注塑机螺杆选型及技术参数计算
- 格式:pdf
- 大小:8.16 MB
- 文档页数:45
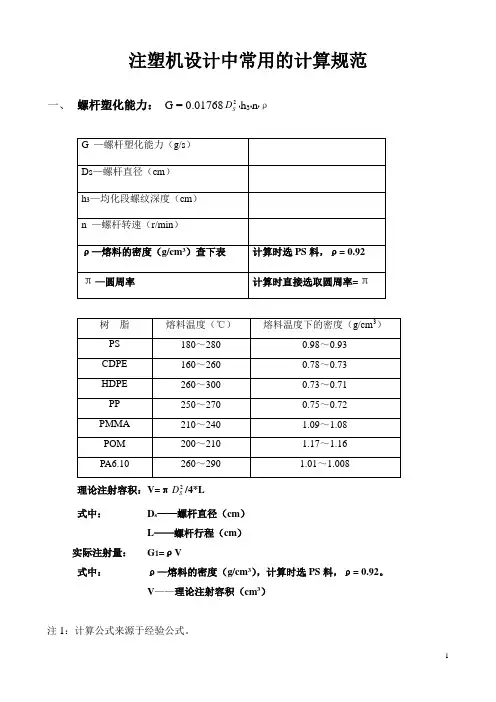
注塑机设计中常用的计算规范一、螺杆塑化能力:G = 0.017682D·h3·n·ρSD/4*L理论注射容积:V=π2S式中:D s——螺杆直径(cm)L——螺杆行程(cm)实际注射量:G1=ρV式中:ρ—熔料的密度(g/cm3),计算时选PS料,ρ= 0.92。
V——理论注射容积(cm3)注1:计算公式来源于经验公式。
二、螺杆的强度根据螺杆最常见的破坏,是在加料段螺槽根径处发生断裂,所以螺杆的强度计算就以此处计算其应力。
σr =224τσ+c≤〔σ〕 式中:压缩应力σc =sF P 0= 210⎪⎪⎭⎫ ⎝⎛d D 0p剪应力 τ=stW M 材料许用应力〔σ〕=ny σ式中三、熔胶筒的壁厚:(按厚壁筒计算中的能量理论,校核其强度或计算壁厚)熔胶筒的总应力σr = P 1322-K K ≤ 〔σ〕熔胶筒壁厚 δ= 2b D (P3-〔σ〕〔σ〕- 1 ) 式中部分熔胶筒的K 值四、螺杆驱动功率:采用经验公式计算N s = C·5.2D·n4.1S式中:N s——螺杆驱动功率(kw)C ——与螺杆结构参数及传动方式有关的系数取C=0.00016D s——螺杆直径(cm)n ——螺杆转速(r/min)螺杆所需扭矩与直径及转速之间的关系,可用下式表示:M t = 10α·D mS式中:M t——螺杆扭矩(N·m)——螺杆直径(cm)DSα——比例系数,对于热塑性塑料α=1.2~1.5m ——由树脂性能而定的指数,m=2.7~3螺杆的驱动功率一般需留20~30%的余量,以作备用。
五、传动轴的强度:传动轴最常见的破坏是在承受扭矩的最小截面处发生断裂,所以传动轴的强度计算就以此处进行计算:σr =224τσ+c ≤〔σ〕 式中:压缩应力σc = sF P= 210⎪⎪⎭⎫ ⎝⎛d D 0p剪应力 τ=stW M 材料许用应力〔σ〕=ny σ式中六、轴 承1、基本额定动负荷计算:C =Tn dm h f f f f f ·P < C r (或C a ) 式中C ——基本额定动负荷计算值(N ); P ——当量动负荷,见下式(N ); h f ——寿命系数,按表7-2-4选取; n f ——速度系数,按表7-2-5选取;m f ——力矩负荷系数,力矩负荷较小时1.5,力矩负荷较大时2; d f ——冲击负荷系数,按表7-2-6选取; T f ——温度系数,按表7-2-7选取;C r ——轴承尺寸及性能表中所列径向基本额定动负荷(N ); C a ——轴承尺寸及性能表中所列轴向基本额定动负荷(N )。
挤塑机螺杆知识一、螺杆的类型为适应不同塑料加工的需要,螺杆的型式有很多种,常见的有以下几种:渐变型(等距不等深),渐变型(等深不等距),突变型,鱼雷头型等。
1、螺杆的选择螺杆型式的选用主要根据塑料的物理性能及挤塑机的生产技术规范来确定。
(1)非结晶型聚合物的软化是在一个比较宽的温度内完成的,一般选用等距渐变螺杆。
结晶型聚合物熔融的温度范围比较窄,一般选用等距突变螺杆。
(2)在小型挤塑机上,如φ45挤塑机螺杆采用的是等距不等深的全螺纹型式,螺杆的长径比较小,主要用于挤出小截面的绝缘层和护套层,挤出速度较快。
(3)中型螺杆采用等距而螺纹深度渐变的全螺纹型式,它的长径比比小型螺杆大些,螺纹的节距相等,从根部起由浅到深。
螺纹端部的螺纹较深,根部的螺纹较浅,这样塑料挤出量较多,又不影响螺杆强度,挤出速度快,塑料塑化好,是一般中小型挤塑机生产绝缘层和护套层的理想螺杆。
(4)大型螺杆直径一般在150mm以上,如φ150、φ200、φ250挤塑机。
大型螺杆采用两种型式,一是等距不等深,如φ150、φ200挤塑机;二是螺杆分三段,即等距等深、等距不等深、不等距不等深,如φ250挤塑机,压缩比在2~3之间,长径比在15:1左右,主要用于生产大截面的电线电缆绝缘层和护套层。
