第一章 冲压变形的基本原理
- 格式:ppt
- 大小:6.05 MB
- 文档页数:37

第一章冲压成形原理主讲:闫洁主要内容:⏹ 1.金属塑性变形的基本概念⏹ 2.塑性变形对金属组织和性能影响⏹ 3.影响金属塑性和变形抗力的主要因素⏹利用外力使金属产生塑性变形,来获得具有一定形状、尺寸和力学性能的原材料、毛坯或零件的生产方法称为金属压力加工。
⏹压力加工的种类:轧制、拉拔、挤压、锻造、板料冲压锻压生产方式示意图本质:利用固态金属的塑性,使其受力,改变形状、尺寸并改善组织,性能,获得所需形状、尺寸和可靠性能的毛坯或零件。
条件:1)塑性材料。
低碳钢、铝、铜合金最好;2)受力塑性变形、满足屈服条件:σ>σs(材料屈服强度)。
1.金属塑性变形的基本概念➢弹性变形在外力作用下,材料内部产生应力,应力迫使原子离开原来的平衡位置,改变了原子间的距离,使金属发生变形。
并引起原子位能的增高,但原子有返回低位能的倾向。
当外力停止作用后,应力消失,变形也随之消失。
➢塑性变形内应力超过金属的屈服点后,外力停止作用后,金属的变形并不完全消失。
➢滑移面:在切向应力作用下,晶体的一部分相对于另一部分,沿着一定的晶面产生相对滑移,该面称为滑移面。
➢位错:沿滑移面旧原子对破坏,新原子对形成。
➢位错运动引起塑性变形。
近代物理学证明,晶体不是在滑移面上,原子并不是整体的刚性运动而是以位错引起金属塑性变形。
➢多晶体的塑性变形(晶内和晶间变形)晶内变形:外力作用下,某一晶粒的塑性变形。
晶间变形:晶粒之间的相互位移或转动。
➢在外力作用下,有的晶粒处于利于塑性变形位置,则首先塑性变形。
有的处于不利于塑性变形的位置,则暂时不变形。
晶粒间会移动、转动,这种利与不利位置在变化,塑性变形不断进行。
2.塑性变形对金属组织和性能影响金属在常温下经塑性变形后,内部组织将发生变化。
⑴晶粒沿最大变形的方向伸长;⑵晶格与晶粒发生扭曲,产生内应力;⑶晶粒产生碎晶。
●加工硬化*现象:强度、硬度上升,而塑性、韧性下降。
*原因:滑移面附近的晶粒碎晶块,晶格扭曲畸变,增大滑移阻力,使滑移难以进行。

第一章冲压变形的基本原理复习题答案一、填空题1.塑性变形的物体体积保持不变,其表达式可写成ε1+ε2+ε3=0。
2.冷冲压生产常用的材料有黑色金属、有色金属、非金属材料。
3.物体在外力的作用下会产生变形,如果外力取消后,物体不能恢复到原来的形状和尺寸,这种变形称为塑性变形。
4.影响金属塑性的因素有金属的组织、变形温度、变形速度、变形的应力与应变状态、金属的尺寸因素。
5.在冲压工艺中,有时也采用加热冲压成形方法,加热的目的是提高塑性,降低变形抗力。
6.材料的冲压成形性能包括成形极限和成形质量两部分内容。
7.压应力的数目及数值愈大,拉应力数目及数值愈小,金属的塑性愈好。
8.在同号主应力图下引起的变形,所需的变形抗力之值较大,而在异号主应力图下引起的变形,所需的变形抗力之值就比较小。
9.在材料的应力状态中,压应力的成分愈多,拉应力的成分愈少,愈有利于材料塑性的发挥。
10.一般常用的金属材料在冷塑性变形时,随变形程度的增加,所有强度指标均增加,硬度也增加,塑性指标降低,这种现象称为加工硬化。
11.用间接试验方法得到的板料冲压性能指标有总伸长率、均匀伸长率、屈强比、硬化指数、板厚方向性系数γ和板平面方向性系数△γ。
