互换性与测量技术基础-第3章 几何公差(2)--公差原则
- 格式:ppt
- 大小:1.12 MB
- 文档页数:3
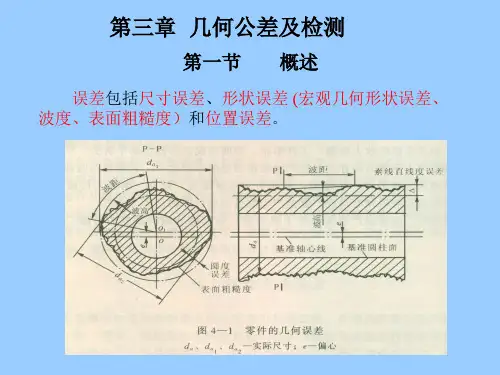
第一章:尺寸偏差:实际偏差=实际尺寸-公称尺寸极限偏差:上极限偏差(es、ES)=上极限尺寸-公称尺寸;下极限偏差(ei、EI)=下极限尺寸-公称尺寸;尺寸公差:(公差)公差=上极限尺寸-下极限尺寸=上极限偏差-下极限偏差;零线:在极限配合图中表示公称尺寸的那一条线。
公差带:由公差在图纸上确定的一个区域。
基本偏差:公差带中接近零线的那个偏差。
间隙:孔的尺寸-轴的尺寸>0;过盈:孔的尺寸-轴的尺寸<0;基孔制:基准孔代号为H时;基轴制:基准轴代号为h时;间隙配合:孔的公差带在轴的公差带之上,保证具有间隙的配合包括最小间隙为0的配合,称为间隙配合。
( 间隙----符号:X)配合公差:T f=Xmax+Xmin=T H+Ts (孔的公差+轴的公差)过盈配合:孔的公差带位于轴的公差带之下,保证具有过盈的配合包括最小间隙为0的配合称为过盈配合。
(过盈符号---Y)配合公差:T f=Ymax+Ymin=T H+Ts (孔的公差+轴的公差)过渡配合:在孔与轴的配合中,孔与轴两者的公差带相互交叠,配合时既有可能是过盈也有可能是间隙的配合-----称为过渡配合。
配合公差:T f=|Xmax-Ymax|=T H-Ts(孔的公差+轴的公差)重点:孔轴配合公差带图除了孔轴的公差带大小不要标以外其余的尺寸都要标出。
标准公差:国家标准规定的用以确定公差带大小的任一公差值。
注:Js与js的基本偏差,上偏差+IT/2,下偏差-IT/2;轴的基本偏差:轴的基本偏差是在基孔制的基础上制定的。
轴的极限偏差:上极限偏差es=ei+IT;下极限偏差ei=es-IT;孔的基本偏差:由公式计算得出;孔的极限偏差:上极限偏差ES=EI+IT;下极限偏差EI=ES-IT;注:上面规则除外的规则:书P21重点:在较高的公差等级中,孔比同级轴的加工要困难,所以生产中孔的精度等级通常采用比轴的低一级来相配。
并要求按基轴制与基孔制形成配合,具有相同的极限间隙或过盈。
3.4 公差原则主讲教师:马惠萍1公差原则与公差要求3.4公差原则 —是指处理t几何和T尺之间关系应遵循的原则t 几何和 T 尺之 间关系:无: 有:独立原则包容要求E最大实体要求 M 最小实体要求 L 可逆要求R图样上某要素的t 几何与T 尺各自独立,彼此无关,分别满足各自公差要求GB/T4249-1996规定,独立原则是图样中应遵循的基本原则,机械图样上95%以上公差要求遵循独立原则。
3.4.1 独立原则t 几何和 T 尺之 间关系:无: 有:独立原则包容要求E最大实体要求 M 最小实体要求 L 可逆要求R3.4.2 有关公差原则的一些术语和定义1. 最大实体尺寸(MMS)2. 最小实体尺寸(LMS)3. 体外作用尺寸(EFS)4. 体内作用尺寸(IFS)5. 最大实体实效尺寸(MMVS)6. 最小实体实效尺寸(LMVS)D m a x孔d m i n轴D m i nd m a x指实际要素在给定长度上处处位于尺寸公差带内,并具有实体最大(即材料最多,重量最重)的状态下的尺寸对孔 D M =D min对轴 d M =d max1. 最大实体尺寸(MMS )-maximum material size对孔 D L =D max 对轴 d L =d min实际要素在给定长度上处处位于尺寸公差带内,并具有实体最小(即材料最少,重量最轻)的状态下的尺寸2. 最小实体尺寸(LMS ) -Least material sizeD m a x孔d m i n轴D m i nd m a x3. 体外作用尺寸(EFS )-External function sizeD fe =D a -f 几何孔的EFS —是指被测要素在给定长度上,与实际内表面(孔)体外相接的最大理想面的直径或宽度。
D aD feD a f 几何轴的EFS —是指被测要素在给定长度上,与实际外表面(轴)体外相接的最小理想面的直径或宽度。
d fe =d a +f 几何f 几何d ad feMMVS—是指实际要素在给定长度上处于最大实体尺寸,且其导出要素的f几何= t几何时的体外作用尺寸。
互换性与测量技术重点知识点总结绪言互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零,部件。
