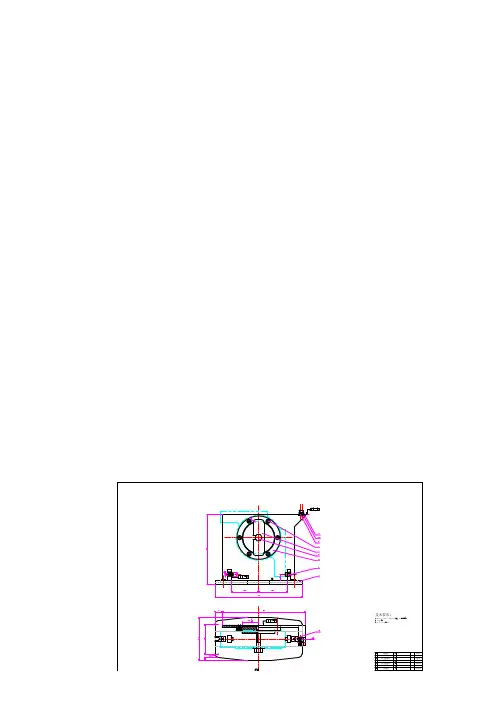
铣床夹具(铣端面)设计装配体图纸
- 格式:pdf
- 大小:52.75 KB
- 文档页数:1



夹具设计为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具。
由指导老师的分配,决定设计第00道工序粗铣半轴Φ38mm 外左端面的铣床夹具。
1.问题的提出本夹具主要用于铣左端面,精度要求不高,因为后面还有精加工,因此本道工序加工精度要求不高,为此,只考虑如何提高生产效率上,精度则不予考虑。
2 .定位基准的选择拟定加工路线的第一步是选择定位基准。
定位基准的选择必须合理,否则将直接影响所制定的零件加工工艺规程和最终加工出的零件质量。
基准选择不当往往会增加工序或使工艺路线不合理,或是使夹具设计更加困难甚至达不到零件的加工精度(特别是位置精度)要求。
因此我们应该根据零件图的技术要求,从保证零件的加工精度要求出发,合理选择定位基准。
此道工序后面还有精加工,因此本次铣没有较高的技术要求,也没有较高的平行度和对称度要求,所以我们应考虑如何提高劳动效率,降低劳动强度,提高加工精度。
我们采用Φ38外圆面为定位基准,为了提高加工效率,缩短辅助时间,决定用简单的螺母作为夹紧机构。
3. 切削力及夹紧力计算(1)刀具: 采用高速钢立铣刀 φ50mm机床: X51立式铣床,铣的功率4.5kw由[3] 所列公式 得BZ D C p p 86.072.086.0-=δξ查表 9.4—8 得其中: 40Cr 材料的硬度在这里我们取1900HB修正系数53.0)190/(HB k p ==14.668=p C δ为走刀量12.0=δξ为铣削深度5.1=ξB 为铣削宽度B=38,Z 为铣刀齿数Z=4,D 为铣刀直径 D=50代入上式,可得 p=1081.8N因在计算切削力时,须把修正系数考虑在内,上面我们已经算出,修正系数为1,所以实际切削力P=1081.8N 。
(2)夹紧力的计算用压板和V 型块夹紧工件,切削力的计算工式为22sin 1sin 2αα+∙=Df MK W 我们选用的标准V 型块a=90°其中f 为支承面上的摩擦系数,支承面为平面,f=0.16~0.25,在这里我们取f=0.20K 为安全系数,粗加工时,K=2.5~3.0,在这里取2.5D 为工件直径,D=38M 为切削扭矩:M=PL L=2sin 2αD =13.433mm M=PL=14531.8N.mm 22sin 1sin 2αα+∙=Df MK W =126.7N W 远远小于p,夹紧力满足要求经校核: 满足强度要求,夹具安全可靠,使用快速螺旋定位机构快速人工夹紧,调节夹紧力调节装置,即可指定可靠的夹紧力4 . 定位误差分析对于定位元件,因为定位基准为外圆,故选择长V 型块作为定位元 件。