二、螺杆的主要参数螺杆的主要参数有直径、长径比、压缩比、螺距、螺槽宽度、螺槽深度、螺旋角、螺杆与机筒之间的间隙等,这些参数对挤塑工艺和性能有很大影响。
1、螺杆直径Ds螺杆直径即螺纹的外径,挤塑机的生产能力(挤塑量)近似与螺杆直径的平方成正比,在其它条件相同时,螺杆直径少许增大,将引起挤出量的显著增加,其影响甚至比螺杆转数的提高对挤出量的影响还大。
故常用螺杆直径来表征挤塑机规格大小的技术参数。
2、螺杆长径比L/Ds螺杆工作部分长度L与螺杆直径Ds之比称为长径比,在其它条件一定时(如螺杆直径),增大长径比就意味着增加螺杆的长度。
L/Ds 值大,温度分布合理有利于塑料的混合和塑化,此时塑料在机筒中受热的时间也较长,塑料的塑化将充分、更均匀。
一.注塑机螺杆作用螺杆是注塑机的重要部件。
它的作用是对塑料进行输送、压实、熔化、搅拌和施压。
所有这些都是通过螺杆在料筒内的旋转来完成的。
在螺杆旋转时,塑料对于机筒内壁、螺杆螺槽底面、螺棱推进面以及塑料与塑料之间在都会产生摩擦及相互运动。
塑料的向前推进就是这种运动组合的结果,而摩擦产生的热量也被吸收用来提高塑料温度及熔化塑料。
螺杆的设计结构将直接影响到这些作用的程度。
二.注塑机螺杆简介1.螺杆的类型和特点渐变型螺杆特点:压缩段较长,占螺杆总长的50%,塑化时能量转换缓和,多用于PVC等热稳定性差的塑料。
突变型螺杆特点:压缩段较短,占螺杆总长的5%~15%左右,塑化时能量转换较剧烈,多用于聚烯烃、PA等结晶型塑料。
通用型螺杆特点:适应性比较强的通用型螺杆,可适应多种塑料的加工。
2.注塑机螺杆分段说明注塑机螺杆一般情况下可分为加料段、压缩段、均化段(也称为计量段)。
(注:不同的螺杆三段所占的比值不一样,螺杆槽深不一样,螺杆底径过渡形式不一样)(1)加料段说明:此段螺沟深度固定,其功能为负责预热与塑料固体输送及推挤。
必须保证塑料在进料段结束时开始熔融。
(2)压缩段说明:此区段为渐缩螺杆螺沟牙深,其功能为塑料原料熔融、混炼、剪切压缩与加压排气。
塑料在此段会完全溶解,体积会缩小,压缩比的设计很重要。
(3)均化段说明:此段为螺杆螺沟固定沟深,其主要功能为混炼、熔胶输送、计量,还必须提供足够的压力,保持熔胶均匀温度及稳定熔融塑料的流量。
3.注塑机螺杆选择参数D—螺杆直径(多用Φ表示),螺杆直径的大小直接影响塑化能力的大小,影响理论注射容积的大小。
L/D—螺杆长径比,L是螺杆螺纹部分的有效长度。
螺杆直径一定的前提下,螺杆长径比越大,说明螺纹长度越长,直接影响到物料在螺杆中的热历程,也影响吸收能量的能力;如果L/D太小,直接影响到物料的熔化效果和熔体质量;如果L/D太大,则传递扭矩加大,能量消耗增加。
L 1—加料段长度,L1的长度应保证物料有足够的输送空间,因为过短的L1会导致物料过早的熔融,从而难以保证稳定压力的输送条件,也就难以保证螺杆以后各段的塑化质量和塑化能力。
本文摘自再生资源回收-变宝网()注塑机有哪些关键技术参数一、注塑部件技术参数(1)螺杆直径:螺杆的外径尺寸(2)螺杆有效长度:螺杆上有螺纹的长度(MM)常以L表示(3)螺杆长径比L/D:螺杆有效长度与直径之比(4)螺杆压缩比V2/V1:螺杆加料段第一个螺槽容积V2与计量段最未一螺槽容积V1之比(5)注塑行程:螺杆移动的最大距离,螺杆后退最大的距离(6)理论注射容积:螺杆头部JIE面积与最大注射行程的乘积(7)注射量:螺杆一次注射PS的最大重量(g)(8)注射压力:注射时头部预熔料的最大压力MPa(9)注射速度:注射时螺杆移动的最大速度(mm/s)(10)注射时间:注塑时,螺杆走完注射行程的最短时间(11)注射速率:单位时间内注射的理论容积;螺杆JIE面积×以最高速度(12)螺杆转速:物料塑化时,螺杆最低最高的转速范围(13)塑化能力:在单位时间内,可塑化物料的最大重量(14)螺杆扭距:物料塑化时,螺杆驱动的最大扭矩(N/m)(15)喷咀伸