FOXBORO_DCS_典型介绍
- 格式:ppt
- 大小:10.61 MB
- 文档页数:24

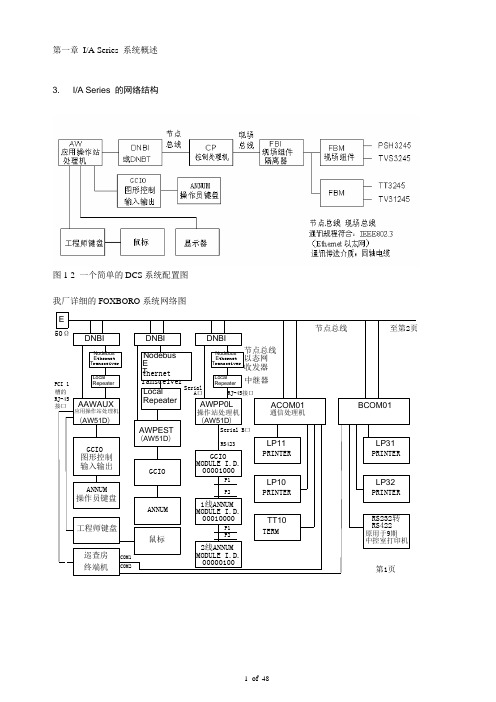
第一章 I/A Series 系统概述3. I/A Series 的网络结构图1-2 一个简单的DCS 系统配置图我厂详细的FOXBORO 系统网络图DNBIAAWAUXANNUM 操作员键盘DNBI (AW51D )AWPESTGCIOANNUMDNBIAWPP0L 1线ANNUM ACOM01PRINTER LP11PRINTER LP10TERMTT10BCOM01PRINTER LP31PRINTERLP32第1页(AW51D )应用操作站处理机通信处理机(AW51D )操作站处理机巡查房RS232转RS422原用于9期节点总线GCIO 图形控制输入输出MODULE I.D.00010000MODULE I.D.00000100GCIO MODULE I.D.00001000s erial B口s erialPCI 1槽的RJ-45接口RJ-45接口RS423P2P1P2P1中控室打印机Local RepeaterLocal Repeater LocalRepeater2线ANNUM Nodebus E thernet T ransceiver Nodebus E thernet T ransceiver Nodebus E thernet T ransceiver E 50Ω工程师键盘鼠标A口终端机节点总线以态网收发器中继器至第2页COM1COM2注:GCIO 断电10秒再电,ANMUN 全部灯闪一下控制处理机ACP601A1F100A1F300ACP602A2F300DNBI(AW51D )BAWESTGCIO ANNUMDNBI(AW51D )BWPP0LGCIO 中继器E EE E 至第3页9期K70屏(冗余)9期2楼夹层FBIFBI2线和11期公共1线FBI K25.1 屏 K25.2 屏Local RepeaterNodebus E thernet Local Repeater3线ANNUM固相ANNUMT ransceiver Nodebus E thernet T ransceiver 中继器中继器中继器(冗余)A A1F100B A1F200A A1F200BA2F100A A2F100B A2F200A A2F200B接第1页第2页BCOM15OPTIC 光纤1对MOD PCPLC001BCP601E E (AW51D )CAWESTGCIO ANNUM(AW51D )CWPP0LGCIO CCP601E E接第2页4线FCMDNBTDNBTAdapter固相ⅠN46屏 3线和固相FBI光纤转换器OPTIC 光纤转换器TDRDRDTD节点总线k25.3和 k25.5和k25.6屏s erialA口RJ-45接口Adapter5线ANNUM MODULE I.D.00010000MODULE I.D.000001004线ANNUM 注:Adapter是接线盒(冗余)(冗余)B1F100A B1F100BB1F200A B1F200B B1F300AB1F300BC01100A B ABC01100C01200C01200k25.4屏至第4页第3页DNBX(AW51B )AWPPOYGCIOANNUMACOM15RS232转CCP6025线和11期公用FCM 至第5页NOD BUS Extender PLC001RS422RS422转RS232节点总线扩展组件E E k25.7和k25.8屏T ransceiver(冗余)E(冗余)AB C02100A B AB C02100C02200C02200注:1、启动过程中Transceiver