12.在筒形件拉深中如果材料的板平面方向性系数△γ越大,则凸耳的高度越大。
13.硬化指数n值大,硬化效应就大,这对于伸长类变形来说就是有利的。
14.当作用于坯料变形区的拉应力的绝对值最大时,在这个方向上的变形一定是伸长变形,故称这种变形为伸长类变形。
15. 当作用于坯料变形区的压应力的绝对值最大时,在这个方向上的变形一定是压缩变形,故称这种变形为压缩类变形。
16. 材料对各种冲压加工方法的适应能力称为材料的冲压成形性能。
17. 材料的冲压性能好,就是说其便于冲压加工,一次冲压工序的极限变形程度和总的极限变形程度大,生产率高,容易得到高质量的冲压件,模具寿命长等。
18. 材料的屈服强度与抗拉强度的比值称为屈强比。
第一章冲压变形的基本原理一. 填空题1、塑性变形的物体体积保持,其表达式可写成。
2、冲压工艺中采用加热成形方法,以增加材料能达到变形程度的要求。
3、压应力的数目及数值愈,拉应力数目及数值愈,金属的塑性。
4、在材料的应力状态中,压应力的成分,拉应力的成分,愈有利于材料塑性的发挥。
5、一般常用的金属材料在冷塑性变形时,随变形程度的增加,所有强度指标均,硬度也,塑性指标,这种现象称为加工硬化。
6、硬化指数n 值大,硬化效应就大,这对于变形来说就是有利的。
7、当作用于坯料变形区的拉应力的绝对值最大时,在这个方向上的变形一定是,故称这种变形为变形。
8、材料对各种冲压加工方法的适应能力称为材料的。
9、材料的冲压性能好,就是说其便于冲压加工,一次冲压工序的和大,生产率高,容易得到高质量的冲压件,模具寿命长等。
二、判断题(正确的打√,错误的打×)1、变形抗力小的软金属,其塑性一定好。
()2、物体的塑性仅仅取决于物体的种类,与变形方式和变形条件无关。
()3、物体某个方向上为正应力时,该方向的应变一定是正应变。
()4、材料的塑性是物质一种不变的性质。
()5、当坯料受三向拉应力作用,而且时,在最大拉应力方向上的变形一定是伸长变形,在最小拉应力方向上的变形一定是压缩变形。
()三、问答题1、影响金属塑性和变形抗力的因素有哪些?影响金属塑性的因素有如下几个方面:2、请说明屈服条件的含义,并写出其条件公式。
3、什么是材料的机械性能?材料的机械性能主要有哪些?4、什么是板厚方向性系数?它对冲压工艺有何影响?5、什么是板平面各向异性指数Δ r ?它对冲压工艺有何影响?第二章冲裁工艺及冲裁模设计一、填空题1、从广义来说,利用冲模使材料叫冲裁。
它包括、、、、等工序但一般来说,冲裁工艺主要是指和工序。
2、冲裁根据变形机理的不同,可分为和。
3、冲裁变形过程大致可分为、、三个阶段。
4、冲裁件的切断面由、、、四个部分组成。
5、冲裁毛刺是在刃口附近的側面上材料出现时形成的。

绪论复习题答案一 . 填空题1 . 冷冲模是利用安装在压力机上的模具对材料施加变形力,使其产生变形或分离,从而获得冲件种压力加工方法。
2 . 因为冷冲压主要是用板料加工成零件,所以又叫板料冲压。
3 . 冷冲压不仅可以加工金属材料材料,而且还可以加工非金属材料。
4 . 冲模是利用压力机对金属或非金属材料加压,使其产生分离或变形而得到所需要冲件的工艺装备5 . 冷冲压加工获得的零件一般无需进行机械加工加工,因而是一种节省原材料、节省能耗的少、无无的加工方法。
6 . 冷冲模按工序组合形式可分为单工序模具和组合工序模具,前一种模具在冲压过程中生产率低,当量大时,一般采用后一种摸具,而这种模具又依组合方式分为复合模、级进模、复合 - 级进模等组合方式。
