金陵石化水煤浆制氢工艺技术介绍
- 格式:pdf
- 大小:804.89 KB
- 文档页数:13
导读:1、煤为原料制取氢气方法:焦化、气化;2、传统煤制氢技术和煤气化制氢工艺;3、煤气化制氢原理与工艺流程。
我国是世界上开发利用煤炭最早的国家。
2000多年前的地理名著《山海经》(现代多数学者认为《山海经》成书非一时,作者亦非人。
大约是从战国初年到汉代初年楚和巴蜀地方的人所作,到西汉刘歆校书时才合编在一起)中称煤为“石涅”,并记载了几处“石涅”产地,经考证都是现今煤田的所在地。
例如书中所指“女床之山”,在华阴西六百里,相当于现今渭北煤田麟游、永寿一带;“女儿之山”,在今四川双流和什邡煤田分布区域内;书中还指出“风雨之山”。
显然,我国发现和开始用煤的时代还远早于此。
在汉些史料中,有现今河南六河沟、登封、洛阳等地采煤的记载煤不仅用作柴烧,而目成了煮盐、炼铁的燃料。
现河南巩县还能见到当时用煤饼炼铁的遗迹。
汉朝以后,称煤为“石墨”或“石炭”。
可见我国劳动人民有悠久的用煤历史。
煤制氢技术发展已经有200年历史,在中国也有近100年历史。
我国是煤炭资源十分丰富的国家,目前,煤在能源结构中的比例高达70%左右,专家预计,即使到2050年,我国能源结构中,煤仍然会占到50%。
如此大量的煤炭使用将放出大量的温室气体CO2。
现在我国已经是世界CO2排放第一大国,受到巨大的国际压力。
洁净煤技术将是我国大力推行的清洁使用煤炭的技术。
在多种洁净煤技术中煤制氢,可以简称为CTG( Coal to gas),将是我国最重要的洁净煤技术,是清洁使用煤炭的重要途径。
■煤为原料制取氢气方法:焦化、气化以煤为原料制取氢气的方法主要有两种:一是煤的焦化(或称高温干馏),二是煤的气化。
焦化是指煤在隔绝空气条件下,在900-1000℃制取焦炭,副产品为焦炉煤气。
焦炉煤气组成中含氢气55%-60%(体积分数)、甲烷23%~27%、一氧化碳6%~8%等。
每吨煤可得煤气300~350m3,可作为城市煤气,亦是制取氢气的原料。
煤的气化是指煤在高温常压或加压下,与气化剂反应转化成气体产物。
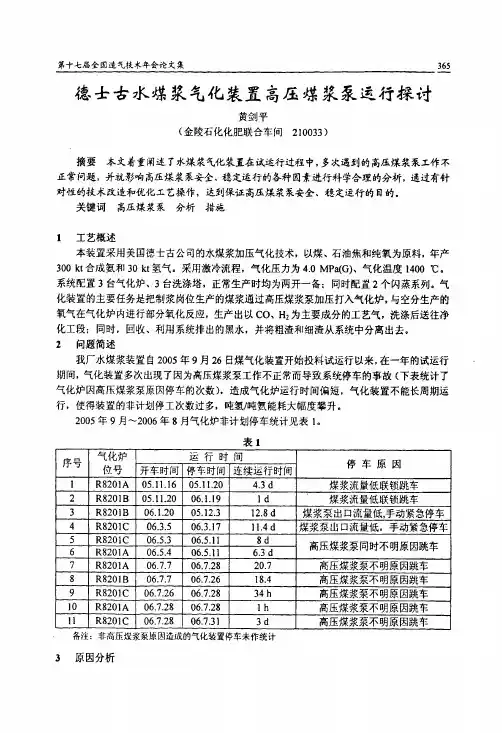
德士古水煤浆气化装置高压煤浆泵运行探讨
作者:黄剑平
作者单位:金陵石化化肥联合车间 210033
本文读者也读过(10条)
1.黄剑平.Huang Jianping德士古水煤浆气化装置高压煤浆泵运行探讨[期刊论文]-化肥工业2010,37(1)
2.王建军.郭良军.Wang Jianjun.Guo Liangjun高压煤浆泵隔膜破裂的原因分析及维修改造[期刊论文]-化肥工业2006,33(4)
3.宋国庆.梁绪囷柱塞隔膜煤浆泵几类典型问题的分析[期刊论文]-化工设备与防腐蚀2004,7(2)
4.孔娟.Kong Juan减少晃电对高压煤浆泵影响的措施[期刊论文]-化肥工业2009,36(1)
5.林永池.LIN Yong-chi高温高压离心式煤浆泵的设计方案[期刊论文]-流体机械2005,33(11)
6.王勋涛.Wang Xuntao两种高压煤浆泵的比较[期刊论文]-化肥工业2006,33(5)
7.谭成敏.吕传磊.孙星辉.秦瑞丽低压煤浆泵技改小结[期刊论文]-中氮肥2006(3)
8.房晓平.孔娟.刘红日新型水煤浆加压汽化技术中高压煤浆泵抗晃电技术改造[期刊论文]-电气应用2009,28(18)