长量:喷咀伸出前模板,模具安装平面的长度二、合模部件的技术参数(1)合模力:为克服熔料胀模,使模具锁紧的最大锁紧力(2)成型面积:指在一定的模腔压力下,锁模力最大投影面积(3)开模力:为取出产品,使模具开启的最大力量(4)开模行程:为取出产品,使模板移动的最大距离(5)模板尺寸:前后定模和动模板模具安装平尺寸(6)容模量:注塑机上能安装模具的最大厚度和最小厚度(7)模板开距:注塑机的定模板与动模板开的最大和最小的距离(8)拉杆间距:注塑机拉杆水平方向和垂直方向内侧的间距(mm)三、整机性能参数(1)电机最大驱动功率:驱动油泵电机的功率(KW)(2)油箱容量:液压系统油箱的额定容量(3)机器体积:机器的外形的最大长×高×宽(4)重量:机器的总重量本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站;变宝网官网:/?qxb买卖废品废料,再生料就上变宝网,什么废料都有!。
各规格注塑机技术参数注塑机是一种用于制造塑料制品的机械设备,主要通过将熔融塑料注入模具中,然后冷却硬化成型,最后取出成品。
不同型号和规格的注塑机具有不同的技术参数,下面将介绍一些常见的注塑机技术参数。
第一个重要的参数是注射容量(注射量),它表示每次注射到模具中的塑料量,单位通常是克(g)或立方厘米(cm³)。
注射容量是根据注射缸和螺杆的直径和行程来计算的,决定了每个周期注塑的质量。
然后是射出压力,它表示材料被注入模具时所需的压力。
通常用千帕(KPa)或兆帕(MPa)来表示。
射出压力取决于注射容量和注射速度,因此注射容量和射出压力之间有一定的关联。
接下来是射出速度,它表示注射材料进入模具的速度。
射出速度是由液压系统控制的,通常用毫米/秒(mm/s)来表示。
射出速度是根据注射时间和注塑机的射出行程来计算的。
注塑机的闭模力也是一个重要的技术参数。
闭模力表示模具在注射材料时需要施加的力量,单位通常是吨(T)。
闭模力的大小取决于模具大小和复杂性,以及注射材料的特性。
另一个重要的参数是射出时间,它表示注射材料进入模具所需的时间。
射出时间是根据射出速度和注射容量来计算的,通常用秒(s)来表示。
接下来是保压时间,它表示注塑材料在模具中保持压力的时间。
保压时间取决于材料的特性和模具的要求,通常用秒(s)来表示。
注塑机的开模力也是一个重要的技术参数。
开模力表示打开模具时所需的力量,单位通常是吨(T)。
开模力的大小取决于模具大小和复杂性。
最后一个重要的参数是机器尺寸,包括注塑机的长度、宽度、高度和重量。
机器尺寸是根据每个型号的注塑机的设计和要求来确定的。
总之,注塑机的技术参数包括注射容量、射出压力、射出速度、闭模力、射出时间、保压时间、开模力和机器尺寸等。
不同的注塑机具有不同的技术参数,根据实际生产需求选择适合的注塑机是非常重要的。
注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力与喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸(长*宽*高)m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品与浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置与顶出行程距离的确认和顶杆位置与顶杆数量的确认与机器安装有关的参数1.总用电量的确认2.贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。

第四章如何选择注塑机螺杆螺杆的基本型式及主要参数一般螺杆分为三段即加料段,压缩段,均化段。
加料段——底经较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。
压缩段——底经变化,主要作用是压实、熔融物料,建立压力。