7 . 冲模制造的主要特征是单件小批量生产,技术要求高,精度高,是技术密集型生产。
8 . 冲压生产过程的主要特征是,依靠冲模和压力机完成加工,便于实现自动化化,生产率很高,操作方便9 冲压件的尺寸稳定,互换性好,是因为其尺寸公差由模具来保证。
二 . 判断题(正确的打√,错误的打×)1 . 冲模的制造一般是单件小批量生产,因此冲压件也是单件小批量生产。
(×)2 . 落料和弯曲都属于分离工序,而拉深、翻边则属于变形工序。
(×)3 . 复合工序、连续工序、复合—连续工序都属于组合工序。
(√)4 . 分离工序是指对工件的剪裁和冲裁工序。
(√)5 . 所有的冲裁工序都属于分离工序。
(√)6 . 成形工序是指对工件弯曲、拉深、成形等工序。
(√)7 . 成形工序是指坯料在超过弹性极限条件下而获得一定形状。
(√)8 . 把两个以上的单工序组合成一道工序,构成复合、级进、复合 - 级进模的组合工序。
(×)9 . 冲压变形也可分为伸长类和压缩类变形。
(√)10. 冲压加工只能加工形状简单的零件。
(×)11 . 冲压生产的自动化就是冲模的自动化。
第一章冲压变形的基本原理金属塑性变形的基本概念金属在外力作用下产生形状和尺寸的变化称为变形,变形分为弹性变形和塑性变形。
而冲压加工就是利用金属的塑性变形成形制件的一种金属加工方法。
要掌握冲压成形加工技术,首先必须了解金属塑性变形的一些基本原理。
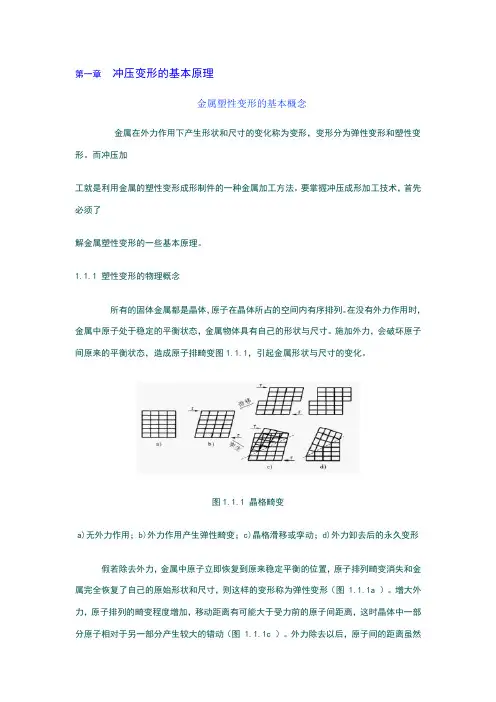
1.1.1 塑性变形的物理概念所有的固体金属都是晶体,原子在晶体所占的空间内有序排列。
在没有外力作用时,金属中原子处于稳定的平衡状态,金属物体具有自己的形状与尺寸。
施加外力,会破坏原子间原来的平衡状态,造成原子排畸变图1.1.1,引起金属形状与尺寸的变化。
图1.1.1 晶格畸变a)无外力作用;b)外力作用产生弹性畸变;c)晶格滑移或孪动;d)外力卸去后的永久变形假若除去外力,金属中原子立即恢复到原来稳定平衡的位置,原子排列畸变消失和金属完全恢复了自己的原始形状和尺寸,则这样的变形称为弹性变形(图 1.1.1a )。
增大外力,原子排列的畸变程度增加,移动距离有可能大于受力前的原子间距离,这时晶体中一部分原子相对于另一部分产生较大的错动(图 1.1.1c )。
外力除去以后,原子间的距离虽然仍可恢复原状,但错动了的原子并不能再回到其原始位置(图),金属的形状和尺寸也都发生了永久改变。
这种在外力作用下产生不可恢复的永久变形称为塑性变形。
受外力作用时,原子总是离开平衡位置而移动。
因此,在塑性变形条件下,总变形既包括塑性变形,也包括除去外力后消失的弹性变形。
1.1.2塑性变形的基本形式金属塑性变形是金属在外力的作用下金属晶格先产生晶格畸变,外力继续加大时,产生晶格错动,而这种错动通常在晶体中采取滑移和孪动两种形式。
1.滑移当作用在晶体上的切应力达到一定数值后,晶体一部分沿一定的晶面,向着一定的方向,与另一部分之间作相对移动,这种现象叫滑移,图1.1.1。
金属的滑移面,一般都是晶格中原子分布最密的面,滑移方向则是原子分布最密的结晶方向,因为沿着原子分布最密的面和方向滑移的阻力最小。
冲压变形工序
冲压变形工序是金属及其他金属材料成型的一种常用的工艺方法。