通常包括几何参数和机械性能的互换.允许零件尺寸和几何参数的变动量就称为公差.互换性课按其互换程度,分为完全互换和不完全互换.公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准.第一章圆柱公差与配合基本尺寸是设计给定的尺寸。
实际尺寸是通过测量获得的尺寸.极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。
最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。
与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。
尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。
尺寸公差是指允许尺寸的变动量。
公差=|最大极限尺寸—最小极限尺寸|=上偏差—下偏差的绝对值配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。
间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。
间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。
过盈配合,过渡配合T=ai,当尺寸小于或等于500mm时,i=0.45+0。
001D(um),当尺寸大于500到3150mm时,I=0.004D+2。
1(um).孔与轴基本偏差换算的条件:1。
在孔,轴为同一公差等级或孔比轴低一级配合2。
基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当3。
保证按基轴制形成的配合与按基孔制形成的配合相同。
通用规则,特殊规则例题基准制的选用:1。
一般情况下,优先选用基孔制。
2。
与标准件配合时,基准制的选择通常依标准件而定.3。
为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。
公差等级的选用:1。
对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。
绪论1、互换性的定义?机械产品中同一规格的一批零件或部件中,任取其一,不需任何挑选调整或附加修配(如钳工修理)就能进行装配,并能保证满足机械产品的使用性能要求的一种特性。
2、互换性的种类1)就程度而言·,可分为完全互换与不完全互换。
2)对于标准部件或机构来说,互换性又分为外互换与内互换。
3、互换性的作用?1)从使用上来瞧,零件可以以旧换新,从而提高了机器的利用率并延长机器的使用寿命。
2)从制造上瞧,互换性就是组织协调的重要基础,而专业生产有利于采用高科技与高生产率的先进工艺与装备,从而提高生产率,提高产品质量,减低生产成本。
3)从设计上来瞧,可以简化制图、计算工作,缩短设计周期,并便于采用计算机辅助设计,这对发展系列产品十分重要。
4、何谓公差?她包含哪些内容?1)公差就是指允许的,最大极限尺寸减最小极限尺寸之差的绝对值的大小,或允许的上偏差减下偏差之差大小。
2)尺寸公差、形状公差、位置公差等。
5、何谓检测?它的用途?1)检测包含检验与测量。
检验就是指确定零件的几何参数就是否在规定的极限范围内,并判断其就是否合格;测量就是将被测量与作为计量单位的标准量进行比较,以确定被测量的具体数值的过程。
2)用于评定产品质量,分析产生不合格品的原因,及时调整生产,监督工艺过程,预防废品产生。
6、何谓标准与标准化?1)标准为在一定范围内活动最佳秩序,对活动或其结果规定共同的与重复使用的规则、导则或特性文件。
2)标准化就是指在经济、技术、科学与管理等社会实践中,对重复性的事物与概念,通过制订、发布与实施标准达到统一,以获得最佳秩序与社会效益。
7、何谓优先数系?优先数系,就就是对各种技术参数的数值进行协调、简化与统一的科学数值制度第一章极限与配合1、极限与配合的概念?对于相互结合的零件,其被要求的合理尺寸既要保证相互结合的尺寸之间形成一定的关系,以满足不同的使用要求,又要在制造的基础上就是经济合理的。
2、尺寸的定义?基本尺寸、实际尺寸、极限尺寸、作用尺寸的定义?尺寸就是用特定单位表示线性尺寸值的数值;基本尺寸就是由样图规范确定的理想形状要素的尺寸;极限尺寸就是指要素允许的尺寸的两个极端;在配合面的全长上,与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想尺寸称为轴的作用尺寸。