参数压缩比ε=h1/h3及L2。
准确应以渐变度A=(h1-h3)/L2。
均化段(计量段)——将压缩段已熔物料定量定温地挤到螺杆最前端、参数(L3,h3),h3=(0.05-0.07)D。
对整条螺杆而言,参数L/D-长径比L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L/D为(18~20),但目前有加大的趋势。
其它螺距S,螺旋升角φ=πDtgφ,一般D=S,则φ=17°40′。
φ对塑化能力有影响,一般来说φ大一些则输送速度快一些,因此,物料形状不同,其φ也有变化。
粉料可取φ=25°左右,圆柱料φ=17°左右,方块料φ=15°左右,但φ的不同,对加工而言,也比较困难,所以一般φ取17°40′。
棱宽e,对粘度小的物料而言,e尽量取大一些,太小易漏流,但太大会增加动力消耗,易过热,e=(0.08~0.12)D。
总而言之,在目前情况下,因缺乏必要的试验手段,对螺杆的设计并没有完整的设计手段。
大部分都要根据不同的物料性质,凭经验制订参数以满足不同的需要,各厂大致都一样。
下面就几种专用螺杆的设计结合其物料特性简介:一、PVC(聚氯乙烯)热敏性塑料,一般分为硬质和软质,其区别在于原料中加入增塑剂的多少,少于10%的为硬质,多于30%为软质。
特点:①无明显熔点,60℃变软,100℃~150℃粘弹态,140℃时熔融,同时分解,170℃分解迅速,软化点接近于分解点,分解释放于HC1气体。
注塑机的螺杆长度与注射行程,骤眼看起来是两回事,其实两者存在微妙的“质与量”的关系,其比率是个质的尺度。
螺杆的长度,一般不用绝对长度,而用相对於直径的长度来衡量。
这样,不同直径的螺杆亦可比较长度。
这个长度叫长径比,以L/D代表。
螺杆长度当然只算有螺纹的部份。
更准确的算法是算到料斗的中线,称之为有效长度或有效长径比。
一台注塑机通常有三条螺杆可选,称为A、B、C螺杆,直径分别为小、中(标准)、大。
它们的长径比为22、20、18左右。
温度不均已塑化塑料叫熔融,储在螺杆的顶端,准备下次注射时使用。
理想的熔融是温度均匀的。
但一般情况事实并非如此。
由於加热瓦并非360° 包围着料筒,而是有个缺口,因此环向温度不均匀。
加热瓦的热量由外传内,加上熔融传热不良,所以径向温度不均匀。
塑化时,螺杆随着後退。
有效长度因此逐渐降低。
加料行程(注射行程)越大,有效长度变化越大,轴向的温度亦越不均匀。
熟悉挤出机的读者都知道挤出螺杆是不往後退的。
因此,挤出的熔融是没有轴向温差的。
若熔融温度相差15°C,成品的外观、机械性能等都不会平均。
多腔的模具更会产生腔与腔之间的成品差异,甚至一腔不满,一腔飞边,况且此情况没有规律。
要改善这情况,注射行程应设计为B螺杆直径的4倍。
有效长径比的变化亦因此为4。
这样的话,注射行程便是A 螺杆直径的4.4倍,亦是C螺杆直径的3.7倍。
径向温差以A螺杆最大,C螺杆最小。
增加长径比增加长径比会降低轴向温差,原因是螺杆长了,塑料要多转几圈才跑到螺杆的末端。
搅拌多了,温度便更均匀。
在注射行程不变的情况下,螺杆越长,“注射行程÷螺杆长度”下降,故轴向温差亦下降。
而B螺杆若能有22的长径比,当然比20的长径比佳。
总的来说,注射行程大或螺杆长径比短的设计,注射重量会大,但熔融轴向温度不均匀,只适合要求不高的单腔制品用。
而限制了注射行程及螺杆长径比大的设计,则保障了多腔制品的质量。

注塑机螺杆知识大全一、注塑机螺杆材质分类1、HPT全硬化粉末合金螺杆采用采用钨钴粉末合金工具钢,经特殊工艺整体硬化处理成型,螺杆内部与外部整体硬度相同,达到HRC65°左右。
适合加工各种透明产品、精密产品以及添加纤维的LCP、PPS、PES、PPA等特殊高温、高腐蚀性塑料。
2、双合金螺杆采用SACM645、38CrMoAlA为基材,然后牙顶或者螺槽离子喷焊碳化钨镍基合金,螺杆表面硬度在HRC60°左右。
