扇形段基础框架安装方案
- 格式:doc
- 大小:1.25 MB
- 文档页数:18
框架施工方案所需材料在开展框架施工之前,需要准备一些必要的材料,这些材料包括木材、钢筋、水泥、砖块等。
其中,具体用到的材料会根据具体的项目而有所不同,请在施工前确认所需材料清单。
施工步骤第一步:规划和测量首先,需要进行规划和测量,确定好框架的尺寸和布局。
这一步非常重要,直接关系到框架的建造质量。
在进行规划和测量时建议找专业的工程师进行协助。
第二步:基础施工在进行框架施工之前,需要先进行基础施工,确保框架有稳固的基础。
具体的基础施工方式也会根据具体项目进行调整和改变。
第三步:制作龙骨和支撑接下来,需要进行龙骨和支撑的制作和安装。
在制作龙骨和支撑时,需要确保材料的尺寸和质量符合规定和要求。
安装时,需要注意均匀分布和正确固定。
第四步:搭建框架在完成龙骨和支撑的制作和安装之后,就可以开始搭建框架了。
在搭建框架时,需要根据规划和测量的尺寸和布局进行操作,确保框架的准确无误。
第五步:加强支撑在完成框架的搭建之后,需要加强支撑,提高框架的稳定性。
具体的加强方式可以根据需要进行调整和改变。
第六步:检查验收最后,需要进行框架的检查验收。
在检查验收时,需要全面地考虑框架的质量和安全问题。
在通过验收之后才能继续进行下一步的施工。
施工注意事项在进行框架施工时,需要注意以下几个方面:1.物料质量要过硬,严禁使用不合格材料;2.施工过程中要注意安全,发现隐患及时处置;3.在施工期间,要对框架进行定期检查,确保建造质量;4.在完工前进行全面的验收和检测,确保框架的质量和安全。
结论框架施工是一个复杂的过程,需要各项工作之间相互协调和配合。
在开展施工前,需要明确规划和测量,做好材料准备和基础施工。
在施工过程中,需要注意安全,提高质量,最终完成符合标准和要求的工程建设。
风扇搭建施工方案1. 引言本文档旨在提供一份风扇搭建施工方案,以帮助确保风扇搭建过程的顺利进行。
本方案将涵盖所需材料、施工步骤和注意事项。
2. 所需材料在进行风扇搭建施工之前,需要准备以下材料:- 风扇组件(包括风扇叶片、电机等)- 支架或支架安装器具- 螺丝和螺母- 电源线- 工具(如螺丝刀、扳手等)3. 施工步骤请按照以下步骤进行风扇搭建施工:步骤1:选择安装位置在开始风扇搭建之前,确定风扇的安装位置。
确保安装位置不会干扰其他设备或人员,并提供足够的空间以确保风扇可以正常运行。
步骤2:安装支架根据风扇的类型和设计,选择适当的支架或支架安装器具。
按照制造商提供的说明,安装支架并确保其稳固。
步骤3:安装电机和风扇叶片将电机正确安装在支架上,并根据制造商提供的说明,将风扇叶片固定在电机上。
步骤4:连接电源线将电源线连接到风扇的电源接口,并确保连接牢固。
在连接电源之前,确保断开电源以避免电击风险。
步骤5:测试风扇在风扇搭建完成后,重新连接电源并测试风扇是否正常工作。
确保风扇可以旋转,并检查是否有任何异常噪音或震动。
4. 注意事项在进行风扇搭建施工时,请注意以下事项:- 遵循制造商提供的安装说明和警示标签。
- 在进行任何施工之前,确保断开电源以避免电击风险。
- 使用适当的工具和技巧,避免损坏风扇组件。
- 如果遇到任何问题或困难,请及时咨询专业人士或制造商。
以上是风扇搭建施工方案的简要说明,希望能对您有所帮助。
在实际施工过程中,请始终注意安全,并根据具体情况进行调整。

框架安装施工方案框架安装施工方案一、施工准备1.了解施工现场情况,包括地基条件、周边环境等。
2.制定施工计划,明确施工要求和工期。
3.采购所需材料和设备,并进行验收和整理。
二、施工流程1.搭建脚手架:根据施工要求和设计图纸搭建脚手架,确保稳固和安全。
2.施工布局:根据设计图纸确定框架的位置和布局。
3.安装柱子:根据设计要求,先安装立柱,确保垂直和稳固。
4.安装梁:在立柱之间安装梁,确保水平和牢固。
5.安装横梁:在梁上安装横梁,加固结构和提高稳定性。
6.安装横撑:根据设计要求,在结构的合适位置安装横撑,增加框架的稳定性。
7.连接件安装:在框架的连接处安装连接件,确保框架的牢固和稳定。
8.检查调整:在安装完成后,及时进行检查和调整,确保整体结构的准确和合理。
9.验收交付:完成框架的安装后,进行验收,确保达到设计要求和施工标准。
10.清理整理:施工结束后,进行清理整理,保持施工现场的整洁和安全。
三、施工注意事项1.确认框架的设计和材料符合施工要求和标准。
2.安装过程中注意施工顺序和流程,保证工作的连续性。