9.房晓平.孔娟.刘红日.Fang Xiaoping.Kong Juan.Liu Hongri高压煤浆泵抗晃电技术改造[期刊论文]-石油化工自动化2008,44(6)
10.张功良.宋国庆高压煤浆泵轴承故障检修[期刊论文]-化工设备与防腐蚀2003,6(4)
本文链接:/Conference_7123192.aspx。
煤制氢气化炉—洗涤塔开工线的使用与维护曹志普【摘要】中国石化九江分公司通过对化肥装置进行产业结构调整,引进GE水煤浆气化技术,并对其进行技术改进,引进了气化炉与洗涤塔之间的黑水管线(简称开工线),从而设计了制氢能力105 000m3/h煤制氢装置,阐述了开工线在气化炉的开车、停车、气化炉连投事故状态下的使用以及日常维护.【期刊名称】《煤炭加工与综合利用》【年(卷),期】2016(000)002【总页数】4页(P53-56)【关键词】煤制氢;气化炉;开工线;技术改进【作者】曹志普【作者单位】中国石化股份有限公司九江分公司,江西九江332004【正文语种】中文【中图分类】TQ545目前,我国炼油厂的制氢装置主要采用干气和轻油制氢,其生产成本较高,若以煤炭为原料来制取氢气,则可大大降低生产成本[1]。
中国石化金陵分公司已经成功组建了水煤浆气化技术的制氢装置。
现在的煤制氢主要采用煤的气化,即煤在高温、常压或加压下,与气化剂(一般是氧气和水蒸气)反应,转换为气体产物(主要含有CO、H2、CO2、CH4和H2S 等组分),然后经过变换、低温甲醇洗和甲烷化,将CO变换,经分离和提纯等一系列工艺,得到高纯度的产品H2。
主要反应方程式如下[2]:(1)水蒸气转化反应,C+H2O——CO+H2;(2)水煤浆变换反应,CO+H2O——CO2+H2;(3)完全氧化反应,C+O2=CO2;(4)部分氧化反应,C+O2——CO;(5)甲烷化反应,CO+2H2——CH4;(6)Boudouard反应,C+ CO2=2CO。
按照整体的规划和布局,中国石化股份有限公司九江分公司“油改煤”的方案是对原设计以渣油为原料路线的化肥装置的产业结构化改造,将原装置改造为煤制氢装置,为加氢裂化、柴油加氢和渣油加氢等炼化装置提供高纯度氢气,从而满足汽油、柴油产品质量升级的需求,保障地区成品油市场稳定和安全供应。
九江石化引进了GE水煤浆技术,建成三套气化炉装置(两开一备),装置制氢能力为105 000m3/h[3]。
煤制氢脱硫工序原理与流程1.1.1脱硫工序由煤气鼓风机来的煤气依次进入一、二级脱硫塔,与栲胶脱硫贫液逆流接触脱除H2S,脱硫塔出来的半水煤气中H2S含量≤70mg/Nm3,送至压缩工序。
吸收硫化氢后的脱硫富液从脱硫塔底部出来进入富液槽, 由泵送至再生槽喷射器,经喷射器自吸空气进入再生槽内氧化再生,浮选出来的硫泡沫自流入硫泡沫中间槽,由硫泡沫泵送至硫泡沫贮槽,用泵送入连续熔硫釜加热熔融后制得副产品硫磺。
从再生槽分离出来的贫液自流入贫液槽,由脱硫泵将贫液送至脱硫塔循环使用。
1.1.2压缩由一次脱硫工段来的煤气,经气水分离器进入半水煤气低压机一级压缩,气体经加压后进入一级冷却分离器,冷却分离后进入二级压缩,然后经二级冷却分离,然后进入三级压缩,加压至2.2Mpa,冷却分离后送变换工段、变脱工段、脱碳工段。
由脱碳工段返回的气体进四级压缩,经过冷却、水分离温度为40 ,压力为2.8Mpa,送至用户。
1.1.3变换1.1.3.1变换工艺的选择全低温变换技术与中低低变换技术相比,具有比较大的优势。
由于中变催化剂对于进口原料的水汽比值有比较严格的限制,(最低水汽比(0.4左右),汽耗高不可避免。