适合加工各种透明产品以及添加纤维的PA6、PA66等工程料。
3、电镀螺杆采用SACM645、38CrMoAlA为基材,成型过后外表面电镀一层硬铬、镍、钛等元素。
硬度在HRC60°左右。
适合加工PC,PMMA,PET透明料和腐蚀性塑料U-PVC料。
4、不锈钢螺杆材质为9Cr18MoV特殊不锈工具钢,采用整体淬火+整体硬化处理,整体硬度在HRC55°左右。
5、SKD61螺杆采用日立SKD61材料,经特殊工艺处理成型,产品韧性好,抗扭力强。
6、普通氮化螺杆采用SACM645、38CrMoAlA为基材经特殊工艺处理成型,氮化层深度0.5-0.8mm,整体硬度HV980~1080°。
适合加工普通塑料,如PP,ABS,PS,AS,PVC等普通塑料。
二、注塑机螺杆分段说明注塑机螺杆一般情况下可分为加料段、压缩段、均化段(也称为计量段)。
(注:不同的螺杆三段所占的比值不一样,螺杆槽深不一样,螺杆底径过渡形式不一样)1、注塑机螺杆加料段此段螺沟深度固定,其功能为负责预热与塑料固体输送及推挤。
必须保证塑料在进料段结束时开始熔融。
2、注塑机螺杆压缩段此区段为渐缩螺杆螺沟牙深,其功能为塑料原料熔融、混炼、剪切压缩与加压排气。
塑料在此段会完全溶解,体积会缩小,压缩比的设计很重要。
3、注塑机螺杆均化段此段为螺杆螺沟固定沟深,其主要功能为混炼、熔胶输送、计量,还必须提供足够的压力,保持熔胶均匀温度及稳定熔融塑料的流量。
注塑机的关键技术参数一、注塑部件技术参数(1)螺杆直径:螺杆的外径尺寸(2)螺杆有效长度:螺杆上有螺纹的长度(MM)常以L表示(3)螺杆长径比L/D:螺杆有效长度与直径之比(4)螺杆压缩比V2/V1:螺杆加料段第一个螺槽容积V2与计量段最未一螺槽容积V1之比(5)注塑行程:螺杆移动的最大距离,螺杆后退最大的距离(6)理论注射容积:螺杆头部JIE面积与最大注射行程的乘积(7)注射量:螺杆一次注射PS的最大重量(g)(8)注射压力:注射时头部预熔料的最大压力MPa(9)注射速度:注射时螺杆移动的最大速度(mm/s)(10)注射时间:注塑时,螺杆走完注射行程的最短时间(11)注射速率:单位时间内注射的理论容积;螺杆JIE面积×以最高速度(12)螺杆转速:物料塑化时,螺杆最低最高的转速范围(13)塑化能力:在单位时间内,可塑化物料的最大重量(14)螺杆扭距:物料塑化时,螺杆驱动的最大扭矩(N/m)(15)喷咀伸长量:喷咀伸出前模板,模具安装平面的长度二、合模部件的技术参数(1)合模力:为克服熔料胀模,使模具锁紧的最大锁紧力(2)成型面积:指在一定的模腔压力下,锁模力最大投影面积(3)开模力:为取出产品,使模具开启的最大力量(4)开模行程:为取出产品,使模板移动的最大距离(5)模板尺寸:前后定模和动模板模具安装平尺寸(6)容模量:注塑机上能安装模具的最大厚度和最小厚度(7)模板开距:注塑机的定模板与动模板开的最大和最小的距离(8)拉杆间距:注塑机拉杆水平方向和垂直方向内侧的间距(mm) 三、整机性能参数:(1)电机最大驱动功率:驱动油泵电机的功率(KW)(2)油箱容量:液压系统油箱的额定容量(3)机器体积:机器的外形的最大长×高×宽(4)重量:机器的总重量。
不同的塑料,因为其熔融的速度、熔融时吸收的热量、熔体粘度、吸水率、热稳定性等特性的差异,对于注塑机塑化螺杆的形状要求有很大区别。
即使同一种塑料,因为制品不同,塑料所添加的阻燃剂、润滑剂、玻璃纤维、无机矿物质等改性剂及填充物不同、或者混色的要求、熔融均化的要求不同,未熔时的颗粒形状不同,都对螺杆有不同的要求。
对于一般未加阻燃剂的塑料,使用普通通用螺杆就可以加工,只需要根据不同熔融粘度选用不同直径螺杆(大、中、小直径)即可。
如果是性能较特殊的塑料(PA、PVC、CA、CP,热固性塑料等)、特殊制品(瓶坯、光学透镜、有色太阳镜片、PP-R管接头、液晶显示发光板等)或特殊颗粒形状(粉状、片状)的塑料,必须使用专用螺杆。