3.施工现场要保持整洁和安全,防止事故和材料损失。
4.加强安全管理,做好施工人员的安全防护和培训。
5.及时发现和处理施工中的问题和难点,确保工期和质量。
6.与其他施工工序协调配合,确保顺利进行。
四、施工质量控制1.严格按照设计要求和施工标准进行施工,确保施工质量。
2.加强对材料和设备的质量控制,保证施工所用材料符合标准。
3.加强施工过程中的监督和检查,确保每个环节的质量。
4.对施工现场进行巡查,发现问题及时整改。
5.施工结束后进行验收,确保框架符合设计要求和标准。
6.与业主和设计单位保持及时沟通,确保施工质量达到预期。
通过以上施工方案,能够确保框架安装的顺利进行和施工质量的控制。
同时,加强安全管理和施工现场的整洁,能够有效降低施工风险。
在施工过程中,及时发现和处理问题,确保施工工期和质量,为后续工作的顺利进行提供保障。
连铸机设备扇形基础施工工法连铸机设备扇形基础施工工法一、前言连铸机设备扇形基础施工工法是针对连铸机设备基础施工而设计的一种工艺方法。
连铸机是冶金行业重要的设备,对其基础的施工质量和稳定性要求非常高。
本篇文章将详细介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例。
二、工法特点连铸机设备扇形基础施工工法具有以下几个特点:1. 结构合理:扇形基础结构可以分散和承载载荷,确保基础的稳定性。
2. 施工简单:采用预制扇形模板可以提高施工效率,减少施工工期。
3. 耐久性强:采用耐磨性强的材料和耐腐蚀性能好的涂料,增加基础的使用寿命。
4. 适应性好:适用于各种地质条件和环境要求,能够满足不同连铸机设备的基础需求。
5. 维护方便:基础结构简单,便于进行检修和维护工作。
三、适应范围连铸机设备扇形基础施工工法适用于各种连铸机设备的基础施工,包括:1. 钢铁冶金行业的连铸机设备;2. 铝合金冶炼行业的连铸机设备;3. 铜冶炼行业的连铸机设备;4. 锌冶炼行业的连铸机设备;5. 等其他类似连铸机设备的基础施工。
四、工艺原理连铸机设备扇形基础施工工法通过合理的施工工艺和技术措施,确保基础的稳定和可靠。
该工法首先进行地质勘察,确定土壤的承载力和地基条件,然后进行基础设计,确定合适的结构形式和尺寸。
接下来按照设计要求进行施工,首先进行基础的刨平和回填,然后进行土工布铺设,加固基础。
随后进行预制扇形模板的制作和安装,施工现场根据模板进行混凝土浇筑,并进行振捣和养护。
最后进行基础面的抹平和涂装,确保基础的平整和耐久性。
五、施工工艺连铸机设备扇形基础施工工艺包括以下几个主要施工阶段:1. 地质勘察:确定土壤条件和地基承载力;2. 基础设计:制定合适的基础结构和尺寸;3. 土方开挖:按照设计要求进行土方开挖和回填;4. 土工布铺设:铺设土工布以加固基础;5. 模板制作与安装:制作预制扇形模板并进行安装;6. 混凝土浇筑:根据模板进行混凝土浇筑,并进行振捣和养护;7. 抹平与涂装:进行基础面的抹平和涂装。
浅谈连铸机扇形段支撑安装调整摘要:在冶金工程中,连铸机是连接炼钢和轧钢的中间环节,铸坯的现状和质量直接影响到成品钢材的轧制形状和质量。
而弧形段支撑及各段定位安装调整是连铸线安装最重要的部分。
结合DANIELI公司设计的连铸机安装实例,对扇形段支撑及各段定位的调整进行研究。
关键词:弧形段底座内径千分尺调整精度Abstract: in the metallurgical engineering, the caster is connected, in the middle of the steel rolling steel and link, and the present situation of the slab quality directly affect the finished products of steel rolling shape and quality. And arc section support and paragraphs positioning installation adjustment is cc line install the most important part. Combined with the design of the caster DANIELI installations, for the period of support and paragraphs positioning of the adjustment of research.Key words: arc segment base diameter micrometer adjustment precision本套连铸机由意大利DANIELI公司设计,主要设备由DANIELI公司制造,其中包括弧形段支撑及定位块。
