ppap-零部件变更履历表-
- 格式:xls
- 大小:786.00 KB
- 文档页数:3
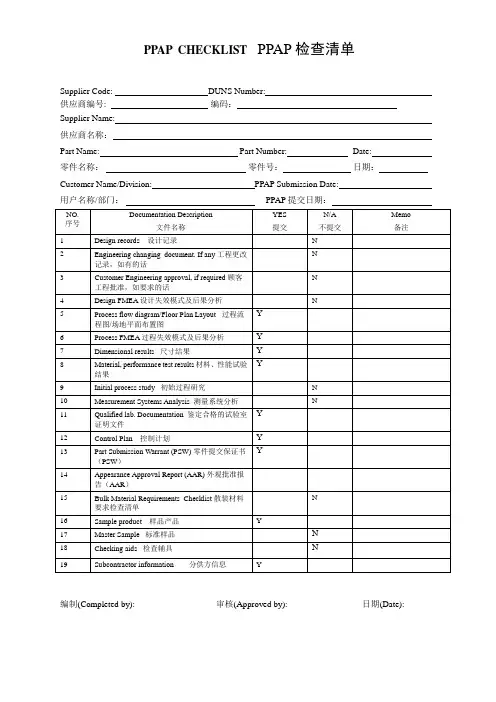
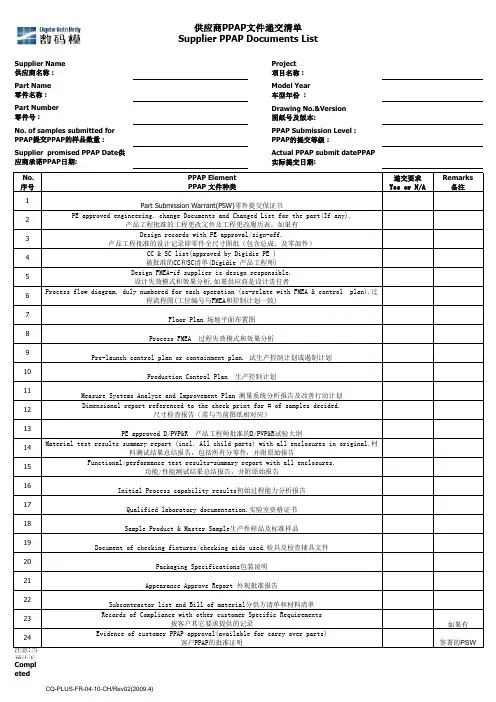
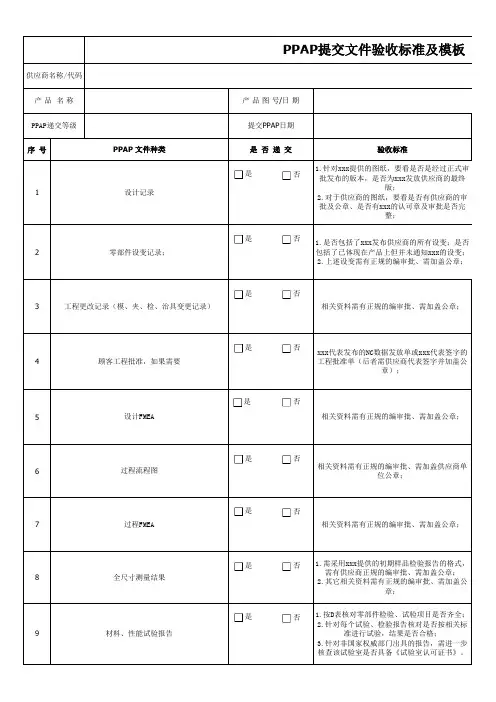
Project 项目名称 :Model Year 车型年份 :Drawing No.&Version 图纸号及版本:PPAP Submission Level :PPAP 的提交等级 :Actual PPAP submit datePPAP 实际提交日期:No.序号PPAP Element PPAP 文件种类递交要求Yes or N/ARemarks 备注1234567891011121314151617181920212223如果有24签署的PSW注意:当预计无法按要求日期提交零件时,必须及时与Digidie 的协调人联系,重新决定提交日期.Completed by (编制): Approved by(审核) : Date(日期 ):Appearance Approve Report 外观批准报告Subcontractor list and Bill of material分供方清单和材料清单Records of Compliance with other customer Specific Requirements按客户其它要求提供的记录Supplier Name 供应商名称 :Part Name 零件名称 :Part Number 零件号 :No. of samples submitted for PPAP 提交PPAP 的样品数量 :Supplier promised PPAP Date 供应商承诺PPAP 日期:Process flow diagram, duly numbered for each operation (co-relate with FMEA & control plan).过程流程图(工位编号与FMEA和控制计划一致)Floor Plan 场地平面布置图Design records with PE approval/sign-off.产品工程批准的设计记录即零件全尺寸图纸(包含总成、及零部件)CC & SC list(approved by Digidie PE )被批准的CC和SC清单(Digidie 产品工程师)供应商PPAP 文件递交清单Supplier PPAP Documents ListPE approved engineering. change Documents and Changed List for the part(If any).产品工程批准的工程更改文件及工程更改履历表,如果有Pre-launch control plan or containment plan. 试生产控制计划或遏制计划Initial Process capability results初始过程能力分析报告Production Control Plan 生产控制计划Measure Systems Analyze and Improvement Plan 测量系统分析报告及改善行动计划Dimensional report referenced to the check print for # of samples decided.尺寸检查报告(需与当前图纸相对应)PE approved D/PVP&R 产品工程师批准的D/PVP&R试验大纲Evidence of customer PPAP approval(available for carry over parts)客户PPAP的批准证明Design FMEA-if supplier is design responsible.设计失效模式和效果分析,如果供应商是设计责任者Part Submission Warrant(PSW)零件提交保证书Qualified laboratory documentation.实验室资格证书Sample Product & Master Sample生产件样品及标准样品Document of checking fixtures/checking aids used.