我国热作模具钢性能数据集(续XⅧ)
- 格式:pdf
- 大小:133.75 KB
- 文档页数:4

热作模具钢5CrNiMoV(Nb)热变形行为及组织性能探究摘要:热作模具钢在工业生产中具有广泛的应用,该钢种的性能优越,但是其生产制造过程复杂,需要思量多方面影响因素。
本文通过对热作模具钢5CrNiMoV(Nb)在不同变形温度、变形速度和应变量下的热变形试验,分析了其变形行为。
结果表明,在高温下,该钢种具有较好的塑性变形能力,变形温度越高,钢的延展性越好。
通过镜检和扫描电镜分析,发现5CrNiMoV(Nb)钢在高温下发生了晶界滑移、滑移加强和晶粒细化等变形机制。
此外,通过显微硬度和拉应力-应变曲线测试,探究了5CrNiMoV(Nb)钢在不同热处理状态下的力学性能。
该探究对于探究热作模具钢的热变形行为和力学性能提供了一定的参考。
关键词:热作模具钢;5CrNiMoV(Nb);热变形行为;组织性能;力学性。
引言热作模具钢是一种广泛应用于工业生产中的钢种,其具有优异的耐腐蚀、高温强度和耐磨性能。
热作模具钢在工业生产过程中屡屡需要经历高温、高应变等艰苦条件的考验,因此其热变形行为和力学性能对于其应用性和可靠性具有至关重要的影响。
目前,对于热作模具钢的热变形行为和力学性能的探究较为充分,已经有浩繁探究者对其进行了深度的探究。
例如,有学者通过试验和数值模拟的方法探究了热作模具钢的动态再结晶行为和晶粒尺寸分布规律[1];有学者利用SEM等手段分析了热作模具钢在高温条件下的断裂行为[2];还有学者利用XRD等手段探究了热作模具钢的晶体结构和相变规律[3]。
作为热作模具钢中的一种,5CrNiMoV(Nb)钢具有优良的综合性能,但是其生产制造过程相对复杂,需要思量多种因素的影响。
为了深度探究5CrNiMoV(Nb)钢的热变形行为和力学性能,本探究在对该钢种进行热变形试验的基础上,对其组织结构和力学性能进行了详尽分析。
该探究对于探究热作模具钢的热变形行为和力学性能具有一定的参考价值。
试验部分试验材料:5CrNiMoV(Nb)钢试验方法:热变形试验和金相观察热变形试验:接受Gleeble-1500D热模拟试验机进行热变形试验,变形温度范围为900-1200℃,变形速度范围为0.001-1s-1,应变量范围为0.2-0.8。

热作模具钢与塑胶模具钢(doc 11页)热作模具钢:1、热作模具钢 DH2F产地:日本型号:KDRRG-006大同特殊鋼DAIDO热作模具钢 DH2F详细说明日本大同特殊钢株式会社生产的DH2F是预硬热作模具钢.出厂时预硬到HRC37-42.DH2F可以满足快速制模的需要.经常使用在各类铝镁锌压铸模具.高硬塑料模具.如:手机外壳模具汽车车灯模具发动机模具.钢材种类:热作预硬模具钢材钢材特长:切削性良好,优良的高温强度与耐磨性出厂状态: HRC37-422、国产热作模具钢 H13产地:湖北黄石/辽宁抚顺型号:KDGRG-002国产热作模具钢 H13H13 (4Cr5MoSiV1)钢的化学成分(GB/T 1299—2000)w/%钢号 C Si Mn Cr Mo V P SH13 0.32~0.45 0.80~1.20 0.20~0.50 4.50~5.50 1.10~1.75 0.80~1.20 ≤0.30 ≤0.30H13(4Cr5MoSiV1钢)是一种空冷硬化的热作模具钢,也是所有热作模具钢中使用最广泛的钢号之一。
与4Cr5MoSiV钢相比,该钢具有较高的热强度和硬度;在中温条件具有很好的韧性、热疲劳性能和一定的耐磨性,在较低的奥氏体化温度条件下空淬,热处理变形小,空淬时产生氧化铁皮的倾向小,而且可以抵抗熔融铝的冲蚀作用。
该钢广泛用于制造热挤压模具和芯棒、模锻锤的锻模、锻造压力机模具,精锻机用模具镶块以及合金的压铸模及塑胶模。
产地:奥地利(百禄)型号:KDASG-030奥地利百禄预硬耐腐蚀镜面模具钢M300详细说明:特性应用: 此钢经热处理,硬度均匀,达31-35HRC,工模制成永不变形,因含铬量较同级其他钢材为高(16%铬)故其抗腐蚀性能特佳。
