空燃比反馈控制系统(O2S)资料
- 格式:pdf
- 大小:2.20 MB
- 文档页数:18
简述空燃比反馈控制的条件空燃比反馈控制是指通过对发动机进气量、进气温度、进气压力、进气湿度、点火提前角等参数的实时监测和控制,使空气与燃油的比例保持在最佳范围内,从而提高发动机的效率和环保性。
进行空燃比反馈控制需要满足以下条件。
第一步,需要有可靠的空燃比检测技术。
目前,常见的空燃比检测技术有广谱氧传感器、氧离子传感器和宽带氧传感器等。
这些传感器可以测量排气中氧气的含量,并根据氧气含量的变化判断出当前的空燃比情况。
第二步,需要有可靠的空燃比控制技术。
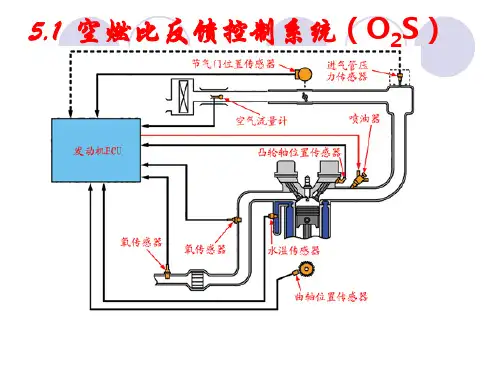
空燃比控制系统通常由电脑、传感器、执行器等组成。
电脑负责监测空燃比传感器的反馈信号,并根据反馈信号调整发动机的进气量、进气温度、进气压力等参数,从而控制空燃比在最优化范围内。
执行器则负责执行电脑发出的指令,调整发动机的进气量、进气温度、进气压力等参数。
第三步,需要有适当的控制策略。
空燃比控制系统的控制策略包括基于负载的控制策略和基于速度的控制策略。
基于负载的控制策略是根据发动机负载的大小来控制空燃比的,适用于发动机负载较为稳定的情况,例如在匀速行驶时。
基于速度的控制策略则是根据发动机转速来控制空燃比的,适用于需要频繁变速的情况,例如加速、减速等。
第四步,需要有足够的计算能力和数据储存空间。
空燃比反馈控制系统需要进行实时监测和控制,涉及大量的数据计算和存储,因此需要有足够的计算能力和数据储存空间来支持系统的正常运行。
综上所述,空燃比反馈控制需要满足可靠的空燃比检测技术、可靠的空燃比控制技术、适当的控制策略以及足够的计算能力和数据储存空间等条件。
只有在这些条件的支持下,才能实现对发动机空燃比的实时监测和调整,从而提高发动机的效率和环保性。
空燃比控制器汽车燃料及尾气控制技术在工业窑炉首次完美应用本文及本账号下所有文章皆为原创,技术交流请联系,商业利用请绕行工业窑炉使用过程中,气氛是最关键的工艺参数之一。
窑炉气氛决定了制品质量和能耗水平,甚至影响窑炉的安全运行;炉膛气氛和烟气气氛更决定了窑炉内排放的有机污染物能否充分燃烧达标排放。
长久以来,频繁波动的气氛及烟气条件需要频繁调整空燃比,窑炉用户伤透脑筋!《空燃比智能控制系统》是技术人员总结了20多年的窑炉制造调试及使用经验的基础上由整个团队自主研发的结晶。
由检测系统,智能控制系统,执行系统三大功能部分组成,整个系统独立于窑炉的原控制系统并且不对原控制系统构成任何影响,是在窑炉主体控制系统以外对空燃比的进一步优化。
产品集成了团队多年窑炉设计调试与多个行业产品的窑炉使用和烧结技术开发经验。
系统选用的标准硬件均为国际顶级品牌,为客户在苛刻的环境下的稳定运行提供可靠保障!《空燃比智能控制系统》通过采集烟道或炉膛中的气氛信息;由控制系统分析目前是否为最优状况并做出相应判断;最终由PLC发出指令给执行系统完成气氛调节任务;循环采集调节,实现闭环控制。
系统持续进行在线采集并在线判断调节最终实现气氛稳定平衡在实现产品质量、环保排放和能源消耗等方面最优的水平!《空燃比智能控制系统》维护方便、反应速度快、测量与控制范围广,广泛应用于电力、冶金、耐材、供暖、建材、电子等行业,分析与控制各种工业窑炉中的烟气,提高燃烧效率,节约能源,减少环境污染。
系统完全独立于现有中控系统运行,不需要对现有系统进行任何调整。
经验表明《空燃比智能控制系统》平均能够给客户带来20%的能源节约和稳定优化的环保排放!《空燃比智能控制系统》,通过调节空燃比来控制炉内气氛和排放烟气气氛,能够为烧结工艺带来以下改善:1,温度更稳定,制品排气速度均匀,改善釉面气泡问题让釉面更加光滑;2,温度更稳定,减缓由于制品放热反应或有机物释放带来的局部高温而造成的内部裂纹、制品变形等问题;3,有效利用制品自身放热反应或有机物释放带来的热量维持炉内温度避免在制品释放足够的热量却由于没有足够的空气燃烧浪费燃料;4,让制品释放的有机污染物在炉内有效燃烧,降低后续环保系统的运行压力,最终改善环保排放;5,在排放端应用则可以保证烟气的含氧量确保最终排放不会由于缺氧而导致污染物未充分燃烧而超标。