而全低温变利用宽温耐硫变换催化剂,它没有加入蒸汽的下限,特别是在要求变换率相对较低的情况下,全低温变换节约蒸汽的效果非常明显,且技术成熟可靠。
因此,项目选择全低温变换工艺。
变换主要反应式:CO+H2O=CO2+H2变换催化剂为钴钼系,钴钼系催化剂具有有机硫加氢转化功能,可以有效降低有机硫含量,转化率可高达95%,转化反应如下:COS+H2O=H2S+CO2CS+H2O=H2S+CO21.1.3.2工艺流程简述压缩工序三段来的煤气,温度约40 ,压力2.2MPa,经焦碳过滤器过滤出油污后,再经主热交换器和中间热交换器升温至约220 进入预变换炉的除氧段和反应段后,温度约350-370 出预变换炉气体经废热锅炉,温度调节到210 进入第一变换炉上段,出口经中间热交换器、淬冷过滤器,温度调节到210 进入第一变换炉下段,出第一变换炉下段经淬冷过滤器降温到210 进入第二变换炉,出口C O<1.5%经过主热交换器、热水加热器、软水预热器、溴化锂热量回收器、软水预热器、水冷器温度降至40 后进入变脱工序。
第9讲水煤浆加压气化工艺技术水煤浆气流床气化是指煤或石油焦等固体碳氢化合物以水煤浆或水炭浆的形式与气化剂一起通过喷嘴,气化剂高速喷出与料浆并流混合雾化,在气化炉内进行火焰型非催化部分氧化反应的工业过程。
具有代表性的工艺技术有美国德士古发展公司开发的水煤浆加压气化技术、道化学公司开发的两段式水煤浆气化技术、中国自主开发的多喷嘴煤浆气化技术,它们当中以德士古发展公司水煤浆加压气化技术开发最早、在世界范围内的工业化应用最为广泛,本课也将重点介绍。
一、水煤浆加压气化过程原理及特点水煤浆气化反应时一个很复杂的物理和化学反应过程,水煤浆和氧气喷入气化炉后瞬间经历煤浆升温及水分蒸发、煤热解挥发、残炭气化和气体间的化学反应等过程,最终生成以CO、H2为主要组分的粗煤气(或称合成气、工艺气)。
灰渣采用液态排渣。
1、水煤浆气化制粗煤气技术的优点。
❶可用于气化的原料范围比较宽。
几乎从褐煤到无烟煤的大部分煤种都可采用该项技术,还可气化石油焦。
煤液化残渣。
半焦、沥青等原料,之后又开发了气化可燃垃圾、可燃废料的技术。
❷水煤浆进料与干粉进料比较,具有安全并容易控制的特点。
❸工艺技术成熟、流程简单,过程控制安全可靠。
❹操作弹性大,气化过程碳转化率比较高。
❺粗煤气质量好,用途广。
❻可供选择的气化压力范围宽。
❼单台气化炉的投煤量选择范围大。
❽气化过程污染少,环保性能好。
2、水煤浆气化技术的缺点。
❶炉内耐火砖冲刷侵蚀严重,选用的高铬耐火砖寿命为1~2年,更换耐火砖费用大,增加了生产运行成本。
❷喷嘴使用周期短,一般使用60~90天就需要更换或修复,停炉更换喷嘴对生产运行高负荷运行有影响,一般需要有备用炉,增加了建设成本。
❸考虑到喷嘴的雾化性能及气化反应过程对炉砖的损害,气化炉不适宜长时间在低负荷下运行,经济负荷应在70%以上。
❹水煤浆含水量太高,使冷媒气效率和煤气中的有效气体成分(CO+H2)偏低,氧耗、煤耗均比干法气流床气化高一些。
德士古煤气化技术发展概况及简介Texaco水煤浆加压气化工艺简称TCGP ,是由美国德士古石油公司开发的。
第一套处理15 t/d煤的中试装置于1948年在美国洛杉矶附近的MONTEBELLO建成。
1958年在美国圣弗吉里MONGANTOWN建立了处理100 t/ d煤的原形炉,操作压力2.8MPa,气化剂为空气,生产的合成气用于合成氨,1979年在联邦德国完成工业操作试验。