对所有一般化学物品,具有抗腐蚀能力,适合制造透明塑胶模具,P.V.C.塑胶模具,此钢更具有不锈作用,容易达成所需之高度抛光及镜面磨光,为同类钢材之最佳冠军品质。

表热作模具用钢交货状态的硬度值和试样的淬火(回火)硬度值序号统一数字代号牌号退火交货状态的钢材硬度HBW试样淬火硬度淬火温度℃冷却剂洛氏硬度HRC6-1T223455CrMnMo197~241820~850油b 6-2T225055CrNiMo197~241830~860油b 6-3T235044CrNi4Mo≤285840~870油或空气b 6-4T235144Cr2NiMoV≤220910~960油b 6-5T235155CrNi2MoV≤255850~880油b 6-6T235355Cr2NiMoVSi≤255960~1010油b 6-7T422088Cr3207~255850~880油b 6-8T232744Cr5W2VSi≤2291030~1050油或空气b 6-9T232733Cr2W8V≤2551075~1125油b6-10T233524Cr5MoSiV a≤229790℃±15℃预热,1010℃(盐浴)或1020℃(炉控气氛)1020℃±6℃加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-11T233534Cr5MoSiV1a≤229790℃±15℃预热,1000℃(盐浴)或1010℃(炉控气氛)±6℃加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-12T233544Cr3Mo3SiV a≤229790℃±15℃预热,1010℃(盐浴)或1020℃(炉控气氛)1020℃±℃6加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-13T233555Cr4Mo3SiMnVAl≤2551090~1120空气b 6-14T233644CrMnSiMoV≤255870~930油b 6-15T233755Cr5WMoSi≤248990~1020油b 6-16T233244Cr5MoWVSi≤2351000~1030油或空气b 6-17T233233Cr3Mo3W2V≤2551060~1130油b 6-18T233255Cr4W5Mo2V≤2691100~1150油b 6-19T233144Cr5Mo2V≤2291000~1030油b 6-20T233133Cr3Mo3V≤2291010~1050油b 6-21T233144Cr5Mo3V≤2291000~1030油或空气b 6-22T233933Cr3Mo3VCo3≤2291000~1050油b 注:保温时间指试样达到加热温度后保持的时间。

1 各国(前苏联、日本、美国、瑞典、中国等钢牌号见表1)加热模具钢一览表。
表1 加热模具钢一览表编号中国前苏联美国日本瑞典15CrMnMo5XrM SKT325CrNiMo5XHM SKT434Cr5MoVSi4X5M¦×C H-11SKD644Cr5MoV1Si H-13SKD618402 4Cr5MoV1Si H-13DAC840753Cr2W8V3X2B8¦×H-2164Cr5W2VSi4X2B8¦×73Cr4W2Mo2V3X4B2M2¦×(¦Ðu-470)840Cr2SiWMoV Ae40X2CBM¦×m(¦Ðu-640)94Cr5WMoVSi4X5BM¦×C H-12104Cr4Mo2WVS4X4M2B¦×C(¦Ðu22)113Cr3Mo3V3X3Ms¦×H-101245Cr3W3MoV$i45X3B2M¦×C(¦Ðu 23)134Cr3W5Mo3V4X3B5M2¦×C(¦Ðu-471)143Cr3-3Mo系SKD7153N13Mo系DH751620Cr2Mo2WVNiCo YHD-3174Cr5W5H-14184Cr4W4MoV2C04H-19SKD8194Cr3W11V