技术部分(大西比)总体技术要求1、系统应是完备的空气质量自动监测系统,应具有自动监测系统的先进性和可靠性,用于环境空气污染物的监测。
2、仪器通过国家计量检定(CMC)认证,系统可以采集、存储所监测的空气污染数据并将所有数据传送到中心站现有数据采集平台。
3、数据采集仪和多元气体校准仪一体化高集成度。
4、自动站与中心站之间的数据传输支持PSTN和GPRS两种通讯方式。
5、系统现场网络采用ETERNET网络,系统避采免用模拟数据采集引起的系统误差。
6、采样系统由采样管将空气引入内采样阀板,内采样管由惰性玻璃制成,标气和样气通过相同的采样口进入仪器,保证采样气体和校准气体气路的一致性。
采样系统空气滞留时间<20s。
7、系统内各仪器电子部分采用模块化设计,主要板卡可以互换。
8、多元气体校准仪内的臭氧发生器的流量采用MFC 控制,保证臭氧的精度以准确实现气相滴定(GPT)功能。
9、测量浓度值可以mg/m3、ppb、ppm单位表示。
10、仪器具有自动校准功能,也可通过数据采集仪进行自动校准。
11、系统空压机具有定期排水和远程自动排水功能。
12、单台分析仪可以连接MODEM并将系统数据上传。
13、仪器供电电源:220 VA C±10%,50Hz。
14、手动或自动进行零漂/跨漂校准补偿。
15、LCD图形显示屏,中文界面,菜单结构。
16、仪器具有数据存储功能,并可根据需要设置存储数据时间间隔。
17、可存储运行记录和显示近期校准、报警、出错和断电等信息。
18、可实现远程数据和状态显示,远程进行仪器设置,软件可在线升级。
19、模块化的设计,抗干扰性强,散热性好,维护和更换部件方便。
20、提供包括RS232串口输出、以太网输出、模拟电压信号等多种输出模式并且模拟电压信号可根据需要调节。
21.悬浮颗粒物分析仪采用已知密度的校准膜,在每一测量周期内自动完成仪器的校准,无零漂。
1、分析单元PM2.5分析仪臭氧分析仪2、气象系统3、采样系统4、校准及数据采集单元5、中心站1、中心站软件能够对采集的数据汇总生成小时、日、周、月、季、年报表及相应图表。

浅析燃气发动机的空燃比控制摘要:燃气发动机控制系统属于发动机控制的一个细分领域,这种控制系统和汽油机的控制系统有较多的相似之处,但由于燃料压力、成份和供气时的物理状态不同又使得燃气发动机控制存在较多的独特之处。
特别是燃气发动机的空燃比控制,由于燃料的供应由液态变成了气态,同时压力波动、气源成份变化,都与燃油发动机的控制有比较大的差异。
采用天然气发动机替代原先的燃油发动机,对我国能源结构调整战略是一个重要支撑,同时,燃气汽车作为一种清洁能源汽车,污染物排放可以明显低于燃油汽车,开发性能优异的燃气发动机空燃比控制系统,对燃气汽车推广和节能减排具有重要意义。
关键词:然气;发动机;空燃比发动机研究的目的就是在保证发动机动力性和经济性的同时,尽量降低发动机的有害排放物,以满足日益严格的排放法规的要求。
而发动机的动力性、经济性和排放性能均与其瞬态空燃比密切相关。
对天然气发动机空燃比控制系统的研究与开发,在保证发动机有效动力的同时可进一步提高燃料利用效率和发动机排放水平,具有较大的科研价值和应用价值。
由于天然气发动机具有复杂的非线性和时变性,所以对其空燃比控制系统具有较高的控制要求。
因此,空燃比控制方法的确定和实现发动机的关键技术。
在燃气发动机空燃比控制系统中,数据采集系统是中心环节,也是最基础的部分,其采集量的实时性、精度与准度对发动机的运行及控制起着决定性的作用。
一、天然气发动机分类1、单燃料发动机。
只使用天然气作为燃料,根据天然气的燃料特性对发动机进行重新设计制造,优化发动机结构参数和控制参数,已达到较好的动力性、经济学和排放性能。
2、两用燃料发动机。
使用天然气或汽油作为燃料,应用在点燃式发动机上。
在保留原汽油机的供油系统和点火系统的基础上,新增一套天然气供给系统和油气转换装置。
天然气供给方式分为赶外供气和紅内供气。
3、双燃料发动机。
同时使用天然气和柴油两种燃料,应用在压燃式发动机上。
在原柴油机基础上增加一套天然气供气和气量控制系统,喷油泵控制柴油量。