Texaco提出了水煤浆的概念,水煤浆采用柱塞隔膜泵输送,克服了煤粉输送困难及不安全的缺点,经过研究机构的逐步完善,已于20世纪80年代投入工业化生产,成为具有代表性的第二代煤气化技术。
中国从20世纪90年代初开始大量引进该技术。
如山东鲁南化肥厂、上海焦化厂、陕西渭河化肥厂、淮化集团有限公司等均采用该流程。
GE德士古(Texaco)水煤浆加压气化技术,属气流床加压气化技术,原料煤经磨制成水煤浆后泵送进气化炉顶部单烧嘴下行制气,原料煤运输、制浆、泵送入炉系统比干粉煤加压气化要简单。
单炉生产能力大,目前国际上最大的气化炉日投煤量为2000t,国内已投产的气化炉能力最大为1000t/d。
设计中的气化炉能力最大为1600t/d。
对原料煤适应性较广,气煤、烟煤、次烟煤、无烟煤、高硫煤及低灰熔点的劣质煤、石油焦等均能用作气化原料。
但要求原料煤含灰量较低、还原性气氛下的灰熔点低于1300C,灰渣粘温特性好。
气化压力从2.5、4.0、6.5到8.5MPa皆有工业性生产装置在稳定长周期运行,装置建成投产后即可正常稳定生产。
气化系统的热利用有两种形式,一种是废热锅炉型,可回收煤气中的显热副产高压蒸汽,适用于联合循环发电;另一种是水激冷型,制得的合成气的水气比高达1.4,适用于制氢、制合成氨、制甲醇等化工产品。
气化系统不需要外供过热蒸汽及输送气化用原料煤的N2或CO2。
气化系统总热效率高达94-96%。
气化炉结构简单,为耐火砖衬里。
气化炉内无转动装置或复杂的膜式水冷壁内件,所以制造方便、造价低,在开停车和正常生产时无需连续燃烧一部分液化气或燃料气(合成气),煤气除尘比较简单。
水煤浆气化及变换操作知识问答1 煤气化的基本概念是什么?答:煤的气化是使煤与气化剂作用,进行各种化学反应,把煤转变为燃料用煤气或合成用煤气。
2 煤气化必备的条件是什么?答:煤炭气化时,必须具备三个条件,即气化炉、气化剂、供给热量,三者缺一不可。
3 简述煤气化工艺的分类。
答:煤气化工艺按照操作压力分为常压气化和加压气化;;1)按照操作过程的连续性分为间歇式气化和连续气化;;2)按照排渣方式分为液态排渣和固态排渣;;3)按照固体原料(煤)反应物料在炉内的运动过程状态分为固定床、流化床、气流床和熔融床(熔渣池)。
4 气流床煤气化工艺按照气化炉的进料状态都有哪些分类?其代表技术有哪些?答:气流床煤气化工艺按照气化炉的进料状态分为干法粉煤进料和湿法水煤浆进料。
国外技术:干法粉煤进料的代表技术为荷兰壳牌干煤粉气化工艺(SHELL Process),德国未来能源公司的GSP气化技术;湿法水煤浆进料的代表技术为美国GE公司的水煤浆气化工艺(GEGP)。
另外,德国未来能源公司的GSP气化技术,能够以干煤粉和水煤浆两种进料方式进料。
国内技术:湿法水煤浆进料的技术有西北化工研究院的多元料浆技术和华东理工大学的四喷嘴对置气化技术,干法煤粉进料的技术为西安热工研究院的两段式气化技术。
5 气流床气化技术有哪些特点?答:气流床气化技术的主要特点:(1)采用干粉形式或水煤浆形式进料;;(2)加压、高温气化;;(3)液态排渣;;(4)气化强度大;;(5)气化过程中不产生有机污染物,具有良好的环保效应。
6 试简要叙述煤气化技术发展的趋势。
答:随着技术的不断进步,煤气化技术由常压固定床向加压气流床气化技术发展的同时,气化炉能力也向大型化发展,反应温度也向高的温度(1500~~1600℃)发展,固态排渣向液态排渣发展,这主要是为了提高气化效率,碳转化率和气化炉能力,实现装置的大型化和能量高效回收利用,降低合成气的压缩能耗或实现等压合成,降低生产成本,同时消除或减少对环境的污染。