H-2220见表3QRO-80M21见表3QRO-90M2255CrNiMoV6德国2713235Cr4Mo3SiMnV Ae(012Ae)246Cr4Mo3Ni2WV(CG¡¤2)2535Cr3Mo3W2V(HM-1)263Cr3Mo3VNb(HM¡¤3)274Cr3Mo3W4VNb(GR)284Cr3Mo2NiVNb(HD)294Cr2MoVNi(B2)TF-1303Cr2WMoVNi(B3)3145Cr2MoVNiSi3228Cr2WMoVNiSi2 各国钢牌号,均有各国家标准钢牌号和生产厂家标准钢牌号。
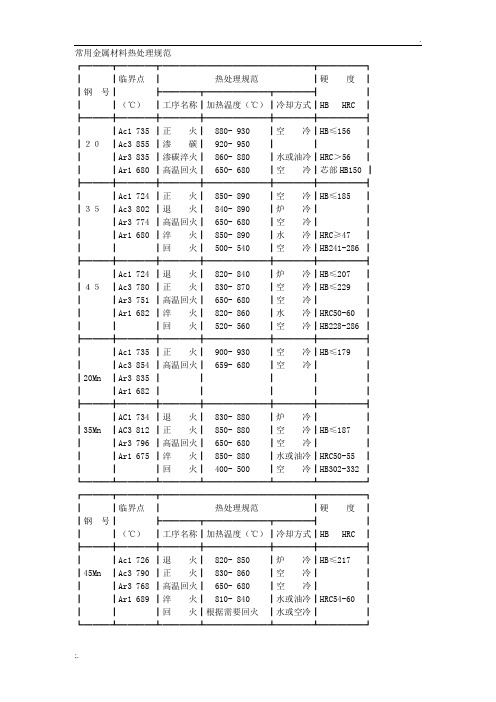
常用金属材料热处理规范┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 735 ┃正火┃ 880- 930 ┃空冷┃HB≤156 ┃┃20┃Ac3 855 ┃渗碳┃ 920- 950 ┃┃┃┃┃Ar3 835 ┃渗碳淬火┃ 860- 880 ┃水或油冷┃HRC>56 ┃┃┃Ar1 680 ┃高温回火┃ 650- 680 ┃空冷┃芯部HB150 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 724 ┃正火┃ 850- 890 ┃空冷┃HB≤185 ┃┃35┃Ac3 802 ┃退火┃ 840- 890 ┃炉冷┃┃┃┃Ar3 774 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 680 ┃淬火┃ 850- 890 ┃水冷┃HRC≥47 ┃┃┃┃回火┃ 500- 540 ┃空冷┃HB241-286 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 724 ┃退火┃ 820- 840 ┃炉冷┃HB≤207 ┃┃45┃Ac3 780 ┃正火┃ 830- 870 ┃空冷┃HB≤229 ┃┃┃Ar3 751 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 682 ┃淬火┃ 820- 860 ┃水冷┃HRC50-60 ┃┃┃┃回火┃ 520- 560 ┃空冷┃HB228-286 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 735 ┃正火┃ 900- 930 ┃空冷┃HB≤179 ┃┃┃Ac3 854 ┃高温回火┃ 659- 680 ┃空冷┃┃┃20Mn ┃Ar3 835 ┃┃┃┃┃┃┃Ar1 682 ┃┃┃┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 734 ┃退火┃ 830- 880 ┃炉冷┃┃┃35Mn ┃AC3 812 ┃正火┃ 850- 880 ┃空冷┃HB≤187 ┃┃┃Ar3 796 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 675 ┃淬火┃ 850- 880 ┃水或油冷┃HRC50-55 ┃┃┃┃回火┃ 400- 500 ┃空冷┃HB302-332 ┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 726 ┃退火┃ 820- 850 ┃炉冷┃HB≤217 ┃┃45Mn ┃Ac3 790 ┃正火┃ 830- 860 ┃空冷┃┃┃┃Ar3 768 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 689 ┃淬火┃ 810- 840 ┃水或油冷┃HRC54-60 ┃┃┃┃回火┃根据需要回火┃水或空冷┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛附录常用金属材料热处理规范┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 