它通过高压模具将金属材料塑性变形而成型,可以加工成各种复杂的异形件,例如零部件、弹簧等。
冲压变形工序的基本原理是利用高压的模具对金属材料进行塑
性变形,这种变形是在温度较低时发生的,不需要增加显著的热量,也不会影响材料的物理机械性能。
这种工艺可以有效减少材料的热处理特性,可以更好地满足客户的需求。
冲压变形工序的实施一般由模具冲压工序和成形工序组成。
在模具冲压工序中,金属材料受到高压力作用,发生塑性变形;在成形工序中,金属材料受到热处理,以保持塑性变形以及改善其性能。
冲压变形工序需要一定的器材和条件来满足,其中模具为主要工具,一般有厚度不同的垫层,垫层是用来保护金属材料表面,以利变形过程;另外,还有润滑剂,高压油,以及用于控制压力的气缸等,这些工具可以有效帮助实现冲压变形。
冲压变形工序的优点有很多,首先,这种工艺可以更有效地加工复杂的异形件,其次,冲压变形可以满足高精度要求,不同的材料变形成形的厚度可以控制在几毫米以内,而且这种工艺可以有效降低材料的热处理成本,从而大大提高产品的平均成本。
冲压变形工序也有一些不足之处,主要是模具成本较高,考虑到模具的复杂性,垫层材料的耗损较大,此外,冲压变形技术也存在有限性,例如复杂图形、精细结构等,都不能用这种技术来加工。
冲压变形工序是一种重要的金属成型工艺,它可以满足许多复杂的异形件的加工要求,可以有效减少材料的热处理成本,也可以在较低的温度下形成复杂的结构,有助于提高产品的质量。
可以说,冲压变形工序仍然是金属成型工艺中非常重要的一项。
[教学内容] 第一章概述2.1 冷冲压变形的基本原理概述[教学目的] 1、掌握2、理解[教学重点] 1、掌握2、理解[教学难点] [教学方法] 讲授法[教学时数] 2课时第一章[主要内容] 如下概述2.1 冷冲压变形的基本原理概述[教学内容] 2.2冷冲压材料及其冲压成型性能3.1冲裁概述[教学目的] 1、[教学重点] 1、[教学难点] [教学方法] 讲授法[教学时数] 2课时[主要内容] 如下2.2冷冲压材料及其冲压成型性能3.1冲裁概述[教学内容] 3.2冲裁过程的分析[教学目的] 1、[教学重点] 1、[教学难点] [教学方法] 讲授法[教学时数] 2课时[主要内容] 如下3.2冲裁过程的分析断面特征[教学内容] 3.3冲裁模间隙[教学目的] 1、[教学重点] 1、[教学难点] [教学方法] 讲授法[教学时数] 2课时[主要内容] 如下3.3冲裁模间隙[教学内容] 3.4冲裁模[教学目的] 1、[教学重点]掌握[教学难点] [教学方法] 讲授法[教学时数] 2课时[主要内容] 如下3.4冲裁模尺寸类型0.02 = 0.02(满足间隙公差条件)孔距尺寸:=L±=18±0.125×2×0.09 = (18±0.023)mm落料:校核:0.016 + 0.025 = 0.04 > 0.02(不能满足间隙公差条件)因此,只有缩小,提高制造精度,才能保证间隙在合理范围内,由此可取:δr≤0.4(Zmax-Zmin) =0.4×0.02=0.008mmδA≤0.6(Zmax-Zmin) =0.6×0.02=0.012mm故:三、例2如图2.4.3所示的落料件,其中d = 22±0.14mmZmin=0.10mm, Zmax=0.14mm由公差表查得:尺寸80mm,选x = 0.5;尺寸15 mm,选x = 1;其余尺寸均选x = 0.75。