基础检查及复测按照规范完成,设备座浆完毕。
连铸机主要设备安装时首先连铸机的水平底座和上支承座的安装这两部分安装的好坏直接影响下一步弧形段的安装,且这两部分的要求精度也非常高。

连铸机设备扇形基础施工工法连铸机设备扇形基础施工工法一、前言连铸机设备是钢铁生产过程中的关键设备之一,扇形基础作为其重要的支撑结构之一,承载着连铸机设备的重量和运行振动。
因此,合理施工和设计扇形基础对保证设备的正常运行和生产效率具有重要意义。
本文将介绍连铸机设备扇形基础施工工法,重点介绍其工法特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点连铸机设备扇形基础施工工法具有以下几个特点:1. 扇形基础采用先进的工艺技术,对地基进行加固和处理,以保证设备的稳定性和可靠性。
2. 施工过程采用模板浇筑,能够根据设备的具体尺寸和形状进行灵活调整,提高施工的效率和准确性。
3. 采用分段施工,能够保证施工过程的步骤清晰、有序,减少施工时间和质量问题。
4. 采用专用的混凝土设备和材料,能够保证施工过程的材料质量和混凝土浇筑的均匀性和强度。
三、适应范围连铸机设备扇形基础施工工法适用于各种规模的连铸机设备扇形基础建设,包括大型和小型连铸机设备。
同时,该工法适用于各种地理环境和地质条件,能够应对不同的土壤情况和地下水位。
四、工艺原理连铸机设备扇形基础施工工法基于以下原理:1. 地基加固原理:通过地基加固措施,提高地基的稳定性和承载能力,避免地基沉降和变形对设备造成不利影响。
2. 混凝土浇筑原理:采用高标号混凝土,配以适量的掺合料,通过合理的浇筑工艺,保证混凝土的均匀性和强度。
3. 分段施工原理:将扇形基础划分为若干段,按照先后顺序进行施工,以确保施工的质量和效率。
五、施工工艺连铸机设备扇形基础施工工艺包括以下阶段:1. 地基处理:清理地面并平整地基,根据地质勘探报告的结果进行地基加固。
2. 模板搭设:根据设备的具体尺寸和形状,搭设模板,以确保扇形基础的准确度和平整度。
3. 钢筋布置:根据设计图纸要求,将钢筋按照预定的布置方案进行设置。
4. 混凝土浇筑:采用泵车将预先配制好的混凝土抽送到模板内,通过振动和平整操作确保混凝土的均匀密实。
框架结构完整施工方案1.准备工作(200字)在进行框架结构施工之前,首先需要进行准备工作。
这包括对施工现场进行勘测和评估,了解地形和土壤的情况,确定框架结构施工的具体要求。
2.框架安装(300字)框架安装是施工的核心环节。
首先,根据设计图纸确定框架的尺寸和位置,然后将框架的各个组件依次安装起来。
在安装过程中,要保证框架的水平和垂直度,以及各个组件之间的紧密连接。
3.连接(200字)连接是框架结构施工的重要环节。
在进行连接之前,需要对连接件进行处理,确保其表面平整,并进行除锈和防腐处理。
然后,将连接件按照设计要求连接到框架的各个部位。
4.调整(200字)调整是框架结构施工不可或缺的一部分。
在框架安装和连接完成之后,需要对整个结构进行调整,保证其水平和垂直度。
这一过程中,可以使用水平仪、测量工具等设备进行精确定位和调整。
5.固定(200字)固定是框架结构施工的最后一步,也是保证结构稳固性的关键。
在进行固定之前,需要对安装的框架结构进行检查和测试,确保其稳定性和安全性。
然后,采用适当的方法和材料,将框架结构牢固地固定在地基或墙体上。
6.验收(200字)框架结构施工完成后,需要进行验收工作。
这包括对施工质量、安全性和符合设计要求的检查。
验收过程中,可以采用可视检查、力学测试等方法,对框架结构的各个方面进行评估和确认。
整个框架结构完整施工方案需要在项目实施过程中严格按照设计要求和相关标准进行执行。
同时,施工团队要具有专业的技术和经验,保证施工过程的质量和安全。
在施工过程中,还需要注意材料的合理利用和环境保护,确保施工工作的可持续性和环境友好性。
最后,完成施工后的验收工作,可以保证框架结构的质量和安全性,同时也为后续的使用和维护提供了可靠的基础。
框架施工方案一、前言框架施工是建筑工程中至关重要的一环,它直接影响到整个建筑物的结构安全和稳定性。
本文将详细介绍框架施工方案的制定与实施过程,以确保施工质量和工期效率。