725 ┃退火┃ 840- 870 ┃炉冷┃HB≤187 ┃┃20Mn2 ┃Ac3 844 ┃正火┃ 870- 900 ┃空冷┃┃┃┃┃高温回火┃ 650- 680 ┃空冷┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃35SiMn┃Ac1 750 ┃退火┃ 850- 870 ┃炉冷┃HB≤229 ┃┃┃Ac3 830 ┃正火┃ 880- 920 ┃空冷┃┃┃┃Ar3 --- ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 645 ┃淬火┃ 880- 900 ┃油冷┃HRC≥┃┃┃┃回火┃ 580- 600 ┃油冷┃HB235-277 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃42Mn2V┃Ac1 725 ┃正火┃ 860- 900 ┃空冷┃┃┃┃Ac3 770 ┃高温回火┃ 640- 680 ┃空冷┃HB≤217 ┃┃┃┃淬火┃ 850- 870 ┃水冷┃HRC56-58 ┃┃┃┃回火┃ 530- 670 ┃空冷┃HB362-375 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 765 ┃退火┃ 850- 870 ┃炉冷┃HB≤187 ┃┃30CrMn┃Ac3 838 ┃正火┃ 870- 890 ┃空冷┃┃┃┃Ar3 798 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 700 ┃淬火┃ 850- 880 ┃油或水冷┃HRC≈45 ┃┃┃┃回火┃ 560- 580 ┃空冷┃HB223-269 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 760 ┃退火┃ 840- 860 ┃炉冷550℃后空冷┃┃30CrMn┃AC3 830 ┃正火┃ 860- 880 ┃空冷┃HB≤217 ┃┃Si ┃Ar3 705 ┃高温回火┃ 630- 710 ┃空冷┃┃┃(35) ┃Ar1 670 ┃淬火┃ 860- 900 ┃油冷┃┃┃┃┃回火┃ 590- 610 ┃油或水冷┃HB269-302 ┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 740 ┃正火┃ 950- 970 ┃空冷┃HB156-207 ┃┃20CrMn┃Ac3 825 ┃渗碳淬火┃ 930- 950/850┃油冷┃HRC58-63 ┃┃Ti ┃Ar3 730 ┃┃┃┃芯部┃┃┃Ar1 650 ┃┃┃┃HRC30-45 ┃┃┃┃┃┃┃┃附录常用金属材料热处理规范┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 766 ┃退火┃ 860- 890 ┃炉冷┃HB≤179 ┃┃20Cr ┃Ac3 838 ┃正火┃ 870- 900 ┃空冷┃┃┃┃Ar3 799 ┃渗碳淬火┃ 920- 950/850┃水或油冷┃HRC58-63 ┃┃┃Ar1 702 ┃高温回火┃ 650- 680 ┃空冷┃芯部HB≤300 ┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 743 ┃退火┃ 825- 845 ┃炉冷┃HB≤207 ┃┃40Cr ┃Ac3 782 ┃正火┃ 850- 880 ┃空冷┃HB156-207 ┃┃┃Ar3 730 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 693 ┃淬火┃ 830- 860 ┃油冷┃HRC52-60 ┃┃┃┃回火┃ 540- 580 ┃油或水冷┃HB269-302 