工业水煤浆详解水煤浆定义水煤浆是一种新型、高效、清洁的煤基液态燃料。
(Coal Water Fuel,简称CWF)由65%-70%煤粉与30-34%水和1%的添加剂混合而成。
它外观像油,既具有煤的燃烧特性,又具有油的流动物理特性,2T水煤浆约等于1T的石油热值。
CWF具有燃烧效率高、污染排放低的优点,是洁净煤技术的重要组成部分。
水煤浆特点>>>>节能作用热效率83%以上,对比燃煤提高15%(一般燃煤锅炉是65%)。
>>>>环保效果国家环保总局A类推广技术;综合排放指标优于重油锅炉与燃煤锅炉。
工作环境清洁无气味。
>>>>减排指标98%燃料燃尽率。
对比燃煤锅炉直接减少60-70%的各种粉尘、硫化物与环境污染,对比燃油锅炉减少70-80%硫化物排放与氮氧化物废气量。
水煤浆锅炉SO2排放约为50mg/Nm3,国标为900 mg/Nm3。
>>>>循环降污煤基的水煤浆燃料可以兼容多种污水废水,直接在锅炉中燃烧处理,变废为宝,减少外排。
>>>>经济运行类似燃油锅炉运行管理,但成本是燃油的50%-55%;相似燃煤锅炉经济成本,但环保政策成本远低于燃煤,投资性价比为最优。
>>>>土地利用使用水煤浆为燃料,减少了大面积的堆场,提高园区土地利用,减少堆场建设投资。
>>>>安全生产水煤浆取代原有的制煤生产系统,减少了粉尘污染及制煤工序易出现的安全隐患,满足园区安全生产需求。
水煤浆制备工艺制浆是水煤浆技术的核心技术之一,完善的制浆工艺对于提高水煤浆的质量和降低水煤浆成本起着至关重要的作用。
水煤浆的制备工艺可分干法和湿法两大类:干法制备水煤浆>>>>主要工艺图1 干法制备水煤浆典型工艺流程图2 干法制备水煤浆实际工艺流程原煤破碎后进行干燥,干燥水分不大于5%,干燥后进行捏混,以使煤粉与水和分散剂混合均匀,并初步形成有一定流动性的浆体,以便在下一步搅拌工序中进一步混匀调浆。
空气分离技术及其在金陵石化的应用化肥联合车间方紫咪摘要:简要介绍了目前主流的空气分离技术及相关内容,结合金陵石化空分装置,简要说明了空分装置以后的发展方向。
关键词:空气分离,制氧,工艺,金陵石化1 前言氢气是化肥生产的重要原料,也是炼厂加氢裂化和加氢精制装置的主要原料。
目前,金陵石化炼油部分有自己的两台石脑油制氢装置,石脑油是重要的化工原料,寻找成本低廉取代石脑油的制氢原料成为必然,煤气化制氢就是高效的替代工艺。
金陵石化化肥联合车间生产的氢气一部分供化肥装置、一部分供炼油部分,并逐步取代金陵石化炼油部分原有的石脑油制氢装置,以达到资源利用的综合化,增强市场竞争力。
氧气是煤气化制氢的主要原料,氮气是化肥合成氨的主要原料。
氧气和氮气都是空分装置的主要产品。
因此空分装置是水煤浆装置正常开车和运行的必要请提和重要保障。
2 气体分离知识概要2.1 空气分离的方法空气中的主要成分是氧和氮,它们分别以分子状态存在。
分子是保持它原有性质的最小颗粒,直径的数量级在10-8cm,而分子的数目非常多,并且不停地在作无规则运动。
因此,空气中的氧、氮等分子是均匀地相互搀混在一起的,要将它们分离开是较困难的。
目前主要有三种分离方法。
(1)低温法:先将空气通过压缩、膨胀降温。