检具及检查辅具文件Packaging Specifications包装说明Material test results summary report (incl. All child parts) with all enclosures in original.材料测试结果总结报告,包括所有分零件,并附原始报告Functional/performance test results-summary report with all enclosures.功能/性能测试结果总结报告,并附原始报告Process FMEA 过程失效模式和效果分析CQ-PLUS-FR-04-10-CH/Rev02(2009.4)。

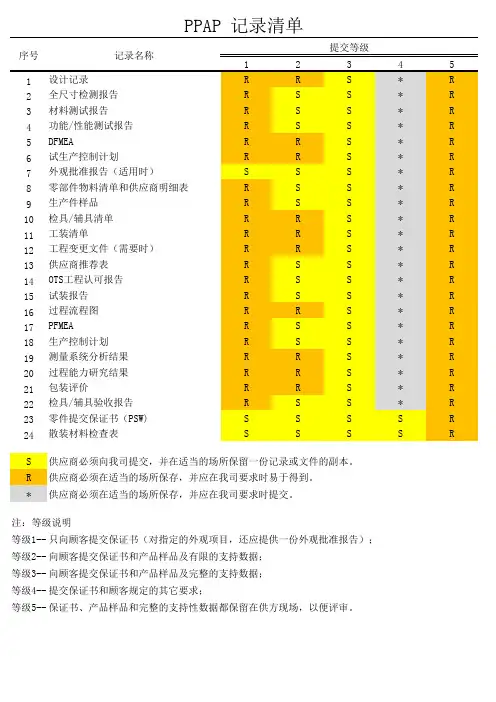
PPAP 记录清单
序号记录名称
12345 1设计记录R R S*R 2全尺寸检测报告R S S*R 3材料测试报告R S S*R 4功能/性能测试报告R S S*R 5DFMEA R R S*R 6试生产控制计划R R S*R 7外观批准报告(适用时)S S S*R 8零部件物料清单和供应商明细表R S S*R 9生产件样品R S S*R 10检具/辅具清单R R S*R 11工装清单R R S*R 12工程变更文件(需要时)R R S*R 13供应商推荐表R S S*R 14OTS工程认可报告R S S*R 15试装报告R S S*R 16过程流程图R R S*R 17PFMEA R S S*R 18生产控制计划R S S*R 19测量系统分析结果R R S*R 20过程能力研究结果R R S*R 21包装评价R R S*R 22检具/辅具验收报告R S S*R 23零件提交保证书(PSW)S S S S R 24散装材料检查表S S S S R S供应商必须向我司提交,并在适当的场所保留一份记录或文件的副本。
R供应商必须在适当的场所保存,并应在我司要求时易于得到。
*供应商必须在适当的场所保存,并应在我司要求时提交。
注:等级说明
等级1--只向顾客提交保证书(对指定的外观项目,还应提供一份外观批准报告);
等级2--向顾客提交保证书和产品样品及有限的支持数据;
等级3--向顾客提交保证书和产品样品及完整的支持数据;
等级4--提交保证书和顾客规定的其它要求;
等级5--保证书、产品样品和完整的支持性数据都保留在供方现场,以便评审。

IATF16949-2016质量管理体系PPAP提交登记规定及全套记录表格序号记录名称记录要求提交等级1 2 3 4 50 PPAP-COVER(封面必须提交)S S S S S1 设计记录如:数模、图纸、物性表等技术要求R R R * R2 全尺寸检测报告R S S * R3 材料测试报告R S S * R4 功能/性能检测报告R S S * R5 DFMEA R R S * R6 试生产控制计划R R S * R7 外观批准报告(适用时)S S S * R8 零部件物料清单和供应商明细表R S S * R9 生产件样品一式三份R S S * R10 检具/辅具清单(如需时)R R S * R11 工装清单(如需时)R R S * R12 工程更改文件(需要时)工程更改记录(如:评审、验证、确认等记录)R R S * R13 过程流程图R R S * R14 PFMEA R R S * R15 生产控制计划R S S * R16 测量系统分析结果R R S * R17 过程能力研究结果R R S * R18 包装评价R R S * R19 检具/辅具(需要时)(如需时)R S S * R20 零件提交保证书S S S S R22 PPAP 检查清单S=组织必须向顾客提交,并在适当的场所保留一份记录或文件的副本。
R=组织必须在适当的场所保存,并应在顾客有要求时易于得到。
*=组织必须在适当的场所保存,并在有要求时向顾客提出。
编号:035-060-168-006T PPAP文件汇总表供应商名称Supplier 零件名称Part Name供应商代码Supplier Code零件号Part Number序号REF.NO 报告名称Report Name报告编号Report Number合格O K不合格Not OK备注Remark一供应商资料二蒙凌集团公司资料1 尺寸认可报告2 材料认可报告3 性能认可报告4 生产件最终批准报告5 工装样件入库单备注(Remark):编制Authorize:日期Date:审核Check:日期Date:批准Approval:日期Date:。

