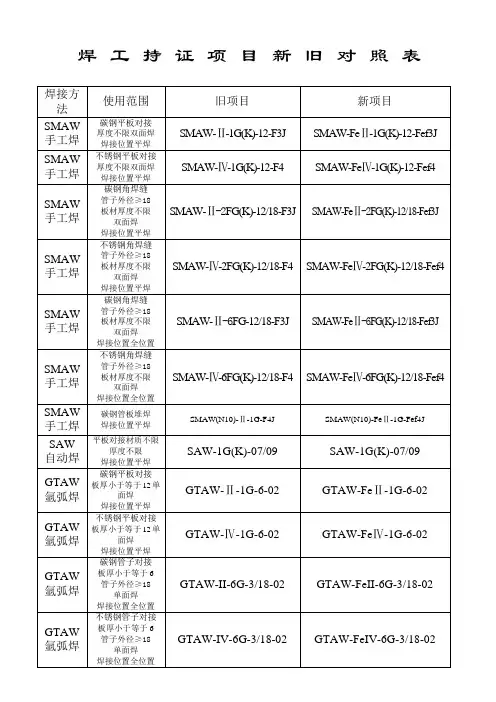
焊工项目新旧对照表
- 格式:doc
- 大小:50.50 KB
- 文档页数:2

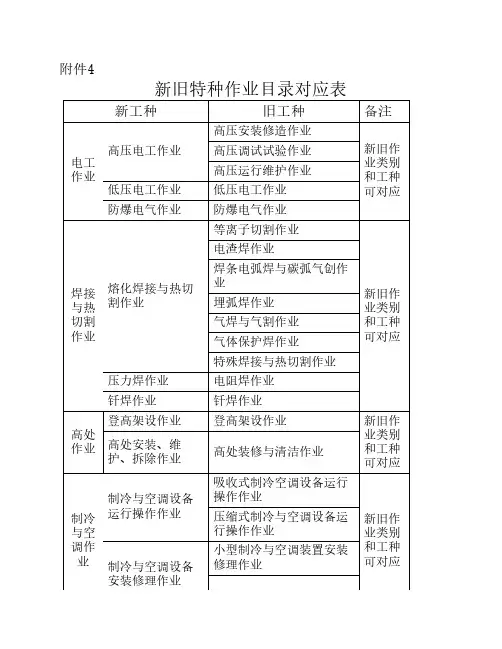
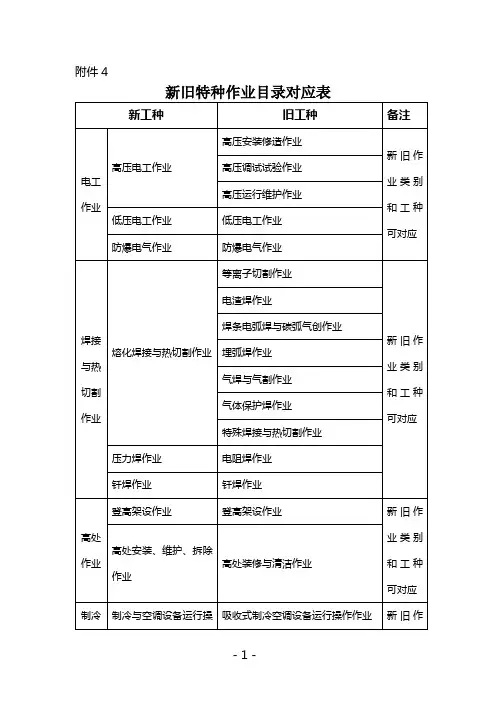
附件4新旧特种作业目录对应表新工种旧工种备注电工作业高压电工作业高压安装修造作业新旧作业类别和工种可对应高压调试试验作业高压运行维护作业低压电工作业低压电工作业防爆电气作业防爆电气作业焊接与热切割作业熔化焊接与热切割作业等离子切割作业新旧作业类别和工种可对应电渣焊作业焊条电弧焊与碳弧气创作业埋弧焊作业气焊与气割作业气体保护焊作业特殊焊接与热切割作业压力焊作业电阻焊作业钎焊作业钎焊作业高处作业登高架设作业登高架设作业新旧作业类别和工种可对应高处安装、维护、拆除作业高处装修与清洁作业制冷与空调作业制冷与空调设备运行操作作业吸收式制冷空调设备运行操作作业新旧作业类别和工种可对应压缩式制冷与空调设备运行操作作业制冷与空调设备安装修理作业小型制冷与空调装置安装修理作业制冷与空调设备安装修理作业金属非金属矿山安全作业金属非金属矿山安全作业金属非金属矿井通风作业矿井通风作业新旧作业类别和工种可对应金属非金属矿井通风作业尾矿作业矿山尾矿坝作业金属非金属矿山尾矿坝作业金属非金属矿山安全检查作业矿山安全检查作业金属非金属矿山提升机操作作业矿山提升运输作业矿山主提升机操作作业井下绞车操作作业金属非金属矿山装载机械设备操作金属非金属矿山支柱作业金属非金属矿山撬帮问顶作业新旧作业类别和工种可对应矿山应急救护作业不作为特种作业管理金属非金属矿山井下电气作业新增工种金属非金属矿山排水作业金属非金属矿山爆破作业石油天然气安全作司钻作业石油天然气井架作业新旧工种可对应石油天然气司钻作业业冶金(有色)生产安全作业煤气作业新增工种危险化学品安全作业光气及光气化工艺作业毒性危险化学品作业毒性危险化学品设备操作作业燃毒危险化学品作业燃毒危险化学品设备操作作业易燃易爆危险化学品作业易燃易爆危险化学品设备操作作业新旧作业类别和工种无法对应,按持证人员现从事的工种进行复审。
氯碱电解工艺作业氯化工艺作业硝化工艺作业合成氨工艺作业裂解(裂化)工艺作业氟化工艺作业加氢工艺作业重氮化工艺作业氧化工艺作业过氧化工艺作业胺基化工艺作业磺化工艺作业聚合工艺作业烷基化工艺作业化工自动化控制仪表作业不作为加油站操作作业特种作业管理烟花爆竹安全作业烟火药制造作业烟花爆竹制作作业新旧工种无法对应,按持证人员现从事的工种进行复审。
