水车间调度问题。
解决这些问题的方法包括遗传算法、模拟退火算法和禁忌搜索算法。
算法与解决方案为了解决生产作业排序问题,研究者们提出了多种算法和解决方案。
以下是一些常用的算法和解决方案:1.基于优先级规则的算法:根据作业的特定属性(如截止时间、处理时间等)确定作业的优先级。
常用的优先级规则有最早截止时间优先(EDD)规则、最短处理时间优先(SPT)规则和最长处理时间优先(LPT)规则。
2.遗传算法:模拟生物遗传过程,通过交叉、变异等操作产生新的解,并根据解的适应度进行选择。
规律排序作业布置方案
方案1:按照数字大小进行排序
在布置规律排序作业时,可以要求学生按照数字的大小进行排序。
首先,给学生准备一系列数字,可以是整数或小数,数量可根据实际情况决定。
然后,要求学生将这些数字按照从小到大或从大到小的顺序进行排列。
为了避免标题相同的文字,可以不在文中明确出“数字排序”这个标题,而是通过提示的方式引导学生进行排序。
例如,在作业说明中可以用以下话语来引导学生:“请将下列数字按照从小到大(或从大到小)的顺序
进行排序。
”
方案2:按照字母顺序进行排序
如果布置的规律排序作业涉及到字母或单词的排序,可以要求学生按照字母的顺序进行排序。
给学生一些字母或单词,要求他们将这些字母或单词按照字母表的顺序进行排列。
同样地,为了避免标题相同的文字,可以使用提示的方式来引导学生进行排序。
例如,在作业说明中可以用以下话语来引导学生:“请将下列字母(或单词)按照字母表的顺序进行排序。
”
方案3:按照图片特征进行排序
除了数字和字母排序,还可以布置涉及到图片的规律排序作业。
可以给学生一系列图片,要求他们按照图片的特征进行排序。
例如,给学生准备一些动物的图片,让他们按照动物的大小、颜色、种类等特征进行排序。
同样地,在作业说明中可以用以
下话语来引导学生:“请根据图片的特征对下列动物进行排序。
”
通过以上方案,可以在布置规律排序作业时避免重复的标题,同时引导学生根据不同的规律进行排序。
这样既能锻炼学生的排序能力,又能培养他们的观察和分析能力。