IATF16949-2016质量管理体系PPAP提交登记规定及全套记录表格R=组织必须在适当的场所保存,并应在顾客有要求时易于得到。
*=组织必须在适当的场所保存,并在有要求时向顾客提出。
编号:035-060-168-006T蒙凌工程机械有限公司技术部编号:编号:035-060-168-006T编号:035-060-168-006T1、本表由一级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec品管部。
3、当二级供应商变化时,应及时通过Motiontec品管部,以确定是否进行生产件批准。
1编号:035-060-168-006T编号:Motiontec/R.706.13编号:035-060-168-006TMotiontec采购部:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 ”。
Motiontec采购部:生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师Motiontec SQE采购工程师MANAGER编号:035-060-168-006TMotiontec2、版面不够,可附页;3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
编号:Motiontec/R.706.02. 专业资料. 学习参考.. 专业资料. 学习参考. Motiontec品管部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给Motiontec品管部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
. 专业资料. 学习参考.. 专业资料. 学习参考..word格式.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1、 本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec 品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec 品管部。
3、当二级供应商变化时,应及时通过Motiontec 品管部,以确定是否进行生产件批准。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 “× ”。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.编号:Motiontec/R.706.23生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师. 专业资料. 学习参考.Motiontec2、版面不够,可附页;. 专业资料. 学习参考.3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
IATF16949-2016质量管理体系PPAP提交登记规定及全套记录表格R=组织必须在适当的场所保存,并应在顾客有要求时易于得到。
*=组织必须在适当的场所保存,并在有要求时向顾客提出。
编号:035-060-168-006T蒙凌工程机械有限公司技术部编号:编号:035-060-168-006T编号:035-060-168-006T1、本表由一级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec品管部。
3、当二级供应商变化时,应及时通过Motiontec品管部,以确定是否进行生产件批准。
1编号:035-060-168-006T编号:Motiontec/R.706.13编号:035-060-168-006TMotiontec采购部:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 ”。