RCV 闪烁、PWR 亮2、正常运行时,Transceiver 的XMT 、RCV 闪烁,PWR 亮3、进线有问题,CLN 亮接第3页第4页DNBT(AW51D )DAWPOYDNBT(WP70)DWPP0YGCIOANNUMANNUM第5页DCP601E E10期控制室12期控制室节点总线AdapterAdapterE至第4页E(冗余)NOD BUS Extender 节点总线扩展组件(冗余)ABD01300AB ABD01300D01400D01400D01100A BABD01100D01200D012006. I/A Series 智能自动化系列的硬件应用操作站处理AWAW51 具有应用处理机和操作站处理机的双重功能。


第一章DCS系统概述1-1-1 #1机组控制系统采用了上海福克斯波罗公司制造的I/A’S系列DCS系统。
整套DCS 系统包括数据采集系统DAS、协调控制系统MCS、炉膛安全与监控系统FSSS、顺序控制系统SCS。
#1机组DEH系统和NCS系统,为新华公司产品。
改造后的#1机组采用以CRT为中心的操作和控制方式。
1-1-2 DAS系统包括锅炉、汽机、电气流程图,趋势图,成组显示,棒状图,机组日报表,事故追忆报表,SOE报表等等。
其流程图上具备实时运行参数、报警状态显示以及操作画面的调出。
1-1-3 MCS系统包括协调控制主控画面,成组操作器画面以及分布在流程图中的给水控制系统,引、送风控制系统,燃烧控制系统,主汽、再热汽温控制系统,一次风机控制系统,除氧器水位控制系统,除氧器压力控制系统,凝器水位控制系统,高加水位控制系统等等。
各子系统的自动投用可在相应的操作器上进行,协调控制方式的选择和投用在主控画面上进行。
1-1-4:FSSS系统包括燃油系统、燃煤系统、公用逻辑三大部分。
它们均分布在锅炉流程图中。
公用逻辑部分包含锅炉保护的主要内容,即炉膛吹扫、主燃料跳闸与首出原因记忆、点火条件、RUNBACK等。
燃油系统包含油层及油枪的投、切控制。
燃煤系统包含各制粉系统的控制。
1-1-5 SCS系统包括了锅炉、汽机的主要辅机、设备和系统的控制、联锁、保护和操作功能。
对重要的辅机设置了启动允许条件“P”、跳闸首出原因“T”、电气跳闸原因“F”。
1-1-6 DEH系统包括汽机控制系统DEH、小汽机控制系统MEH、旁路控制系统BPC三部分。
这三部分均可在两台DEH CRT上调出监视、操作。
1-1-7 NCS系统包括500KV、220KV和机组的公用系统三部分。
500KV升压站和220KV升压站的倒闸操作均可在NCS CRT上进行,公用系统的操作也在NCS CRT上操作。
第二章DCS系统硬件介绍I/A’S的系统结构是按节点(NODE)概念来构成的。

DCS控制系统及典型控制方案常洪娟⏹集散系统Distributed Control system,简称DCS⏹集散系统的含义是,利用微处理机或微型计算机技术对生产过程进行集中管理和分散控制的系统⏹技术基础微型计算机⏹应用对象生产过程⏹技术特点集中操作、管理和分散控制DCS的产生⏹50年代前,过程控制主要使用气动仪表⏹50年代后期,出现电动单元组合仪表⏹一次表留在现场的变送器和执行机构⏹二次表集中在中控室的调节与显示表⏹60年代,开始使用直接数字控制(DDC),由一台过程控制计算机对数百个回路进行控制,在带来很多优点的同时,出现了“危险集中”。
⏹70年代中期,出现集散系统。
