数控车工初级、中级图纸大全
- 格式:doc
- 大小:18.30 MB
- 文档页数:6
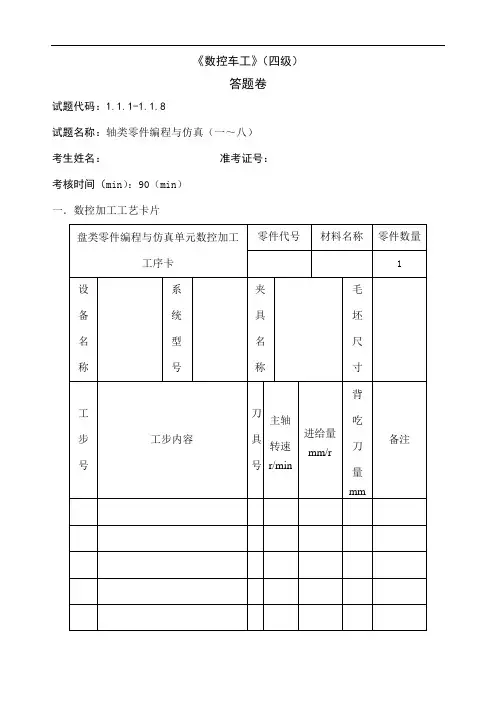
《数控车工》(四级)答题卷试题代码:1.1.1-1.1.8试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1-1.2.8试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
《数控车工》(四级)试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二
10/4 超0.02 或Ra>3.2不得分处
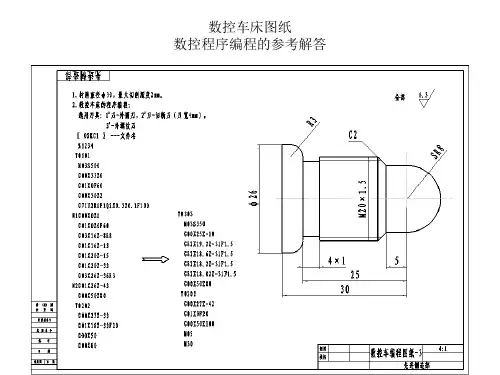
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准 35
检测内容配分
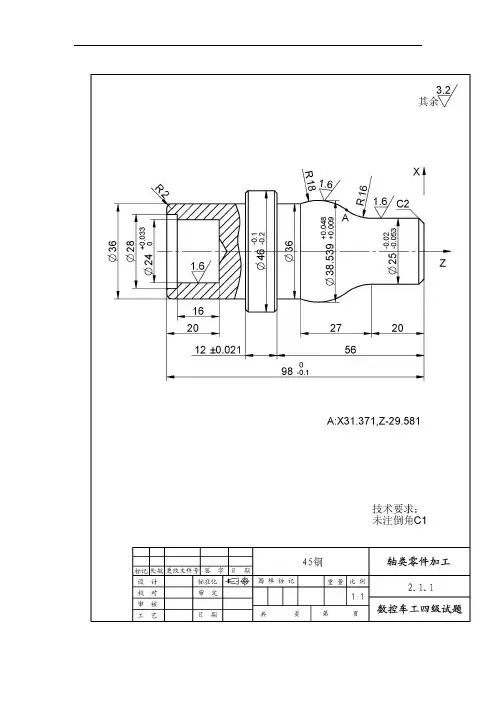
技术要求:。
《数控车工》(四级)答题卷试题代码:1.1.1试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
《数控车工》(四级)试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
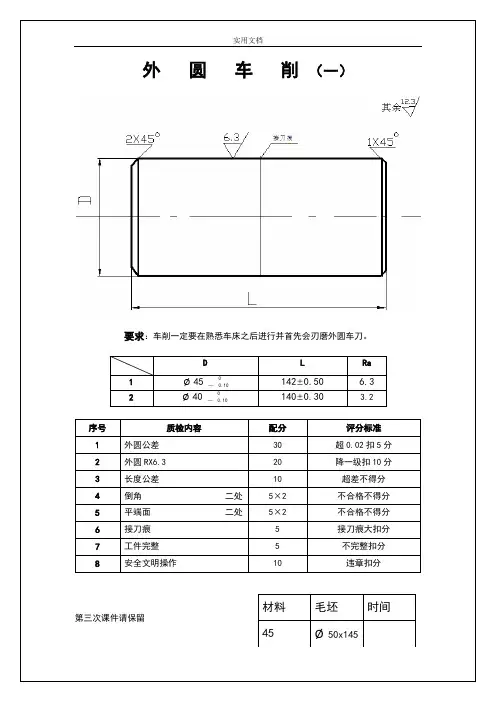
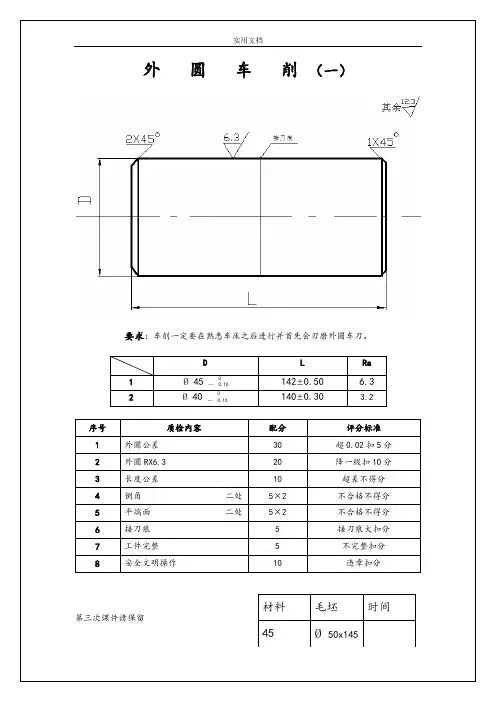
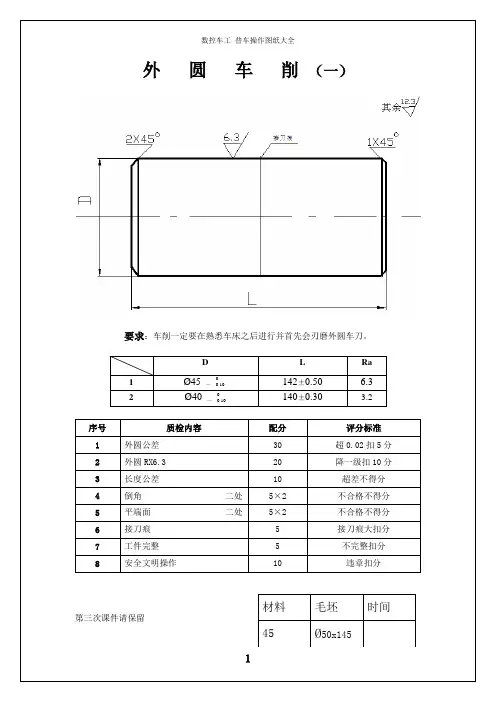
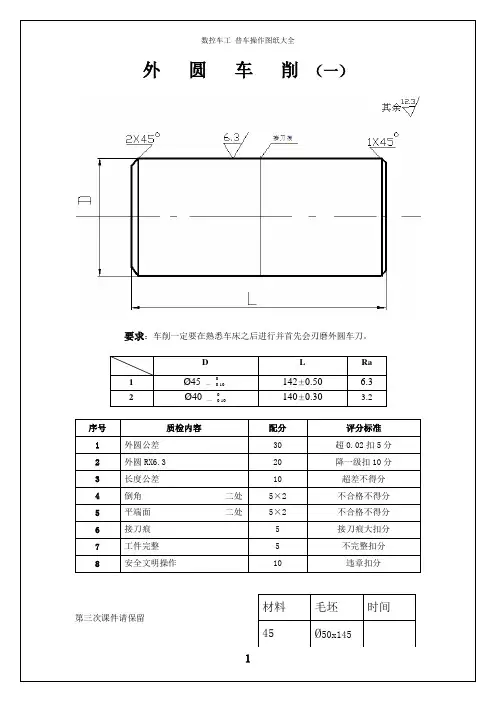
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45—00.10142±0.50 6.32 Ø40—00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二处10/4 超0.02 或Ra>3.2不得分