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 735 ┃退火┃ 840- 850 ┃炉冷┃HB≤241 ┃┃40CrMn┃Ac3 780 ┃正火┃ 850- 880 ┃空冷┃HB≤321 ┃┃Mo ┃Ar3 - ┃高温回火┃ 660- 680 ┃空冷┃HB≤241 ┃┃┃Ar1 680 ┃淬火┃ 840- 860 ┃油冷┃┃┃┃┃回火┃ 670- 690 ┃水冷┃HB241-286 ┃┃┃┃正火回火┃ 680- 700 ┃空冷┃HB179-241 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 755 ┃正火┃ 860- 880 ┃空冷┃HB241-286 ┃┃35CrMo┃Ac3 800 ┃淬火┃ 850- 880 ┃水或油冷┃┃┃┃Ar3 750 ┃回火┃ 570- 590 ┃空冷┃HB235-277 ┃┃┃Ar1 695 ┃┃┃┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 800 ┃退火┃ 840- 870 ┃炉冷┃HB≤229 ┃┃38CrMo┃AC3 940 ┃正火┃ 930- 970 ┃空冷┃┃┃Al ┃Ar3 - ┃高温回火┃ 700- 720 ┃空冷┃┃┃┃Ar1 730 ┃淬火┃ 930- 950 ┃油或水冷┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃┃回火┃ 650- 670 ┃水或油冷┃HB241-277 ┃┃┃┃氮化┃ 550- 650 ┃┃HV≥850 ┃┃┃┃┃┃┃┃┃┃┃┃┃┃┃┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 727 ┃退火┃ 810- 860 ┃炉冷┃HB≤220 ┃┃65┃Ac3 752 ┃正火┃ 820- 860 ┃空冷┃┃┃┃Ar3 730 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 696 ┃淬火┃ 780- 830 ┃水或油冷┃┃┃┃┃回火┃ 550- 650 ┃空冷┃HB207-241 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 726 ┃退火┃ 780- 840 ┃炉冷┃HB≤229 ┃┃65Mn ┃Ac3 765 ┃正火┃ 820- 860 ┃空冷┃HB≤269 ┃┃┃Ar3 741 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 689 ┃淬火┃ 780- 800 ┃油冷┃HRC52-60 ┃┃┃┃回火┃ 500- 540 ┃油或水冷┃HB415-444 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 755 ┃退火┃ 740- 760 ┃炉冷┃HB≤222 ┃┃60Si2 ┃Ac3 810 ┃正火┃ 830- 860 ┃空冷┃HB≤302 ┃┃Mn ┃Ar3 770 ┃高温回火┃ 640- 680 ┃空冷┃┃┃┃Ar1 700 ┃淬火┃ 840- 870 ┃油或水冷┃┃┃┃┃回火┃ 400- 450 ┃空冷┃HB387-477 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 745 ┃退火┃ 790- 810 ┃炉冷┃┃┃GCr15 ┃Ac3 900 ┃球化退火┃ 780- 790 ┃炉冷┃┃┃┃Ar3 - ┃┃(等温710-720) ┃空冷┃HB207-229 ┃┃┃Ar1 700 ┃正火┃ 900- 950 ┃空或风冷┃HB ┃┃┃┃高温回火┃ 650- 700 ┃空冷┃HB229-285 ┃┃┃┃淬火┃ 825- 850 ┃油冷┃┃┃┃┃回火┃ 150- 170 ┃空冷┃HRC61-65 