操作更方便,集中管理,功能分散、任务分散的同时,危险也分散DCS发展历程(一)⏹1975年至1980年,初创期,代表产品有⏹Honeywell TDC2000⏹横河电机CENTUM⏹Foxboro SPECTRUM⏹技术特征:⏹带显示器的操作站与过程控制单元分离,实现了集中操作、分散控制⏹在硬件制造和软件设计上采用了冗余技术⏹引入了网络通信技术,以数据传输通道连接各组成部分,实现了系统内的资源共享DCS发展历程(二)⏹1980年至1985年,成熟期,代表产品有⏹Honeywell TDC3000(LCN)⏹横河电机CENTUM-A,-B,-D⏹Rosemount RS3⏹技术特征:⏹引入了局域网技术,通信范围扩大,数据传送速率大大提高,但各厂家网络通信机制各不相同。
⏹主要采用16位CPU,控制功能增强。
⏹操作站开始兼有简单的管理功能⏹采用上位机以完成一些复杂运算和较强的管理功能DCS发展历程(三)⏹1985年以后,扩展期,代表产品有⏹Foxboro I/A-S⏹Honeywell TDC3000X,TPS⏹横河电机CENTUM-XL,-uXL,-CS⏹Fisher-Rosemount Delta-V⏹技术特征:⏹系统开始走向开放,不同制造厂的产品可以相互连接、相互通信和进行数据交换。
HoneywellDCS系统简介一一.概述1. 点的分类点(POINT)可以看做是数据库中的记录,由参数列表组成从功能上可分为系统点和过程点。
系统点包括对系统的组态信息;过程点有分为硬件点和软件点,硬件点指完成基本I/O功能的过程点,软件点完成控制功能及逻辑运算等软件功能。
系统点的名称由系统自动给定,为无名点,过程点多为有名点,也可定义为无名点。
2.点的组态方法1)在US/GUS上通过PED(Parameter Entry Display)进行填表式组态,适用于小批量或局部修改。
2)在PC机上利用WORKBOOK软件进行填表式组态,生成EB 文件,再下装到HPM中,适用于批量组态及预先组态。
3)在PC机上利用TPS Build软件进行联机式组态,生成EB文件,再下装到HPM中,适用于批量组态及预先组态。
3.点的细目画面用于显示过程点的信息,变量,报警及组态的详细画面。
可选中一个点直接按DETAIL键,或先按DETAIL键再输入点名可调出点的细目画面。
二. 建立HPM的控制策略Engineer Menu→NETWORK INTERFACE MODULE→UCN NODE CONFIGURATION Enginee r Menu→NETWORK INTERFACE MODULE→NODE SPECIFIC CONFIGURATION1. HPM的扫描速率硬件点为1/4S,软件点的扫描周期需在组态HPM时定义,分为1S,1/2S,1/4S三种。
2. HPM的控制要求1)PU(Processing Unit)是一个时间概念,用来衡量HPMM CPU的软件处理能力,一个HPM最大每秒可处理800个PU。
2)MU(Memory Unit)是衡量HPMM内存容量的单位。
一个HPM最大可处理20000个MU。
3)LU(Link UNIT)是用来衡量I/O LINK电缆带宽的单位。
1000LU/HPM3. HPM的冗余方式HPM的冗余其实就是HPMM的冗余,过程板的冗余在组态IOP 时定义。
Foxboro DCS 硬件(CP/FBM/网络/电源)判断是否正常工作方法1、常用的方法一:这个也是比较快捷查找方法。
I/A 系统提供了一套用于本系统工作情况监测的软件包,我们称之为系统管理软件 (System Monitor)。
I/A 启动后,该软件即自动投入运行,监测系统设备状态和网络通讯,生成系统报警,并将报警信息发送到做系统定义时指定的操作站。
用该软件提供的SMDH(System Management Display Handler)界面我们可以方便地了解和响应系统中各设备的运行和系统通讯情况,执行故障查找、报警确认、报警禁止等操作。