PC专用螺杆:针对PC等高粘度塑料,剪切发热少,耐酸性腐蚀,中、小直径,成型PC、PP-R、阻燃ABS等效果好。
也可成型一般塑料及PMMA普通制品。
混色效果较差。
如塑料中加色粉,需订做加强混色型螺杆。
PA专用螺杆:针对PA粘度低、着色难、熔融速度快、自润滑性好等特点,螺杆混色效果好,进料量稳定、排气效果好。
中间直径。
成型PA、PP、LCP等结晶类低粘底塑料效果好。
也可成型一般塑料。
对于PC、PMMA阻燃ABS等高粘度及热稳定性差的塑料不适用(中段温度过高、分解)PMMA专用螺杆:针对PMMA透明产品要求塑化效果好、分解率低等特性、塑化好、剪切发热低、混色好。
中间直径成型PMMA、PP-R、PC、ABS等加色粉时效果好,如塑料加有阻燃剂、螺杆需镀铬。
UPVC专用螺杆:针对UPVC粘度高、易分解、腐蚀性强以及PVC管接头要求塑化好等特点。
螺杆塑化好、剪切发热少,耐酸性腐蚀。
因为没有过胶圈,不能用于低粘度塑料和注射速度压力分级较精确的制品。
另外,由于需散热降温,做UPVC产品时机筒(熔胶筒)要采用强制风冷措施与螺杆配合使用。
PET专用螺杆:针对PET粘度低、比热容大、易粘料以及PET瓶坯要求塑化快、塑化均匀的特性,螺杆塑化好、稳定性高、不粘料、熔胶速度快、所做瓶坯吹瓶时成品率高。
锁F=(一(1(2二理三(1 (2(四(1 (2五(1 (2 (马六(1 (2双七射(马八(1(2九(1 (2十(1 (2 (3(4十(1关(2关十道十(1排AB PP 各(3十托十1马1千1千十P= Q=Q=适P* P*所HP KW 十(马锁模力(Ton)F=模腔投影面积(cm²)*充填压力(kg/cm²)/1000(一般塑胶材料充填能力在150~350kg/cm²,流动性良好取低值,不好取较高值)一.理论射出容积:(π/4=0.785)(1)螺杆直径²*0.785*射出行程=理论射出容积(cm³);(2)理论射出容积/0.785/螺杆直径=射出行程(cm).二.射出重量:理论射出容积*塑料比重*射出常数(0.95)理想=射出重量(gr);三.射出压力:(1)射出缸面积²/螺杆面积²*系统最大压力(140kg/cm²)²=射出压力(kg/cm²);(2)射出缸直径²/螺杆直径²*系统最大压力(140kg/cm²)=射出压力(kg/cm²);(3)料管组合最大射出压力*实际使用压力(kg/cm²)/系统最大压力(140kg/cm²)=射出压力(4)泵浦压力(kg/cm²)*射出油缸有效面积(cm²)/螺杆截面积(cm²)=射出压力(kg/cm²)四.射出速率:(1)螺杆面积(cm²)*射出速度(cm/sec)=射出速率(cm³/sec);(2)螺杆直径(cm²)*0.785*射出速度(cm/sec)=射出速度(cm³/sec).五.射出速度:(1)射出速率(cm³/sec)/螺杆面积(cm²)=射出速度(cm/sec);(2)泵浦单转容积(cc/rev)*马达转速(rev/sec)/60(秒)/射出面积(cm²)=射出速度(cm/sec). (马达转速RPM:60HZ------1150,50HZ-----958)六.射出缸面积;(1)射出压力(kg/cm²)/系统最大压力(140kg/cm²)*料管面积(cm²)=射出缸面积(cm²);(2)单缸---(射缸直径²-柱塞直径²)*0.785=射出缸面积(cm²);双缸---(射缸直径²-柱塞直径²)*0.785*2=射出缸面积(cm²).七.泵浦单转容积:射出缸面积(cm²)*射出速度(cm/sec)*60秒/马达转速=泵浦单转容积(cc/sec).(马达转速RPM: 60HZ------1150,50HZ-----958)八.螺杆转速及油压马达单转容积:(1)泵浦单转容积(cc/rec)*马达转速(RPM)/油压马达单转容积=螺杆转速;(2)泵浦单转容积(cc/rec)*马达转速(RPM)/螺杆转速=油压马达单转容积.九.