2 Ø58 Ra3.2 1/1 超差或Ra>3.2不得分
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准
35 Ra1.6
检测内容配分
技术要求:。
序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二处10/4 超0.02 或Ra>3.2不得分
2 Ø58 Ra3.2 1/1 超差或Ra>3.2不得分
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准
35 Ra1.6
检测内容配分
技术要求:。
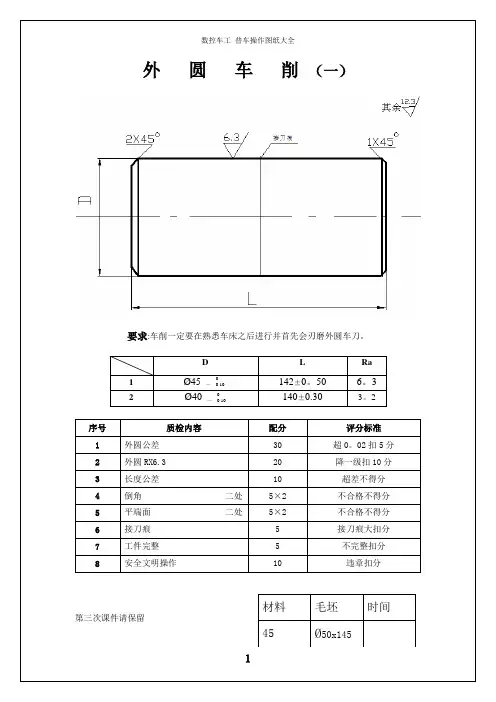
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0。
50 6。
32 Ø40 —0 0.10140±0.303。
2序号质检内容配分评分标准1 外圆公差30 超0。
02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0。
01扣2分2 外圆Ra3。
2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0。
01扣2分,超0.02不得分2 外圆Ra3。
2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0。
01扣2分,超0。
02不得分2 外圆Ra3。
2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A。
序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二
10/4 超0.02 或Ra>3.2不得分处
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准 35
检测内容配分
技术要求:。