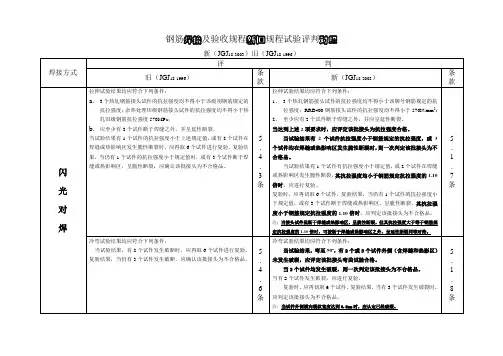
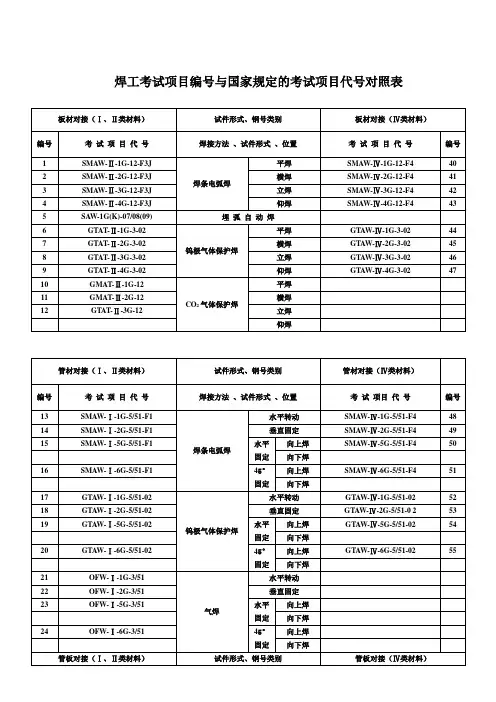
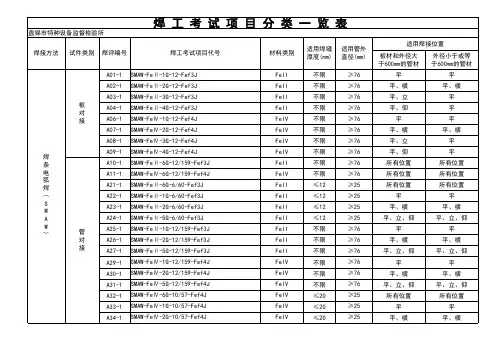
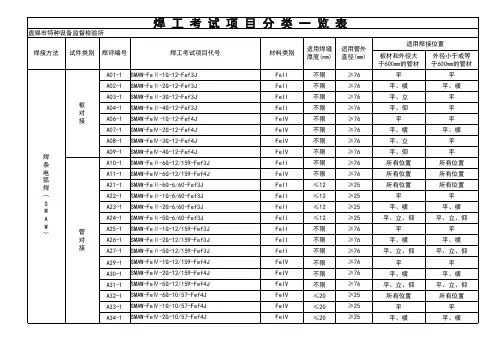
焊工考试项目编号与国家规定的考试项目代号对照表
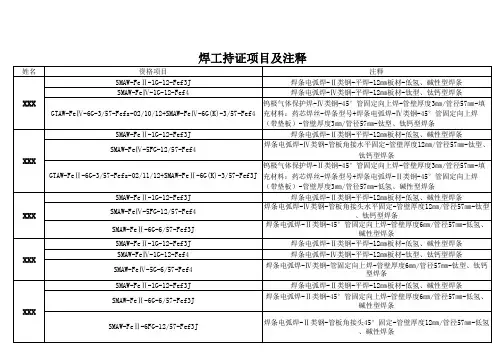
.锅炉压力容器压力管道焊工,须持质检部门发的证,此证原称"锅炉压力容器焊工合格证"现称"特种设备作业人员证",依据办法是国质检锅[2002]109号《锅炉压力容器压力管道焊工考试与管理规则》,合格项目有效期一般为3年;
2.除了上面的证外,焊工还须持“特种作业操作证”,依据办法是国家经济贸易委员会13号令《特种作业人员安全技术培训考核管理办法》,此证一般每2年复审1次,由安监局发证;但现在质检部门也要办类似的证,包括对特种设备承压力焊及结构焊作业在内,证书名也是"特种设备作业人员证",每2年一复审,依据是国家质检总局令第70号《特种设备作业人员监督管理办法》;
3.对于船舶、电力及军工产品焊接的焊工,其焊工证又有其行业部门各自的一套要求办法;
4.老外一般不认上面这些证,如果是执行国外标准的工程项目或设备焊接,焊工要按他的办法考试发证。
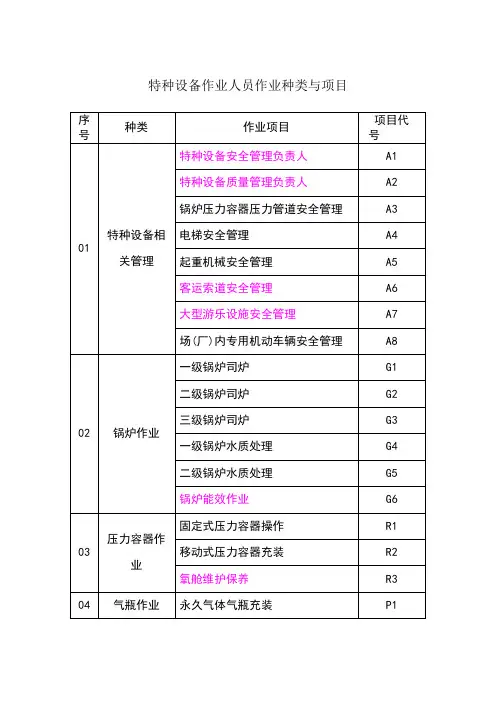
按照《国家质量监督检验检疫总局关于修改<特种设备作业人员监督管理办法>的决定》(质检总局令第140号),国家质检总局修订了《特种设备作业人员作业种类与项目》目录,现予公布,自2011年7月1日起施行。
特此公告。
附件:特种设备作业人员作业种类与项目
二〇一
一年六月三十日
附件:
特种设备作业人员作业种类与项目
注:1. 特种设备焊接作业(金属焊接操作和非金属焊接操作)人员代号按照《特种设备焊接操作人员考核细则》的规定执行。
2.表中A1、A2、A6、A7、G6、R3、D2、D3、S1、S2、S3、S4、Y1、F1、F2
项目和金属焊接操作项目中的长输管道、非金属焊接操作项目的考试机
构由总局指定,其它项目的考试机构由省局指定。