直至空气液化,再利用氧、氮的气化温度(沸点)不同(在大气压力下,氧的沸点为90K ,氮的沸点为77K).沸点低的氮相对子氧要容易气化这个特性,在精馏塔内让温度较高的蒸气与温度较低的液体不断相互接触,液体中的氮较多地蒸发,气体中的氧较多地冷凝。
使上升蒸气中的含氮童不断提高,下流液体中的含氧量不断增大,以此实现将空气分离。
要将空气液化,需将空气冷却到100K以下的温度,这种制冷叫深度冷冻;而利用沸点差将液空分离的过程叫精馏过程低温法实现空气分离是深冷与精馏的组合,是目前应用最为广泛的空气分离方法。
(2)吸附法:它是让空气通过充填有某种多孔性物质——分于筛的吸附塔,利用分子筛对不同的分子具有选择性吸附的特点,有的分子筛(如5A ,13X等)对氮具有较强的吸附性能,让氧分子通过,因而可得到纯度较高的氧气;有的分子筛(碳分子筛等)对氧具有较强的吸附性能,让氮分子通过,因而可得到纯度较高的氮气。
关于水煤浆气化工艺过程中的特殊调节阀1 概述煤气化是煤炭清洁高效转化的核心技术,是生产甲醇、化肥及发展煤基液体燃料合成、制氢等过程工业的基础。
近年来,德士古、壳牌煤气化在中国广泛应用,尤其是德士古水煤浆加压气化工艺(简称TCGP),是美国德士古石油公司(TEXACO)在重油气化的基础上发展起来的,后经各国生产厂家及研究单位逐步完善,于20世纪80年代投入工业化生产,成为具有代表性的第二代煤气化技术。
气化单元属于典型的化工反应,主要原料为氧气和水煤浆。
主要设备是气化炉,关键仪表的选择,直接决定气化单元的正常生产和安全运行。
气化单元中,所有进口调节阀的投资占了设备费用的20%。
气化单元运行得好坏,调节阀起到了关键的作用。
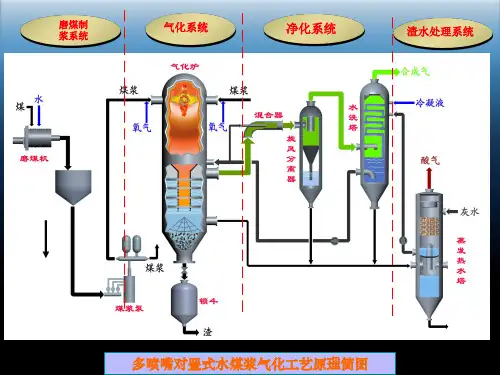
2 工艺流程介绍图1为气化炉结构示意图。
煤、蒸汽在气化炉内进行部分氧化反应,制取原料气,原料气经过激冷、洗涤除去炭黑后送往CO变换工序。
气化过程产生的炭黑水送往炭黑回收工序,灰水大部分回收循环使用,少部分经污水处理工序送往生化池处理后集中排放。
水煤浆气化流程如图2所示。
图1 气化炉结构图2 水煤浆气化流程3 特殊阀门气化单元的主要阀门有:气化炉锁渣阀和黑水阀,氧气阀门,水煤浆切断阀,黑水/灰水阀,气化炉烧嘴冷却水切断阀,锁渣阀和冲洗水阀,气化炉高压氧气管线切断阀,合成气切断阀等,下面对这些阀门逐一进行说明。
3.1 气化炉锁渣阀和冲水阀气化炉锁渣阀和冲水阀布置如图3所示。
图3 锁渣阀和冲水阀布置3.1.1 阀门概况锁渣阀和冲水阀是气化装置最重要的阀门。
每台气化炉有3台锁渣阀:气化炉下部渣口与锁渣罐相连的管道上有2台(上面1台常开,以备下面的锁渣阀故障时使用);锁渣罐排放口1台。
每台气化炉侧面各有1台冲水阀。
锁渣阀和冲水阀参与排渣程序控制,须经受高温、高压和灰渣的直接磨蚀,开关次数频繁,要求在高压差情况下,双向严密密封,对阀门结构和材质要求很高。
为节省能量,还设置黑水循环系统,其工艺条件和锁渣阀基本类似。
中国石化炼化企业—金陵石化公司、金陵分公司一、单位简介南京市区远眺建设中的160万吨/年延迟焦化装置金陵石化公司位于历史文化名城南京市东北郊,北依“黄金水道”长江,拥有万吨级原油、成品油码头,南临京沪铁路和沪宁高速公路,铁路专用线直接连接华东地区最大的铁路编组站尧化门站,与禄口国际机场有快速通道相通,地理位置得天独厚,水陆空交通十分便捷。
金陵石化公司成立于1982年元月,是我国重要的石油化工生产基地之一。
1999年9月,以建立现代企业制度为目标,金陵石化公司改制为中国石化集团金陵石油化工有限责任公司。