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 730 ┃退火┃ 750- 770 ┃炉冷┃┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃T7┃AC3 770 ┃等温退火┃ 780- 790 ┃炉冷┃┃┃T8┃Ar3 - ┃┃(等温710-720) ┃空冷┃HB229-285 ┃┃┃Ar1 700 ┃正火┃ 790- 820 ┃空冷┃HB228-241 ┃┃┃┃高温回火┃ 650- 700 ┃空冷┃┃┃┃┃淬火┃ 800- 830 ┃水或油冷┃┃┃┃┃回火┃ 149- 160 ┃空冷┃HRC60-61 ┃┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 730 ┃退火┃ 750- 780 ┃炉冷┃┃┃T10 ┃Ac3 752 ┃等温退火┃ 620- 680 ┃炉或空冷┃HB≤197 ┃┃┃Ar3 730 ┃高温回火┃ 650- 680 ┃空冷┃┃┃┃Ar1 696 ┃淬火┃ 770- 810 ┃水或油冷┃┃┃┃┃回火┃ 140- 160 ┃空冷┃HRC58-62 ┃┃┃┃正火┃ 800- 850 ┃空冷┃┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 800 ┃退火┃ 850- 870 ┃炉冷┃┃┃Cr12 ┃Ac3 ┃等温退火┃ 720- 750 ┃炉或空冷┃HB228-255 ┃┃┃Ar3 ┃淬火┃ 1000-1050 ┃油冷┃┃┃┃Ar1 760 ┃回火┃ 400- 450 ┃空冷┃HRC60-63 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 ┃退火┃ 850- 870 ┃炉冷┃┃┃W18Cr4┃Ac3 ┃等温退火┃ 850- 870 ┃炉冷┃┃┃V ┃Ar3 ┃┃(等温720-750) ┃炉或空冷┃HB207-255 ┃┃┃Ar1 ┃淬火┃1.预热800-850 ┃┃┃┃┃┃┃加热1260-1300 ┃油冷┃┃┃┃┃┃2.预热550-650 ┃┃┃┃┃┃┃ 800-850 ┃┃┃┃┃┃┃加热1260-1300 ┃油冷┃┃┃┃┃回火┃550-570回3次┃空冷┃HRC63-65 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃Ac1 ┃退火┃ 870- 890 ┃炉冷至600℃空冷HB155┃┃2Cr13 ┃Ac3 ┃淬火┃ 1000-1050 ┃油或空冷┃ -180┃┃┃Ar3 - ┃回火┃ 150- 510 ┃空或油冷┃HRC35-45 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃AC1 ┃退火┃ 870- 890 ┃炉冷至600℃空冷HB155┃┗━━━┻━━━━┻━━━━┻━━━━━━━┻━━━━┻━━━━━┛┏━━━┳━━━━┳━━━━━━━━━━━━━━━━━┳━━━━━┓┃┃临界点┃热处理规范┃硬度┃┃钢号┃┣━━━━┳━━━━━━━┳━━━━┫┃┃┃(℃)┃工序名称┃加热温度(℃)┃冷却方式┃HB HRC ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃3Cr13 ┃AC3 ┃淬火┃ 980-1100 ┃油或空冷┃ -180┃┃┃Ar3 ┃回火┃ 230- 540 ┃空冷┃HRC38-53 ┃┣━━━╋━━━━╋━━━━╋━━━━━━━╋━━━━╋━━━━━┫┃┃┃退火┃ 880- 920 ┃炉冷至600℃空冷HB207┃┃9Cr18 ┃┃淬火┃ 1010-1050 ┃油或空冷┃ -235┃┃┃┃回火┃ 230- 375 ┃空冷┃HRC55-59 ┃注:牌号中的Q 代表屈服点,后面数字代表屈服点数值。