夕卜圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
阶台车削(二)序号 质检内容 配分 评分标准1 外圆公差六处 5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2六处 3x6 降一级扣2分3 长度公差六处 3x6 超差不得分4 倒角二处2x2 不合格不得分 5 清角去锐边十处 10 不合格不得分 6 平端面二处 2x2 不合格不得分 7 工件外观 6 不完整扣分 8安全文明操作10 违章扣分 此件用上次课件改制材料毛坯时间45\7三亠 •肖车台阶多5C -> 人~11FO余其D卜OJQ H —o OO2GVXL10a十・Oa Q卄o£zs- 10其余弓序号 质检内容配分 评分标准1 外圆公差四处 8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处 4x4 降一级扣2分3 长度公差 四处 3x4 超差不得分 4 倒角 二处 3x2 不合格不得分5 清角 二处2x3 不合格不得分 6 平端面 二处3x2 不合格不得分 7 中心孔 5 不合格不得分 8 工件外观 7 不完整扣分 9安全文明操作10违章扣分要求:会正确使用A . E 型中心钻。
会使用活顶尖一夹一顶车削(四)、■/ —[z' 7CU112Q±D10. i5±o,ig1寸 U1 0i此件用课件(三)改制材料毛坯时间45,1x45*3.2 r20tO.lC◎矩形槽车削(五)骨口, 序号质检内容配分 评分标准1 外圆公差 四处 6x4 超0.01扣2分,超0.02不得分2外圆Ra3.2 四处 3x4 降一级扣2分 3 外沟槽 四处 6x4 超差槽壁不直扣分4 长度公差 四处 3x4 超差不得分5 倒角 二处2x2 不合格不得分 6 清角去锐边 5一处不合格扣0 .5分7 平端面 二处2x2不合格不得分 8 中心孔 2 不合格不得分 9 工件外观 5 不完整扣分 10安全文明操作7违章扣分e暑LD电n u J1co£1 cd I \Ti CdIJ 土 11匚〒1UT10101015^16-0,JO要求:会刃磨槽刀及切断刀。