Motiontec采购部:生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师Motiontec SQE采购工程师MANAGER编号:035-060-168-006TMotiontec2、版面不够,可附页;3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
表单编号:XRD—QR—RD-033-A0 保存期限:一年
第 页 共 页
Page of Pages
外观批准报告(AAR)
外观评价
颜色评价
表单编号:XRD-QR-RD-034-A0 保存期限:一年
第 页 共 页
Page of Pages
表单编号:XRD-QR-RD-035-A0 保存期限:一年
潜在失效模式及后果分析
(□DFMEA □PFMEA)
表单编号:XRD-QR-RD-031-A0 保存期限:一年
第页共页Page of Pages
表单编号:XRD-QR-RD-036-A0 保存期限:一年
供应商代表签字:日期:部门/职务:
表单编号:XRD-QR-RD-037-A0 保存期限:一年
厂商代表签字:日期:部门/职务:
表单编号:XRD-QR-RD-038-A0 保存期限:一年
厂商代表签字:日期:部门/职务:
表单编号:XRD-QR-RD-039-A0 保存期限:一年
表单编号:XRD-QR-RD-040-A0 保存期限:一年
第页共页。
PPAP 表单(培训范本)序号名称1首件样品检验报告2外观件批准报告3工程样件提交保证书4工程样件批准 - 材料试验结果5工程样件批准 - 尺寸结果检测结果6供应商工程批准申请书7检验辅具检测报告8试验报告9测量系统分析报告10产品 / 过程特性值重要度分级表11原辅材料及外协外购件明细主要内容及说明主要指原材料按总成( 2 份)原材料(成分、力学性能)按总成按总成( 2 份)主要针对总成位置检具①GG流量特性② MM耐压气密性①工序能力指数测评②量检具分析报告(按通用量具、检具、检测设备)按各主要零件12设备明细生产设备13检测设备明细按通用量具、检具、自制检具、检测设备、仪器等首件样品检验报告第1页共页供方:供方代码地址:□□□电话:尺寸报告材料报告性能报告传真:供方报告编号供方标记:邮码:顾客报告编号供方标记:手工样件工装样件OTS 认可后的样件□■□零件图号:零件名称:设计完成日期:备注:首件样品与图材料检验:□ □□ □□ □纸要求符合情况是否尺寸检验:是否性能检验:是否批准 / 日期:审核/日期:检验/日期:接受人□采购部□车身工程科□质量保证部□动力总成科□外协技术科□工程服务科□底盘工程科□电子电器组供方:地址:电话:传真:邮码:零件图号:序号项目 / 规定值备注(供方)备注(顾客)首件样品检验报告第2页共页供方代码■尺寸报告□材料报告□性能报告供方报告编号供方标记:顾客报告编号供方标记:零件名称:实际值(供方)实际值(顾客)供方签字 / 日期:顾客签字/日期:外观件批准报告零部件名称零部件图号适用车型供方名称工程更改水平日期□□□提交原因零件提交保证书特殊样品再提交其它:□□□表面预处理第一批发运工程更改供方表面加工资料表面预处理评价顾客代表签字纠正并继续纠正和再提交表面特性合格颜色评价标准标准色彩色调色品度亮度金属光泽颜色颜色样品材料材料零件样品供货名称批准类型来源清交接代号红黄绿蓝淡深灰高低高低标志日期晰说明:供方代表签字 / 日期M1 工厂代表签字 / 日期工程样件提交保证书零件名称: _________________零件图号: _________________安全和 / 政府法规:是否工程图样更改水平: ______日期: ___________□ □附加工程更改?: ________________________日期: ___________检查用辅助工具号: ___________更改水平: ______日期: ___________供方资料供方名称: __________________________________供方代码: ______供方地址: __________________________________适用范围:____________供方传真: ____________________供方邮编: ________________提交资料□□□尺寸材料 /功能外观提交原因□□首次提交更改可选用的结构或材料□□工程设计更改分供方或材料来源更改□□工装:转移、代替、整修或附加零件加工过程更改□□偏差校正在其它地方生产零件□□其它:批量提交提交结果尺寸测量材料和性能试验外观标准□□□声明我声明,本保证书的样品是我们公司生产的代表性零件,已符合顾客图样和规范要求,是在工装上使用规定的材料正常生产,没有其它的非正常生产活动。