2000年2月,根据中国石化集团公司整体重组改制要求,公司划分为上市和非上市两部分,上市部分以炼油、化肥、热电主业组建为中国石化股份有限公司金陵分公司,并于同年10月随中国石化股份有限公司分别在香港、纽约、伦敦三地成功上市;非上市部分仍沿用中国石化集团金陵石油化工有限责任公司的名称。
经过多年的建设与发展,金陵分公司已成为千万吨级的炼油基地,是中国石化的九大进口原油和八大高含硫原油加工基地之一,拥有1350万吨/年原油加工能力和21万吨/年合成氨、36.5万吨/年尿素的生产能力,以及与石化生产相配套的20万千瓦热电机组。
金陵石化有限公司是我国最大的洗涤剂原料和苯酐生产基地,拥有30万吨/年烷基苯、10万吨/年苯酐的生产能力。
2005年末,公司合计资产总额135亿元,完成现价工业总产值397.7亿元,年销售收入454.4亿元,在历年全国及江苏省最大工业企业、行业企业评价排序中一直位居前列。
金陵石化公司网址为:二、企业生产化肥水煤浆制氢装置金陵石化拥有“红叶”、“加佳”、“枫叶”等驰名商标,有30余种产品先后荣获国家、部、省及中国石化优质产品称号,是华东及沿江地区汽油、煤油、柴油、燃料油、石油焦、液态烃、石油苯、尿素、烷基苯、苯酐、增塑剂等产品的主要供应商,产品除满足华东地区外还远销全国各地,并出口韩国、朝鲜、日本、印度、香港、东南亚等国家和地区,是江苏省和石化系统的出口创汇大户。
新型水煤浆气化技术“新型水煤浆气化技术”是基于国家“九五”重点科技攻关课题“新型(多喷嘴对置)水煤浆气化炉中试研究”的基础上,“十五”期间,兖矿集团有限公司、华东理工大学共同承担的国家高技术研究发展计划(863计划)重大课题,于2006年1月完成了多喷嘴对置式水煤浆气化技术的产业化研究,形成的具有我国自主知识产权的新型煤气化技术。
(一)应用领域我国煤炭资源极其丰富,以煤为原料生产油品、烯烃、甲醇、二甲醚等大宗化学品在国内掀起热潮。
其中最为关键和重要的是将煤炭洁净、高效地转化为合成气(CO+H2),即煤的气化技术。
煤气化技术关系着国计民生,关系着我国的能源安全。
我国气化技术多年来一直依赖引进,没有自己的煤气化技术。
本成果开发成功的具有完全自主产权的、国际首创的多喷嘴对置式水煤浆气化技术,在水煤浆气化领域居于国际领先水平,建设的工业示范装置成功实现产业化,使我国第一次拥有了自己的大型化煤气化技术,在我国煤气化史上具有里程碑意义。
这标志着我国已拥有了完全自主知识产权的煤气化技术,完全具备了与国外气化技术竞争的实力,从此告别了长期依赖进口、受制于人的时代。
本成果作为产业化技术,应用于以水煤浆为原料制备合成气和燃料气,是发展煤基化学品(如甲醇、氨、二甲醚等)、煤基液体燃料、先进的IGCC发电、多联产系统、制氢、燃料电池等过程工业的基础,是这些行业的共性技术、关键技术和龙头技术。
本成果属完全自主创新的技术,整套技术均具有知识产权。
创造性包括:多喷嘴对置式气流床气化炉;交叉流式洗涤水分布器;复合床高温合成气冷却洗涤设备;预膜式长寿命高效气化喷嘴;高效、节能型合成气初步净化系统;直接换热式含渣水处理系统;并已获得一系列专利。
(二)技术原理3.1 多喷嘴对置式水煤浆气化关键技术水煤浆气化压力~4.0MPa,温度~1350℃。
在此高温下化学反应速率相对较快,气化过程由~900℃的化学反应控制、~1100℃的化学反应与传递共同控制(900~1100℃为固定床、流化床的通常温度范围)跃升为传递控制,气化过程速率为传递过程控制。