焊工合格项目说明-新焊工合格项目说明表1(通用)焊接方法代号焊接方法代号条电弧焊SMAW 埋弧焊SAW气焊OFW 电渣焊ESW钨极气体保护焊GTAW 等离子焊PAW熔化极气体保护焊GMAW 摩擦焊FRW药芯焊丝气体保护FCAW 螺柱焊SW焊气电立焊EGW表2(ASME)类别代号典型材料碳钢P1 SA-516 70不锈钢P8 304L,316L铝材P21~P25 50,525,183铜P31~P35 C10200镍P41~P49 HC-22,HC-276,HB-3钛P51~P54 GR2锆P61~P62 R60702,R60705 表3(ASME)试板形式位置代号板对接平焊1G横焊2G立焊3G仰焊4G管对接水平转动1G 垂直固定2G 水平固定5G 45度固定6G角接头平焊1F横焊2F立焊3F仰焊4F 管板水平转动2FR 管板水平固定5F螺柱焊平焊1S 横焊2S 仰焊4S表4㈢有下列情况之一的,焊工要重新评定①焊接方法改变表5 材料适用范围(ASME )评定试件母材适用范围P-或S-NO.1至P-或S-NO.11或P-或S-NO.34或P-或S-NO.41至P-或S-NO.49P-或S-NO.1至P-或S-NO.11和P-或S-NO.34和P-和S-NO.41至P-或S-NO.49P-或S-NO.21至P-或S-NO.25 P-或S-NO.21至P-或S-NO.25 P-或S-NO.51至P-或S-NO.53或P-或S-NO.61至P-或S-NO.62 P-或S-NO.51至P-或S-NO.53 和P-或S-NO.61至P-或S-NO.62表6管外径适用范围(ASME )对接试管母材外径 适用范围 最小值 最大值<25D 不限 25≤D <73 25 不限 ≥73 73不限角接试管母材外径 适用范围 最小值 最大值<25 D 不限 25≤D <73 25 不限 ≥7373不限②对于SMAW 、GTAW 、GMAW (含FCAW )、PAW 减去垫板(原评定有垫板的),对于OFW 增加垫板的③ 母材P-NO.改变,除表4允许替代的以外 ④ 管直径超出表5允许的范围 ⑤焊接材料F-NO.改变,除表6 允许替代的以外⑥ 焊缝金属厚度超过表7允许的范围 ⑦ 焊接位置超出表8允许的范围⑧ 对于GTAW 、PAW 加减焊丝(即使用焊丝和不填丝之间的改变)需要重新评定 ⑨ 焊接位置超出表8允许的范围⑩对于SMAW 、GTAW 、GMAW (含FCAW )、PAW 改变立向上为立向下或反之;增加或者减少嵌条,以及减少背部气体保护等都需要重新评定㈣ 坡口焊缝评定合格的,可以焊接任意厚度规格的角焊缝表7焊接材料适用范围(ASME)评定试件用焊材适用范围任一F-NO.6 所有的F-NO.6任一F-NO.21至F-NO.25 所有的F-NO.21至F-NO.25任一F-NO.31至F-NO.33,F-NO.35至F-NO.37只能用评定合格的F-NO.