二、方案制定在制定框架施工方案之前,需进行详细的工程测量和设计分析。
根据设计图纸和相关规范要求,确定施工工艺、施工方法、施工顺序等内容。
同时,对施工过程中可能出现的风险和问题进行评估,制定相应的应急预案。
三、施工准备在正式施工前,需要准备好必要的施工材料、设备和人力资源。
确保所有施工人员具备相关资质证书和经验,熟悉施工图纸和施工规范。
同时,搭建好施工现场的安全防护措施,保障施工人员的安全。
四、施工过程1. 基础施工首先,进行桩基施工,保证基础的承载能力和稳定性。
接着进行地下结构的浇筑和施工,确保框架施工的基础牢固。
2. 钢结构搭设根据设计要求和图纸,将钢结构的各个部件按照规定的顺序和位置搭设起来。
在搭设过程中,需注意各个连接点的牢固性和符合规范要求。
3. 混凝土浇筑在完成钢结构搭设后,进行混凝土的浇筑工作。
确保混凝土浇筑的质量和密实度,以提高整体结构的强度和稳定性。
4. 支撑和固定在框架施工过程中,需要设置支撑和固定措施,保证整个结构在施工过程中不发生变形和倾斜。
同时,定期检查支撑和固定的情况,及时调整和修复。
五、质量验收完成框架施工后,进行质量验收工作。
主要检查结构的尺寸精度、连接牢固性、材料质量等方面,确保施工质量符合规范要求。
如有不合格的地方,需进行整改和调整。
结语通过本文的介绍,相信读者对框架施工方案的制定和实施过程有了更清晰的认识。
框架施工是一项复杂而重要的工程,需要施工人员的细心和专业知识,以确保建筑物的安全和稳定。
希望本文能对相关从业人员有所帮助,谢谢!以上为框架施工方案文档,如有疑问或需进一步了解,请随时与我们联系。
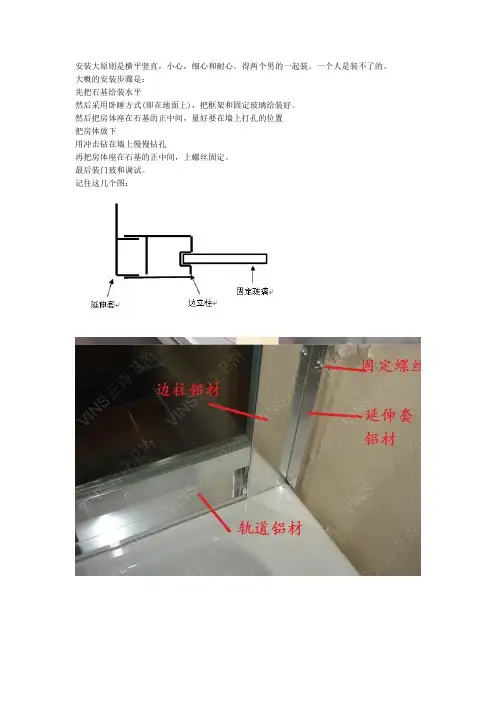
安装大原则是横平竖直,小心,细心和耐心。
得两个男的一起装。
一个人是装不了的。
大概的安装步骤是:
先把石基给装水平
然后采用卧睡方式(即在地面上),把框架和固定玻璃给装好。
然后把房体座在石基的正中间,量好要在墙上打孔的位置
把房体放下
用冲击钻在墙上慢慢钻孔
再把房体座在石基的正中间,上螺丝固定。
最后装门玻和调试。
记住这几个图:
上滑轮:
上滑轮是没有弹性的。
上滑轮装好后的样子:
下滑轮:
下滑轮是有弹性的。
下滑轮装好后的样子:
如果有什么不明白的话,可以随时联系我们的。
让师傅细心耐心点装就行。
呵呵。
在安装的时候,得把我们的纸箱当毛毯用,垫在地上保护一下。
玻璃上的塑料护角也要在最后一步再拆除。
钢化玻璃最脆弱的是角。
在安全的情况下,千万别让玻璃的角磕地了。
有任何疑问,欢迎随时联系哦。
扇形段基础框架功能介绍
扇形段基础框架功能介绍
位置:
在铸机区域,安装在混凝土基础上,用于支撑扇形段。
功能:
将弯曲段、扇形段安装及支撑在准确的位置。
设备组成:
主要由弯曲段支撑座、扇形段支撑框架、水连接装置、水气连接管路等组成。
弯曲段支撑座用于安装弯曲段的下部耳轴。
弯曲段支撑座安装在弧形段的基础框架的上部。
扇形段支撑框架共分3段,分别通过固定支座和浮动支座安装在混凝土基础上。
每个支撑框架上面设有扇形段安装座,扇形段的安装座有两种型式,一种是固定座,形状为半圆柱型,一种是浮动座,形状为平面。
每个扇形段的安装座由两个固定座和两个浮动座组成。
所有弯曲段及扇形段的安装面采用不锈钢或不锈钢堆焊。
扇形段通过四个安装座安装在支撑框架上。
扇形段与基础框架间采用大螺栓连接,确保扇形段与基础框架间的连接无间隙。
每个支撑框架上都设有水连接装置,用于扇形段上的水气管路与车间供水管路的连接。
当扇形段安装到基础框架上时,扇形段的水气自动与车间管路接通。
水连接装置的管路采用不锈钢。
支撑框架上的水连接装置与车间管路的连接采用软管连接。
冷却水气管路及软管采用不锈钢。
框架基础施工方案框架基础施工方案1.项目概述本项目是一个框架基础施工方案,旨在提供一个框架搭建的基础工作。
在该方案中,我们将介绍框架的搭建步骤、所需的工具和技术、以及施工过程中可能遇到的问题和解决方案。
2.施工步骤2.1 需求分析:首先,我们需要明确项目的需求和目标,确定需要搭建的框架的功能和特性。
2.2 技术选型:根据项目需求,选择适合的技术和工具。
考虑到框架的可维护性和扩展性,建议选择成熟的开源框架。
2.3 系统设计:根据需求和技术选型的结果,进行系统设计。
包括框架的整体结构、模块划分、数据流程等。
2.4 搭建基础结构:按照设计的结果,搭建框架的基础结构。
包括创建文件和文件夹、配置文件、初始化数据库等。
