基本尺寸孔轴
- 格式:ppt
- 大小:4.29 MB
- 文档页数:3

公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类。
2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)0.0xxxx μm孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级〉10~18 >18~30 〉30~50 〉50~80 >80~120 >120~180 〉180~250 >250~3157+25+7 +29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+20+12 +24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12 +28+15+33+17+39+20+45+23+52+27+60+31+66+347+30+12 +36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用.形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm 主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10〉10~18〉18~30>30~50>50~80〉80~120〉120~180>180~250〉250~315〉315~400〉400~5005 1.5 2 2。
5 2。
5 3 4 5 7 8 9 10安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
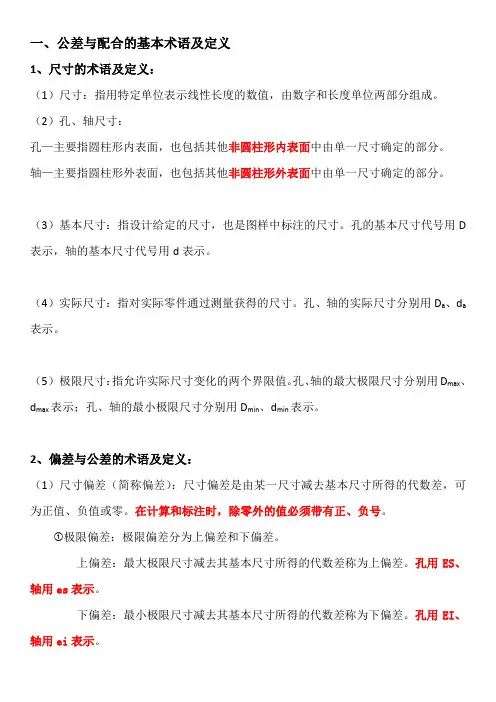
一、公差与配合的基本术语及定义1、尺寸的术语及定义:(1)尺寸:指用特定单位表示线性长度的数值,由数字和长度单位两部分组成。
(2)孔、轴尺寸:孔—主要指圆柱形内表面,也包括其他非圆柱形内表面中由单一尺寸确定的部分。
轴—主要指圆柱形外表面,也包括其他非圆柱形外表面中由单一尺寸确定的部分。
(3)基本尺寸:指设计给定的尺寸,也是图样中标注的尺寸。
孔的基本尺寸代号用D 表示,轴的基本尺寸代号用d表示。
(4)实际尺寸:指对实际零件通过测量获得的尺寸。
孔、轴的实际尺寸分别用D a、d a 表示。
(5)极限尺寸:指允许实际尺寸变化的两个界限值。
孔、轴的最大极限尺寸分别用D max、d max表示;孔、轴的最小极限尺寸分别用D min、d min表示。
2、偏差与公差的术语及定义:(1)尺寸偏差(简称偏差):尺寸偏差是由某一尺寸减去基本尺寸所得的代数差,可为正值、负值或零。
在计算和标注时,除零外的值必须带有正、负号。
极限偏差:极限偏差分为上偏差和下偏差。
上偏差:最大极限尺寸减去其基本尺寸所得的代数差称为上偏差。
孔用ES、轴用es表示。
下偏差:最小极限尺寸减去其基本尺寸所得的代数差称为下偏差。
孔用EI、轴用ei表示。
孔、轴的极限偏差可表示为:孔:孔的上偏差=孔的最大极限尺寸-孔的基本尺寸ES=D max-D孔的下偏差=孔的最小极限尺寸-孔的基本尺寸EI=D min-D轴:轴的上偏差=轴的最大极限尺寸-轴的基本尺寸es=d max-d轴的下偏差=轴的最小极限尺寸-轴的基本尺寸ei=d min-d②实际偏差:实际尺寸减去基本尺寸所得的代数差。
③孔、轴极限偏差的标注形式。
(2)尺寸公差(简称公差):允许尺寸的变动量称为尺寸公差。
它等于最大极限尺寸与最小极限尺寸之代数差的绝对值,也等于上偏差与下偏差之差的绝对值。
孔:T h=|D max-D min|=|ES-EI|轴:T s=|d max-d min|=|es-ei|注意:公差与偏差是两个根本不同的概念,公差是绝对值,不能为零,它代表制造精度的要求,反映加工难易程度;而偏差是代数差,表示与基本尺寸偏离的程度,与加工难易度无关。
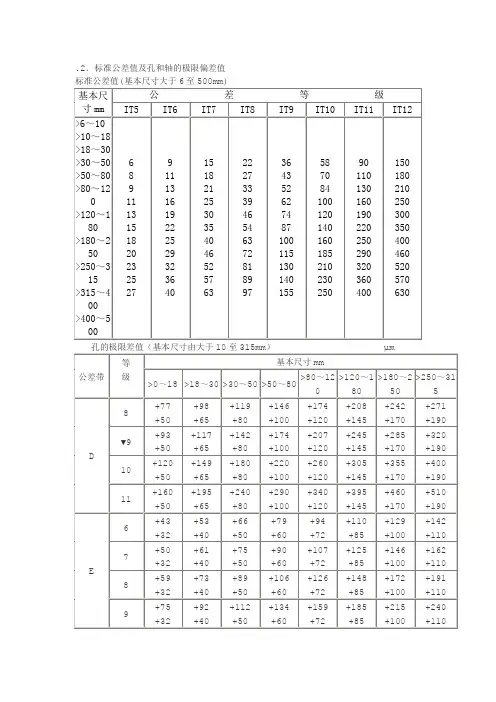
.2.标准公差值及孔和轴的极限偏差值
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
主参数d(D)图例主参数L图例
主参数L、d (D)图例
主参数d(D)、B、L图例
表面粗糙度
ⅠⅡ
可见加工痕迹
微见加工痕迹
看不见加工痕
迹
微辨加工痕迹
的方向
不可辨加工痕
迹的方向
暗光泽面
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取
3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。