射出总压力:(1)系统最大压力(kg/cm²)*射出缸面积(cm²)=射出总压力(kg);(2)射出压力(kg/cm²)*螺杆面积(cm²)=射出总压力(kg).十.盎司及相关单位换算:(1)1盎司(oz)=28.375公克(gr);(2)1磅(ib)=16盎司(oz);(3)1公斤(kg)=2.2磅(ib);即:1斤=1.1磅;(4)1磅(ib)=454公克(gr)=0.454公斤(kg).十一.关模力:(1)曲手式:关模缸面积(cm²)*系统最大压力(140kg/cm²)/1000*曲手放大率(20-50)=关模力(Ton)(2)单缸直压式:关模缸面积(cm²)*系统最大压力(140kg/cm²)/1000=关模力(Ton)十二.道柱直径和关模力的公式:道柱直径²(cm²)*0.785*杨氏系数(scm4约1000kg/cm²)*4=关模力概值(Ton).十三.成品排列投影面积和关模力关系公式:成品排列投影面积(寸²)*标准厚度(1.5mm)/成品平均厚度(mm)*使用原料常数/PS原料常数(1)=关模力(Ton);(1)成品排列投影面影以射入浇口为圆心,长边为半径计算出直径;排列直径²(寸²)*0.785=成品排列投影面积(寸²).(2)使用原料常数,以概略经验值计算,以流动性良劣比PS好的列为1以下;比PS不好的列为1以上.如:ABS 1.05; AS 1.2; PMMA 1.3; PC 1.6; PBT 0.9;PP 0.7; PE 0.7-0.8;塑胶钢 0.8; NILON 0.7-0.9各种原料亦分不同等级,宜多了解只付参与.(3)和射出从向的成品部份之要求,如杯子的高度部份大约以投影面积的30%计算即可.十四.托模力:托模缸面积(cm²)*系统最大压力(140kg/cm²)/1000=托模力(Ton)十五.电力单位:1马力(HP)=0.754千瓦(KW);1千瓦(KW)=1.326马力(HP)=1000瓦(W);1千瓦(KW)=1度电计量单位(1KW/Hr).十六.泵浦大小和马力关系:P=最大使用压力(如:125kg/cm².140kg/cm²);Q=油泵浦一分钟吐出量(L/min);Q=油泵浦单转容积(cc/rec)*马达转速(RPM)/1000=油泵浦一分钟吐出量(L/min).适用马力:P*Q/540=HP;P*Q/612=KW.所配合马达可达不降速的最高压力(LP):HP*450/Q=LP;KW*612/Q=LP.十七.计算使用电力:(马达容量+电热容量+烘干机容量)*用电常数(约40%)=实际每小时用电量(度,KW/Hr).。
注塑机计算公式一、注塑机相关公式1.理论射出容积(Cm3)=螺杆直径2×0.785x射出行程=螺杆截面积X射出行程2.射出重量(gr)=理论射出容积x0.85×比重3•射出缸有效截面积(Cm2)=(射出缸直径2-活塞杆直径2)×0.785x射出缸个数4.射出压力(kgf/Cm3)=射出缸有效截面积+螺杆截面积(或射出缸直径2÷螺杆直径2)×系统压力5射出速度(Cm/Sec)=泵浦单转容积(cc/rev)x电机转速(RPM)÷60÷射出缸有效截面积(cm2)6•射出效率(Cm3/sec)=螺杆截面积(Cm2)x射出速度(Cm/See)7•螺杆转速(RPM)=泵浦单转容积(cc/rev)x电机转速(RPM)÷液压马达单转容转(cc/rev)8•可塑化能力(Kg/Hr)=(螺杆直径2-螺杆计量段牙底直径2)x0.785X螺杆槽宽X螺杆转速x60X比重X塑化效率常数0.45二、锁模力相关公式1.以油压计算:(1)曲肘式:=锁模缸截面积(Cm2)x系统压力(kgf/Cm2)x曲手放大率(20~50倍)÷1000 (2)单缸直压式:=锁模缸截面积(Cm2)x系统压力(kgf∕Cm2)÷1000(3)四缸直压式:=锁模缸截面积(Cm2)x系统压力(kgf∕Cm2)x4÷10002•以哥林柱大小计算最大锁模力:(1)最大锁模力:=哥林柱直径2(Cm)Xo∙785x材料杨氏系数x4(SCM4红+字钢杨氏系数为lT∕cm3)(2)托模力(Ton)=托模缸截面积(Cm2)x系统核压力(kgf/Cm2)÷1000三、成品投影面积和所需锁模力:所需锁模力=成品投影面积(英寸2)x标准厚度L5(mm)÷成品厚度(mm)x塑料常数1.投影面积以成品对角线为直径计算。