2.5 模块开发:根据系统设计,逐步开发各个模块。
包括编写代码、测试和调试等。
2.6 功能集成:将各个模块进行集成,测试整体功能是否正常。
2.7 优化和维护:对框架进行优化和维护工作,确保框架的稳定性和可用性。
3.所需工具和技术3.1 开发工具:根据选择的技术,选择合适的开发工具。
如IDE、代码编辑器、版本控制工具等。
3.2 技术选型:根据项目需求和开发团队的技术实力,选择合适的技术和框架。
如Java技术栈、Python技术栈等。
3.3 数据库管理系统:选择合适的数据库管理系统,如MySQL、Oracle、MongoDB等。
3.4 部署和运维工具:选择合适的部署和运维工具,如Docker、Kubernetes等。
4.可能遇到的问题和解决方案4.1 技术选型不当:在技术选型阶段,如果选型不当,可能会导致后期开发困难或功能无法实现。
解决方案是在选型前进行充分的调研和评估,并与开发团队进行讨论和决策。
4.2 框架搭建困难:框架搭建过程中,可能会遇到一些困难和挑战,如环境配置、依赖管理等。
解决方案是充分了解所选框架的文档和教程,积极寻求帮助和交流。
4.3 代码质量和性能问题:在开发过程中,可能会存在代码质量和性能方面的问题。
扇形段对中台装配调整方法1. 引言扇形段是一种常见的构件形式,在建筑、机械、航空等领域都有广泛应用。
扇形段对中台的装配调整是获得精准的装配结果的关键。
本文将介绍扇形段对中台的装配调整方法。
2. 扇形段对中台的定义扇形段对中台是指由多个扇形段组成的平台,用于支撑和调整扇形段的位置。
扇形段对中台的主要作用是确保扇形段在装配过程中的位置和角度的准确性。
4. 装配调整方法4.1 基座的安装将基座放置在装配位置上,并与其下方的基础相连接。
基座的安装要注意保持水平和垂直方向的准确性,在安装过程中可以使用水平仪和垂直仪进行调整。
4.2 扇形段的装配将扇形段放置在基座上,并使用螺栓或焊接等方式固定。
在装配过程中,要注意扇形段之间的间隙和位置的准确性,可以使用测量工具进行调整。
4.3 调整板的调整调整板是用于调整扇形段位置和角度的关键部分。
调整板有多种形式,可以是可调节的螺栓、转动轴或可伸缩的装配件等。
在调整板上安装扇形段时,可以通过调整调整板的位置和角度来实现扇形段的精确对中。
5. 装配调整的注意事项在扇形段对中台的装配调整过程中,需要注意以下事项:5.1 精确测量在装配过程中,要使用精确的测量工具进行测量,确保扇形段的位置和角度的准确性。
可以使用尺子、测角仪、测量块等工具进行测量。
5.2 小幅度调整在装配调整过程中,要进行小幅度的调整,逐步迭代,避免一次性调整过大而导致装配失败。
5.3 调整记录在装配调整过程中,要记录每次的调整结果,包括调整的方法、调整的幅度和调整后的结果等。
这可以为后续的装配调整提供参考。
6. 总结扇形段对中台的装配调整是确保扇形段装配位置和角度准确的关键。
本文介绍了扇形段对中台的结构和装配调整方法,并提出了注意事项。
通过正确的装配调整方法,可以获得精确的装配结果,提高扇形段的装配质量。
扇形段基础框架安装5.3.45.3.4.1香蕉支座安装5.3.4.1.1防滑座安装及调整参照下面两图,按己埋设基准点和基准线分别进行各防滑座及底座安装。
防滑座及底座为组合设备,安装应以底座定位。
底座定位图(一)底座定位图(二)5.3.4.1.2底座支承销轴(上、下部)安装及调整在防滑座上安装底座时,用组合垫进行调整。
调整时以底座上支承销轴为测定对象,以铸流中心及外弧基准线为基准,仔细测定后,按规定尺寸要求进行调整(调整要领见下页图)。
(a) 上部底座(支承销轴)安装及调整(自由端)上部底座(+7.330基础面)上支承销轴位置精度直接影响铸机外弧基准线实际位置精度。
因此要特别细心进行调整[调整采用经加工垫板和组合垫(t=20mm),把支承销轴调到要求高度,斜卡板调整支承销轴前后位置],其调整精度目标值为0(目视)。
(b)中部(+2.270基础面)和下部底座(一0.1.16基础面)(支承销轴)安装及调整(固定端)安装及调整同(a)。
支承销轴调芯要领图(i)香蕉支座及底座安装调整好后,用扇形段支座点检测装置(图号:l l5.03SB010040)对香蕉支座进行检查。
(j)香蕉支座上扇形段支座位置通过调整修磨垫片组(见下图)来满足扇形段安装要求。
定位端5.3.4.1.5扇形段落于基础框架后,用液压螺母固定。
扇形段4个液压螺母预紧打压如打压图所示,在2台高压手动泵加压下,使螺杆伸长,产生预紧力。