一个系统监测软件最多可以监测32个站的运行情况,被监测的站其所有的从属设备都会被监测,例如CP被监测后,挂在该 CP下的所有的FBM卡件受到监测,每个AW只能安装一个System monitor软件。
监测到故障后,有2种办法进行报警:1、I/A显示上的System 键红色闪烁;2、在优先级设置为1级(Priority 1)的报警打印机上输出报警信息。
2级的信息是指设备的上线、离线,软件下载完成等信息。
系统中任何设备发生异常时,例如:打印机的打印电缆脱落,现场智能变送器与I/A系统的通讯中断,都将引起系统管理软件的报警响应。
I/A 菜单栏上的System键区域将会翻红并闪烁。
同时事先指定的打印机上也会输出报警信息。
System区域在每个环境中都会存在。
它有以下四种颜色状态,指示不同的系统硬件的当前情况。
固定的绿色正常闪烁的绿色曾经出现过故障又恢复了正常,但未确认过。
闪烁的红色有故障,尚未确认。
固定的红色故障尚未解决,但已经确认。
•双击System键,数秒钟后,屏幕上弹出如下一幅画面,这就是操作员与系统管理软件对话的人机界面。
•要退出该人机界面,按菜单栏上的 CLOSE 键。
DST -设置时钟同步CLOSE -退出系统监视器画面HOME -将显示界面翻到HOME页DOMAIN -将显示界面翻到DOMAIN页CLR MSG -清除屏幕顶部的信息行ACK CBL -确认电缆报警ACK ALL -确认除电缆以外所有的系统报警SAL - System Alarm List系统报警清单SW NTWRK -显示被选择的交换机网络INH DISP -显示被禁止报警的设备清单NEXT LEVEL -显示被选择设备的下一层设备EQUIP CHG -设备改变EQUIP INFO -设备信息CONFIG INFO -该设备的组态信息选择1个交换机,并点击NEXT LEVEL 按钮后出现DOMAIN界面显示出在该交换机上连接的站的设备。
foxboro福克斯波罗dcs发展史Foxboro为多个行业提供产品和服务,包括化工油气、石化、电力、纸浆和纸张、食品和饮料、水和污水处理行业等。
我们的客户依靠我们帮助他们以具有竞争力的价格生产优质的产品–安全、可靠、精准。
1908年E.H.和B.B.兄弟联手布里斯托尔在美国马萨诸塞州福克斯伯勒开设了商店,事实证明,这里是他们开发创新工程品牌的沃土。
Foxboro公司凭借勤奋和独创性而创立。
1920年代Foxboro开发并实现了机器车间和装配线技术的改进,同时对控制层面进行了改进。
由此创造出第一款Model10Stabilog比例加复位控制器。
1940年代Foxboro参与战争,借助其制造技术构建高度复杂的鱼雷装置。
为此,Foxboro荣获陆军海军E卓越奖。
1950年代Foxboro在小型化方面取得了进展,从大型记录器/控制器和本地控制转向集中控制室,并推出了首款成功的磁流量计。
1970年代Foxboro继续引领革命,推出SPEC200系统–第一个真正的分布式控制系统,以及VIDEOSPEC和其创新的可变功能键盘。
1980年代随着Foxboro的成熟,其DCS也达到完善。
Foxboro开发并推出了I/A系列系统–智能自动化的突破,永远重新定义了控制系统的配置方式。
1990年代Foxboro的DCS系统继续引进先进技术,取得新的发展势头。
I/A系列发射器将智能自动化引入现场,并提供远程诊断和维护信息。
2000年代结合WindowsNTServer70平台、屡获殊荣的科氏质量流系统CFT50和用于高温应用类型的DolpHin传感器,不断取得创新。
2013年FoxboroEvo过程自动化系统与世界领先的加工公司经过几十年的合作,提高了其所控制的每个运营层面的效率、生产力和可靠性。