2、与射出方向平行的纵面,约以三分之一计算为平面度。
注塑机螺杆的基本型号和主要参数注塑螺杆的基本型式及主要参数一般螺杆分为三段即加料段,压缩段,均化段。
加料段——底经较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。
压缩段——底经变化,主要作用是压实、熔融物料,建立压力。
参数压缩比ε=h1/h3及L2。
准确应以渐变度A=(h1-h3)/L2。
均化段(计量段)——将压缩段已熔物料定量定温地挤到螺杆最前端、参数(L3,h3),h3=(0.05-0.07)D。
对整条螺杆而言,参数L/D-长径比L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L/D为(18~20),但目前有加大的趋势。
其它螺距S,螺旋升角φ=πDtgφ,一般D=S,则φ=17°40′。
φ对塑化能力有影响,一般来说φ大一些则输送速度快一些,因此,物料形状不同,其φ也有变化。
粉料可取φ=25°左右,圆柱料φ=17°左右,方块料φ=15°左右,但φ的不同,对加工而言,也比较困难,所以一般φ取17°40′。
棱宽e,对粘度小的物料而言,e尽量取大一些,太小易漏流,但太大会增加动力消耗,易过热,e=(0.08~0.12)D。
总而言之,在目前情况下,因缺乏必要的试验手段,对螺杆的设计并没有完整的设计手段。
大部分都要根据不同的物料性质,凭经验制订参数以满足不同的需要,各厂大致都一样。
下面就几种专用螺杆的设计结合其物料特性作简单介绍:一.PC料(聚碳酸酯)特点:①非结晶性塑料,无明显熔点,玻璃化温度140°~150℃,熔融温度215℃~225℃,成型温度250℃~320℃。
②粘度大,对温度较敏感,在正常加工温度范围内热稳定性较好,300℃长时停留基本不分解,超过340℃开始分解,粘度受剪切速率影响较小。
注塑机的技术参数一台注塑机应有较完整的技术参数,供用户单位选择和使用。
但有些注塑机生产厂家由于各种原因在注塑机参数表中,还没有提供足够真切的技术参数数据,这就限制了用户的选用。
一部注塑机主要技术参数应在注射、合模、综合三个方面反映出来。
具体如下:(1)螺杆直径螺杆的外径尺寸(mm);(2)螺杆有效长度螺杆上有螺纹部分的长度(mm),常以L表示;(3)螺杆长径比L/D;(4)螺杆压缩比V2/V1 螺杆加料段第一个螺槽容积(V2)与计量段最末一螺槽容积之比(V1);(5)注射行程螺杆移动最大距离,螺杆计量时后退的最大距离(cm);(6)理论注射容积螺杆(或塞柱)头部截面积与最大注射行程的乘积(cm3);(7)注射量螺杆(或塞柱)依次注射PS的最大重量(g);(8)注射压力注射是,螺杆(或塞柱)头部预熔料的最大压力(N/m2);(9)注射速度注射时,螺杆(或塞柱)移动的最大速度(mm/s);(10)注射时间注射时,螺杆(或塞柱)走完注射行程的最短时间;(11)注射速率单位时间内注射的理论容积:螺杆(或塞柱)截面积乘以螺杆(或塞柱)的最高速度;(12)螺杆转速物料塑化时,螺杆最底最高转速范围;(13)塑化能力在单位时间内,可塑化物料的最大重量(kg/h);(14)螺杆扭距物料塑化时,螺杆驱动的最大扭距(N/m);(15)螺杆驱动功率物料塑化时,螺杆驱动的最大功率(kw);(16)回复率塑化能力的另一种表示:用PS加热,在210度以上,以50%的的最大注射行程,连续对空注射10次,实测总重量除以螺杆旋转总时间,其商为回复率;(17)喷嘴接触喷嘴与模具浇套的最大接触力,(或注射座推力kN);(18)喷嘴伸出量喷嘴伸出前模板,模具安装平面的长度(mm);(19)料筒加热功率料筒加热的总功率。