此时件308及件307之间出现间隙,然后拧动圆螺母把间隙消除。
在卸去油压,此时扇形段即固定完成,具体操作见后面详述。
1)螺杆(图中件302)摆正到锁紧位置(垂直位)。
2)转动M20螺钉(图中件1 01),使螺杆下降,使上面螺母(件303)接触到扇形段。
3)继续转动M20螺钉,使之端头及销轴(件307)之1'日-3有5mm间隙,而这时销轴(件307)及液压螺母垫板(件308)之间间隙大约有15mm。
4)对扇形段两侧液压螺母同时加载(充压力油),压力为200bar,以消除上述l5mm间隙。
框架安装施工方案的编制与调整策略一、前期准备工作前期准备工作是框架安装的关键步骤,包括材料采购、人员调配和施工场地准备等。
在准备工作中,需要做好方案的编制与调整,以确保整个施工过程的顺利进行。
1.材料采购在框架安装施工前,首先需要进行材料的采购工作。
采购过程中,需要根据实际情况制定采购方案,并与供应商保持良好的沟通,确保供应链的畅通。
当然,在采购过程中,要注意材料的价格、品质和供货周期等要素,并选择可信赖的供应商。
2.人员调配人员调配是框架安装施工中不可忽视的一环。
需要根据施工的规模和难度,合理分配工人和施工队的人员数量。
此外,还需要根据各个施工环节的技术要求,调配具备相应经验和技能的工人,以确保施工质量。
在人员调配时,要注重培训和安全意识的加强,提高工人的施工素质和安全保障能力。
3.施工场地准备施工场地的准备工作也是框架安装的关键环节。
在进行施工前,需要将施工区域清理干净,确保施工面积空旷且平整。
此外,还需要检查场地的地基情况,确保地基的平整度和承载力,以保证框架安装的稳固性。
二、框架安装方案的编制在进行框架安装时,需要制定详细的施工方案,以确保施工过程的有效管理和操作。
框架安装方案的编制应包括以下几个方面:1.框架安装顺序制定框架安装的顺序是保证施工进度和质量的重要步骤。
在编制方案时,需要考虑到框架的结构特点和安装难度,合理确定安装的先后顺序。
一般情况下,建议先安装主体框架,再进行细节和附属部件的安装,以确保整个框架的稳固性和安全性。
2.施工工艺流程在编制方案时,还需要明确每个施工环节的具体操作步骤。
从框架的吊装、调整到安装,都要做出详细的计划和操作要求,确保施工过程的规范化和标准化。
此外,还需要对施工工艺流程中可能遇到的问题和风险进行预测和分析,并制定相应的应对措施。
3.安全措施框架安装过程中,安全是最为重要的因素之一。
在编制方案时,要充分考虑安全因素,制定详细的安全措施和防护措施,确保施工人员的人身安全。
一、工程概况本工程位于某市某河段,河堤全长约1000米,河堤宽度为10米,堤高为5米。
由于河堤承受水流冲刷和自然风化等因素的影响,为确保河堤安全及行人、车辆通行安全,特制定本扇形河堤护栏安装工程施工方案。
二、施工目标1. 确保河堤安全,防止水流冲刷和自然风化对河堤的破坏。
2. 提高河堤的美观度,提升城市整体形象。
3. 确保行人、车辆通行安全,减少交通事故的发生。
三、施工准备1. 材料准备:护栏材料、焊接材料、连接件、防护网、涂料等。
2. 工具准备:切割机、焊接机、电钻、水平尺、卷尺、扳手等。
3. 人员准备:施工队伍、技术人员、安全员等。
4. 施工场地准备:清理施工区域,确保施工环境整洁。
四、施工方法1. 护栏制作(1)根据设计图纸,制作扇形河堤护栏,确保尺寸准确、结构牢固。
(2)采用优质钢材,确保护栏具有良好的耐腐蚀性能。
(3)护栏表面进行防腐处理,提高使用寿命。
2. 护栏安装(1)在河堤两侧确定安装位置,标记出护栏的起始点和终止点。
(2)根据标记点,使用水平尺和卷尺进行测量,确保安装位置准确。
(3)使用电钻在河堤上钻孔,孔径略大于连接件。
(4)将护栏连接件插入孔中,调整位置使其水平。
(5)使用焊接机将连接件与河堤固定,确保牢固。
(6)安装完毕后,检查护栏是否垂直、水平,如有偏差及时调整。
(7)安装防护网,防止异物掉落。
3. 防腐处理(1)在护栏安装完成后,对护栏进行防腐处理。
(2)使用涂料对护栏进行喷涂,确保涂层均匀、厚实。
(3)涂层干燥后,进行检查,确保防腐效果良好。
五、施工安全措施1. 施工现场设置安全警示标志,提醒施工人员和行人注意安全。
2. 施工人员必须佩戴安全帽、手套、防护眼镜等个人防护用品。
3. 施工过程中,注意高空作业安全,防止坠落事故发生。
4. 严格遵守操作规程,确保施工质量。