编号:MC/R.706.01编号:MC/R.706.02MC品质部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给MC品质部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
MC公司PPAP表单MC公司PPAP表单MC公司PPAP表单注:1、本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给MC品质部;2、本表是最终批准的重要输入之一,如有变动应及时通知MC品质部。
3、当二级供应商变化时,应及时通过MC品质部,以确定是否进行生产件批准。
MC公司PPAP表单MC采购部:MC公司PPAP表单MC公司PPAP表单编号:MC/R.706.19MC公司PPAP表单MC 公司 PPAP 表单编号:MC/R.706.191.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 ”。
编号:MC/R.706.20MC采购部:MC公司PPAP表单编号:MC/R.706.23生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品质工程师Motiontec SQE采购工程师MANAGER编号:MC/R.706.242、版面不够,可附页;3、任何产品变更、物流/运输方式变化导致包装改变时,应向MC品质部门确认是否进行重新认可。
第1页
同捷XX项目开发设变履历表
以下为案例,可参考
供应商厂LOGO及名称
编号:
版号/修订状态:A/0
设变设变设变设变设变日期
日期
日期
日期
日期
设变设变设变设变设变日期
日期日期日期日期
设变设变设变设变设变日期
日期日期日期日期
第2页
二次对策:
三次对策:
四次对策:
五次对策:
第一次对策:
二次对策:三次对策:四次对策:五次对策:
OK
OK
第一次对策:
OK
第一次对策:
二次对策:
三次对策:
四次对策:
五次对策:
确认结果
确认
结果确认结果
√
√
设制设制
设4
5
发生时期T1
发生时间
6
要
发生时期T1发生时间
设/制
同捷反映滑轨把手过低,驾驶员操作不变,故对手把外形做变更
要
发生时期T1发生时间
2011.10.28
设/制
后背解锁拉杆装配困难,拉杆固定座尺寸做调整。
制2011.11.10设/制
后排中间支架装配困难,装配孔做调整。
要√
项目代号:
部品名称: 座椅总成
发布日期:(设变前)
原因分析:后排中间支架装配孔设计过小
后排中间支架孔径由¢10.2×11设变为¢10.5×13
(设变后)
(设变前)
(设变后)
12.2
15.2
设变设变设变设变设变日期
日期日期日期日期
设变设变设变设变设变日期
日期日期日期日期
设变设变设变设变设变日期
日期
日期
日期
日期
第3页
OK
OK
第一次对策:
二次对策:三次对策:四次对策:五次对策:
五次对策:
第一次对策:
二次对策:三次对策:四次对策:五次对策:
OK
第一次对策:
二次对策:
三次对策:
四次对策:
确认结果
√
√
√
设制设制
设制7
8
9
发生时期T1发生时间
2011.10.28
要2011.12.27发生时期T1发生时间
2011.10.28
设/制
前排背后打钉框线过短,表皮无法打钉。
确认结果
要2011.12.27发生时期T1发生时间
2011.10.28
设/制
后排侧支架为左右标示,装配时易错装。
确认结果
2011.12.27设/制
后排管架A装配困难,装配孔做调整。
要项目代号:
部品名称:
发布日期:
原因分析:后打钉框线过短
框线长度由195mm 设变为300
两装配孔由¢12设变为¢13
原因分析:管架A 装配孔尺寸设计过小
原因分析:因后排左右支架为共用件,在装配时容易错装
零件上增加左右标示。