《互换性与测量技术基础》第三版周兆元李翔英主编教材课后习题答案第一章习题及答案1-1什么叫互换性?它在机械制造中有何重要意义?是否只适用于大批量生产?答:同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中去,并达到使用要求,这种特性就叫互换性。
互换性给产品的设计、制造和使用维修都带来了很大方便。
它不仅适用于大批量生产,也适用于单件小批生产,互换性已经成为现代机械制造企业中一个普遍遵守的原则。
1-2完全互换和不完全互换有何区别?各用于什么场合?答:互换程度不同:完全互换是同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中而满足使用要求;不完全互换是同一规格的零部件,需要经过挑选、调整或修配,再装配到机器中去才能使用要求。
当使用要求和零件制造水平、经济效益没有矛盾,即机器部件装配精度不高,各零件制造公差较大时,可采用完全互换进行零件生产;反之,当机器部件装配精度要求较高或很高,零件制造公差较小时,采用不完全互换。
1-5下面两列数据属于哪种系列?公比为多少?(1)电动机转速:375,750,1500,3000,、、、(2)摇臂钻床的主参数(钻孔直径):25,40,63,80,100,125等(12答:(1)此系列为派生系列:R40/12,公比为(2)此系列为复合系列,前三个数为R5系列,后三位为R10系列。
补充题:写出1~100之内的派生系列R20/3和R10/2的优先数常用值。
答:R20/3:1.00,1.40,2.00,2.80,4.00,5.60,8.00,11.2,16.0,22.4,31.5,45.0,63.0,90.0R10/2:1.00,1.60,2.50,4.00,6.30,10.0,16.0,25.0,40.0,63.0,100第二章习题及答案2-5(略)2-9试从83块一套的量块中,同时组合下列尺寸:48.98mm,29.875mm,10.56mm。
答:48.98=(1.48+7.5+40)29.875=(1.005+1.37+7.5+20)10.56=(1.06+9.5)提示:组合量块数量最多不超过4块,数量越少越好(因误差越小)。
1.设某配合的孔径为027.0015+φ,轴径为016.0034.015--φ,试分别计算其极限尺寸、极限偏差、尺寸公差、极限间隙(或过盈)、平均间隙(或过盈)和配合公差,并画出尺寸公差带图与配合公差带图。
解:(1)极限尺寸:孔:D max =φ15.027 D min =φ15轴: d max =φ14.984 d min =φ14.966(2)极限偏差:孔:ES=+0.027 EI=0轴:es= -0.016 ei= -0.034(3)尺寸公差:孔:T D =|ES-EI|=|(+0.027)-0|=0.027轴:T d = |es-ei|=|(-0.016)-(-0.034)|=0.018(4)极限间隙:X max = ES -ei=(+0.027)-(-0.034)=+0.061X min = EI -es=0-(-0.016)=+0.016平均间隙 ()0385.021min max +=+=X X X av(5)配合公差:T f = T D + T d =0.027+0.018=0.045(6)尺寸公差带和配合公差带图,如图所示。
2.设某配合的孔径为005.0034.045+-φ,轴径为0025.045-φ,试分别计算其极限尺寸、极限偏差、尺寸公差、极限间隙(或过盈)及配合公差,画出其尺寸公差带图与配合公差带图,并说明其配合类别。
解:(1)极限尺寸:孔:D max =φ45.005 D min =φ44.966轴: d max =φ45 d min =φ44.975(2)极限偏差:孔:ES=+0.005 EI=-0.034轴:es= 0 ei= -0.025(3)尺寸公差:孔:T D =|ES-EI|=|(+0.005)-(-0.034)|=0.039轴:T d = |es-ei|=|0-(-0.025)|=0.025(4)极限间隙:X max = ES -ei=(+0.005)-(-0.025)=+0.030Y min = EI -es=-0.034-0=-0.034(5)配合公差:T f = T D + T d =0.039+0.025=0.064(6)尺寸公差带和配合公差带图如图所示,它们属于过度配合如图所示。