六、施工进度安排1. 施工前期准备:5天2. 护栏制作:10天3. 护栏安装:15天4. 防腐处理:5天5. 施工验收:5天总计:40天本工程施工方案旨在确保河堤安全、提高河堤美观度,为行人、车辆提供安全保障。
扇形段基础框架安装5.3.45.3.4.1香蕉支座的安装5.3.4.1.1防滑座的安装及调整参照下面两图,按己埋设的基准点和基准线分别进行各防滑座及底座的安装。
防滑座及底座为组合设备,安装应以底座定位。
底座定位图(一)底座定位图(二)5.3.4.1.2底座支承销轴(上、下部)的安装及调整在防滑座上安装底座时,用组合垫进行调整。
调整时以底座上的支承销轴为测定对象,以铸流中心及外弧基准线为基准,仔细测定后,按规定尺寸要求进行调整(调整要领见下页图)。
(a) 上部底座(支承销轴)的安装及调整(自由端)上部底座(+7.330基础面)上的支承销轴的位置精度直接影响铸机的外弧基准线的实际位置精度。
因此要特别细心的进行调整[调整采用经加工的垫板和组合垫(t=20mm),把支承销轴调到要求的高度,斜卡板调整支承销轴的前后位置],其调整精度目标值为0(目视)。
(b)中部(+2.270基础面)和下部底座(一0.1.16基础面)(支承销轴)的安装及调整(固定端)安装及调整同(a)。
支承销轴的调芯要领图(i)香蕉支座及底座安装调整好后,用扇形段支座点检测装置(图号:ll5.03SB010040)对香蕉支座进行检查。
(j)香蕉支座上的扇形段支座的位置通过调整修磨垫片组(见下图)来满足扇形段的安装要求。
定位端5.3.4.1.5扇形段落于基础框架后,用液压螺母固定。
扇形段4个液压螺母的预紧打压如打压图所示,在2台高压手动泵的加压下,使螺杆伸长,产生预紧力。
此时件308与件307之间出现间隙,然后拧动圆螺母把间隙消除。
在卸去油压,此时扇形段即固定完成,具体操作见后面详述。
1)螺杆(图中件302)摆正到锁紧位置(垂直位)。
2)转动M20的螺钉(图中件1 01),使螺杆下降,使上面的螺母(件303)接触到扇形段。
3)继续转动M20的螺钉,使之端头与销轴(件307)之1'日-3有5mm的间隙,而这时销轴(件307)与液压螺母垫板(件308)之间的间隙大约有15mm。
4)对扇形段两侧的液压螺母同时加载(充压力油),压力为200bar,以消除上述的l5mm的间隙。
5)进一步对两侧同步加载到1 325bar,注意液压螺母的行程不得超过20mm,必要时可以适当调整上面螺母(件303)的位置。
6)旋转液压螺母上的圆螺母,使之贴紧液压螺母本体,然后将液压系统卸载。
b液压螺母卸载松开操作步骤(见液压螺母结构图)1)对扇形段两侧的液压螺母加载950bar,使液压螺母上的圆螺母能够拧动。
2)拧松液压螺母上的圆螺母。
3)逐渐对扇形段两侧的液压螺母卸载到200bar,但应保证液压螺母本体与圆螺母之间有间隙。
4)完全卸去液压系统压力,然后转动M20螺钉并将液压螺母中的液压油排出,使其活塞(309)完全缩进去。
5)旋转M20的螺钉(件1 01),使螺杆(件302)上升l 5mm。
6)将螺杆向侧面摆开,使扇形段能顺利吊出。
5.3.4.2扇形段各基础框架的安装参照下图和有关图纸,按已埋设的基准点和基准线将防滑座安装就位。
防滑座及底座为组合设备,安装时应以底座定位。
(a)防滑座的安装和调整◇以铸流中心及外弧基准线为基准,仔细测定后,按规定尺寸要求进行防滑座的定位和调整。
◇调整时以固定端为测定对象。
固定端是辊列弯曲弧段及铸流外弧基准线的基准。
因此,要特别细心的进行调整。
◇防滑座的安装精度参照下表和有关图纸检查。
防滑座安装精度表(b)底座的安装◇以铸流中心及外弧基准线为基准,仔细测定,按规定尺寸要求进行底座的定位和调整。
◇底座的调整用组合垫进行。
调整时以固定端底座的销轴为测定对象。
固定端支承销轴是辊列弯曲弧段及铸流外弧基准线的基准。
因此,.要特别细心的进行调整。
◇底座的安装精度参照下表和有关图纸检查。
底座安装精度表(c)底座安装调整好后,将基础框架装配(一)~(三)逐一安放到底座上,并用扇形段支座点检测装置(图号:1 15.03SB010040)对基础框架进行检查。
5.3.5扇形段更换导轨的安装(a)扇形段更换导轨由传动侧导轨和非传动侧导轨两部分组成。
其两侧的安装图如下:(b)划线:将前面图中顶部尺寸,在导轨上口处的平台上划线,作为导轨安装的基准。
(c)吊装:在每一根导轨上的适当位置临时焊接两个吊耳,用于吊装导轨和调整导轨的角度、位置。
(d)预安装与调整:导轨按照上图中所示的方式吊装到位后,使用导轨检测装置,逐一进行调整,然后将定位支架点焊在铸机两侧墙的预埋钢板上,初步固定住导轨。