焊材F-NO.34或任一F-NO.41至F-NO.46 F-NO.34和所有的F-NO.41至F-NO.46 任一F-NO.51至F-NO.55 全部F-NO.51至F-NO.55任一F-NO.61 全部F-NO.61任一F-NO.71至F-NO.72 只能用评定合格的F-NO.焊材表8厚度适用范围(ASME)焊缝形式母材厚度T 适用于焊缝金属厚度最小值最大值坡口焊缝<13mm 不限制2t≥13mm不限制不限制(注)焊工合格项目说明特种设备安全管理规范TSG Z6002-2010《特种设备焊接操作人员考核细则》表1(通用)焊接方法代号焊接方法代号条电弧焊SMAW 埋弧焊SAW气焊OFW 电渣焊ESW钨极气体保护焊GTAW 等离子焊PAW熔化极气体保护焊GMAW 摩擦焊FRW药芯焊丝气体保护焊FCAW 螺柱焊SW气电立焊EGW表2 试件类别、位置、代号及适应焊件焊缝及焊件位置试件适用焊件范围对接焊缝角焊缝位置管板角焊缝焊件位置类别代号试件位置板和外径>600mm管板和外径≤600mm管板材对接1G 平焊平平(注2)平- 2G横焊平、横平、横(注2)平、横-3G立焊平、立(注平(注2)平、横、-焊缝1)立4G仰焊平、仰平(注2)平、横、仰-板材角焊缝1F 平焊--平(注3)- 2F横焊--平、横(注3)-3F立焊--平、横、立(注3)-4F仰焊平、横、仰(注3)-管材对接焊缝1G 水平转动平平平-2G垂直固定平、横平、横平、横-5G水平固定向上焊平、立、仰平、立、仰平、立、仰-5GX水平固定向下焊平、立向下、仰平、立向下、仰平、立向下、仰-6G45°固定向上焊平、横、立、仰平、横、立、仰平、横、立、仰-6GX45°固定向下焊平、横、立向下、仰平、横、立向下、仰平、横、立向下、仰-管1F45°转动--平(注3)-材角焊缝2F垂直固定横焊--平、横(注3)-2FR水平转动--平、横、立(注3)-4F垂直固定仰焊--平、横、仰(注3)-5F 水平固定--平、横、立、仰-管板角接焊缝2FG垂直固定平焊--平、横2FG 2FRG水平转动--平、横2FG、2FRG 4FG垂直固定仰焊--平、横、仰2FG、4FG 5FG水平固定--平、横、立、仰2FG、2FRG、5FG 6FG45°固定--平、横、立、仰所有位置注1:表中“立”表示向上立焊;向下立表示为“立向下”焊。