模具材料的基本性能根据模具加工对象材料的种类、成形方法和温度等的不同,对模具的性能要求也有所不同,应首先对其基本性能予以充分了解。
一般来说,要想得到较长的使用寿命,需要通过硬化等来提高模具的强度及耐磨性。
另一方面,提高强度又容易产生开裂和崩角,因此掌握好两者的平衡至关重要。
在此,本文先就模具材料的基本性能加以阐述。
一、显微组织(Microstructure)用作模具材料的工模具钢,其性能受其组成(化学成分)和显微组织的影响。
用显微镜观察到的微观世界称为显微组织。
这里以冷作模具钢为例进行介绍。
图3-1所示为冷作模具钢SKD11在淬火和回火后的显微组织示意图。
基体(Matrix)bides),碳化物分为从熔融状态凝固时析出的粗大碳上分布着碳化物(Car-化物及球化退火时析出的微细碳化物两种。
基体的化学成分约为0.5%C-7.5%Cr-1%Mo-0.3%V,由硬度达700~740HV的硬质组织马氏体及软质组织残留奥氏体构成。
图3-1 冷作模具钢SKD11在淬火回火后的显微组织示意图与SKD11钢的组成相比,基体的各化学成分均有所减少,其余的合金元素则存在于碳化物之中。
在此形成的碳化物形式为(Fe,Cr,Mo)7C,以约15%的面3积比分散于基体当中。
该碳化物的硬度可达2000~2800HV。
总而言之,这是一种硬质基体中分布着坚硬碳化物颗粒的高耐磨组织。
工模具钢的化学成分决定着热处理后的基体组成,其基体组成又影响着强度和韧性等性能。
表3-1为典型的碳素工具钢SK105、冷作模具钢SKD11和高速工具钢SKH51的化学组成[1,2]。
这是把碳化物经电解提取后进行分析,然后根据总成分计算的结果。
另外,如今利用热力学数据和计算状态图也能算出。
表3-1碳素工具钢SK105、冷作模具钢SKD11和高速工具钢SKH51的化学组成基体的组成决定着种种性能。
例如,含碳量决定着硬度、淬透性、强韧性及耐热性等,其他性能又取决于Mn、Ni、Cr、Mo、W等合金元素含量。
第五节常用模具钢料特性与用途之热作工具钢热作工具钢X40CrMoV51,国际代码:H13与H11;欧洲:1.2344与1.2343;日本是SKD61;出厂硬度是:HB185~HB230,须热处理。
用在塑胶模具上的硬度一般是48~52HRC,也可氮化及涂层处理。
由于须要热处理,加工较为困难,故在模具的价格上比较贵一些,若是须要热处理到40HRC以上的硬度,模具一般用机械加工比较困难,所以在热处理之前一定要先做工件的粗加工,尤其是:运水孔、螺钉孔及攻牙必须先加工好后才进行热处理,否则要退火重做。
塑料模具用钢要求具有一定的强度、硬度、耐磨性、热稳定性和耐蚀性等性能。
此外,还要求具有良好的工艺性,如热处理变小、加工性能好、耐蚀性好、研磨和抛光性能好、补焊性能好、粗糙度高、导热性好和工作条件尺寸和形状稳定等。
一般情况下,注射成形或挤压成形模具可选用热作模具钢;热固性成形和要求高耐磨、高强度的模具可选用冷作模具钢。
热作模具钢除应具有高的硬度、强度、红硬性、耐磨性和韧性外,还应具有良好的高温强度、热疲劳稳定性、导热性和耐蚀性,此外还要求具有较高的淬透性,以保证整个截面具有一致的力学性能。
H13料的最大特点是:耐磨性好,材料的淬透性优异;材料热处理后,大大提高工件的使用寿命。
H13热处理要求:淬硬溫度1020-1080℃/冷卻介质空、油、盐浴;回火溫度:180~225或425~525 ℃;最大硬度HRC52;高溫回火坏处是钢材韧性下降,尺寸变形大;400~600℃/48-52 HRC 时尺寸变细(缩水)、600~700℃<48HRC 尺寸偏大,溫度越高、硬度越低、尺寸也將会偏大变形。
高溫回火好处是耐磨性增高,氮化时不会影响钢心硬度。
回火次数:最少2次;备注:淬硬1020-1080℃,油冷,HRC 52-56;盐浴分级淬火,500-550℃,HRC 50-54,保溫15-30分鐘,空冷。
若零件尺寸大于300mm时,热处理硬度应控制在HRC48-50以内;H13料的最佳热处理状态是淬火到HRC44—48。