按照1 1 5.03SB010036,115.03SB010037图中的尺寸要求,检查安装尺寸。
(e)使用导轨检测装置,(图115.03SB010039)逐一检查导轨安装位置精度。
(参照下图、精度表和有关图纸进行检查,通过调整定位支架来调整导轨的位置)(d)扇形段更换导轨安装检验精度表:序号检测项目测量值标准值(mm)备注1导轨出口中心线偏差<±12两侧导轨中心线之差<13导轨直线段垂直度<0.5/1 0004两侧导轨的导向板间导向宽度4485-2(e)检查调整完成后,焊牢定位支架和导轨,安装完成。
5.3.6扇形段l~11段的安装(图号:115.03SB010025~010032)在扇形段基础框架和扇形段更换导轨安装结束后,方可进行扇形段的安装。
安装按下列步骤进行。
a准备工作◇扇形段在线外对好弧,并进行对弧精度检查正确无误。
◇将扇形段1~6的开口度调到最小。
◇扇形段更换吊具检查符合使用要求。
◇所有软管的安装必须符合软管安装的有关规定。
在软管受烘烤严重的地方必须采取措施加以保护。
b吊装扇形段1~6段吊装:夺用浇铸跨吊车,利用扇形段更换吊具,从维修区将扇形段吊挂起来送往安装位置。
◇将扇形段的安装面清理干净。
◇扇形段更换吊具插入扇形段更换导轨,将扇形段安装到对应位置。
(见扇形段安装图)C扇形段安装时特别应注意之处(1)所有设备的安装接触面必须清除干净。
(2)所有软管的安装必须符合软管安装的有关规定。
在软管受烘烤严重的地方必须采取措施加以保护。
(3)每个设备的安装必须以铸机的外弧基准和铸机的最终矫直点为基准进行校正。
5.3.7主机设备的在线对弧(图115.03SB010068)除在设备安装过程中进行对弧检查外,铸流导向设备安装结束后,应统一进行对弧检查。
5.3.8.1结晶器与弯曲段对弧检查检查方法与精度要求参照下图:结晶嚣足辊和弯曲段对弧水平杈捡铡面(水平度偏差印接触点错开之差(0.2mm)另一种测量法:水平仪气泡处于中位,测量接触点,应使间隙小于0.2mm 5.3.7.2弯曲段与扇形段对弧检查方法与精度要求参照下图:弯曲段下部与l抖扇形段上部对孤检查应符合:|a-b|≤0.35.3.7.3扇形段1撑段~7拌段之间的对弧检查检查方法与精度要求参照下图:1~7扇形段对弧检查应符合:|a-b|≤0.35.3.7.4 7撑扇形段下部和8撑扇形段前部的辊子对弧检查检查方法与精度要求参照下图:检查应符合:5.3.7.5 8≠}扇形段后部与9撑扇形段前部,以及水平扇形段之间辊子的对弧检查检查方法与精度要求参照下图:检查应符合:|a-b|≤0.35.3.7.6 9#~l1#扇形段之间辊子的对弧检查检查方法与精度要求参照下图:检查应符合:|a-b|≤0.3注意事项:a用于对弧的样板是非常重要的量规,使用前应对其进行检查,无误才能使用。
在现场使用时一定要仔细,不要使其变形或损坏。
用完后应妥善保存。
b当在线对弧后需要校正时,应通过调整设备本身所具有的调整手段进行调整,而不应采用加减螺母锁紧力等影响设备使用的方法。
5.3.8扇形段驱动装置安装(图号:115.03SB010033、010034)(1) 驱动装置底板的安装a驱动装置底板安装时,以最终矫直点或后缘线以及铸流中心线为基准进行定位。
b将底板(一)(用于l~6#扇形段)和底板(二)(用于7~1l#扇形段),分别在底板的底面装配4个Ml6的螺栓和螺母,并将螺母焊牢在底板的底面(参见扇形段驱动装置有关图纸)。
C逐一将底板就位,通过调节Ml6的螺栓,调整底板面的标高和水平度。
d底板表面标高偏差:±0.5mm;底板表面水平度:0.2mm:底板中心位置度:±lmm。
(2)驱动装置安装要领(参见驱动装置装配要领图)上辊中心驱动装置装配要领图a减速机和电机有不同规格(容量、转数)的几个种类,应与驱动辊号相对应的按图纸要求正确布置和安装。
按图纸要求的调整垫的厚度和片数进行调整。
b传动轴的安装安装传动轴时,按图纸要求,针对传动辊号所规定的规格参数(长度、直径等)进行安装,以免出错。
C减速机、电机制动器调整后,为了防止错位,在现场焊上挡块。
d传动装置安装精度表序号测定项目测定值及测定方法目标值容许值1 2 3 4轴向间隙值A(绝对偏差)(最大一最小值)不同轴度a,b,C,d轴向间隙值B(绝对偏差)(最大一最小值)轴心偏差a,b,C,d(不士0.50.080.O8士1.0(0.10)0.10士1.00.100.10士2.0(0-20)0.205.4出坯区设备的安装。