甲翻车机整流柜检修作业指导书
- 格式:pdf
- 大小:182.25 KB
- 文档页数:8
翻车机系统大修作业指导书一目的和范围本大修作业指导书规定了翻车机现场大修的专用技术要求和通用检修标准,本作业指导书适用于翻车机大修期间的质量控制。
二方法步骤2.1 翻车机1 翻车机所有构件和焊缝不得出现裂纹 , 构件不得出现严重变形和连接松动。
2 平台钢轨轨距1435 +6-23 平台两端钢轨平面度≤54 平台钢轨直线度≤35 平台上挠度0-126 平台主梁旁弯≤57 端盘 ( 圆盘〉齿条与传动小齿轮的顶隙,(模数为 22,顶隙为 6.5 +2, 端盘 ( 圆盘〉销齿与传动小齿轮的顶隙为 7±1 。
传动小齿轮与齿条 ( 或销齿〉在齿宽中心线重合 , 其偏差不大于 8 mm。
5.1.8 传动小齿轮磨损超过齿厚的 1/10, 大修期间一般要予以更换。
8 销齿磨损超过原直径的 1/10, 要予以更换。
9 各种弹簧折断和失效 , 要予以更换。
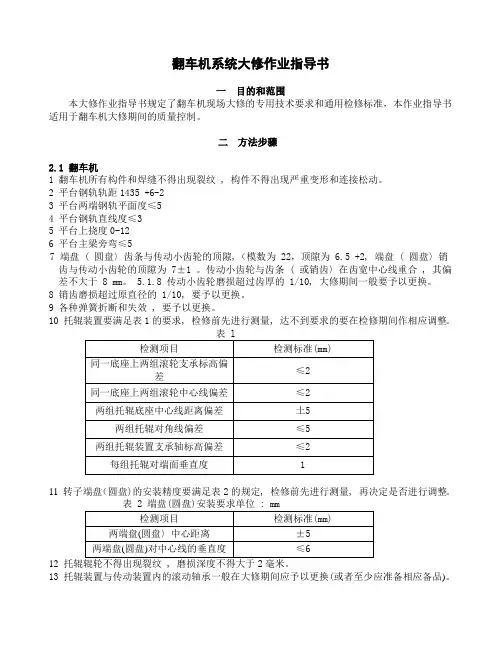
10 托辊装置要满足表1的要求, 检修前先进行测量, 达不到要求的要在检修期间作相应调整。
11 转子端盘(圆盘)的安装精度要满足表2的规定, 检修前先进行测量, 再决定是否进行调整。
1213 托辊装置与传动装置内的滚动轴承一般在大修期间应予以更换(或者至少应准备相应备品)。
14 “C”型转子式翻车机除以上各项要求还应增加如下规定。
1、各钢丝绳滑轮 , 径向磨损不得大于原厚度的 1/4, 滑轮槽壁磨损不得大于原厚度1/3。
且滑轮的槽壁不得破损。
2、钢丝绳不得断股和严重变形 , 一股内断丝数目不得大于总数的 10%, 单根钢丝绳磨损不得超过原直径的 1/3 。
3、平台下面各辊轮外圆磨损不得大于 1毫米, 且应活动自如 , 12个辊轮下面的垫板应按平台上挠度调整, 使之接触, 其间隙不得大于1毫米。
4、推车器滚轮及其余各滚轮磨损应<2毫米。
5、平台两端的站台辊和限位挡辊应活动自如 , 内孔椭圆度不得大于1毫米, 外圆磨损不得大于2 毫米, 限位挡滚与平台之间总间隙 3-10mm, 出车端间隙不得大于2mm 。

中铝洛铜机电设备修造公司技术标准中铝洛铜机电设备修造公司企业标准起重机修理、改造通用作业指导书标准号(改动本作业指导书规定了5~80t系列起重机修理、改造和质量验收的通用工艺技术规范,对于其具备同等条件的梁式、门式起重机等,也可参照使用.1 一般要求1.1 桥式起重机(以下简称起重机)大修解体前,必须进行下列各项检查,作好记录,并纳入修理验收的文件内存档.1。
1.1 将小车置于起重机的跨端,测量桥架主梁拱度,并绘出拱度曲线图。
1.1。
2 测量桥架主梁的旁弯度.1。
1。
3 测量起重机的实际跨度(必要时)。
1.1。
4 测量起重机和减速器的噪声.1.1.5 检查小车是否有“三条腿"现象,小车起动瞬时是否有扭动现象.1.1.6 检查大、小车轮是否有啃轨现象,测量轮缘实际磨值.1。
1.7 检查大车起动瞬时是否有扭动现象。
1。
1。
8 开动大、小车在轨道全长上进行空运转试车,运转时间应不小于10分钟,检查运转机构有无异响,振动及过热等不正常现象。
1。
2 解体所有零、部件,并清洗、检查、更换损坏件、润滑、密封。
所更换起重机上的零件、部件和构件,应符合图纸、技术文件规定的技术条件和质量要求,并经检查合格方可使用,重要的零、部件和构件,应符合GB6067—85《起重机械安全规程》标准中的有关规定。
1。
3 更换的零、部件和构件不得有毛刺、飞边、碰伤痕迹、锈班、割瘤、焊渣等。
1.4 起重机上的各种安全装置、信号装置、吨位标志必须配齐。
大车轨道终端的限位开关挡架和终端撞架,也必须配齐。
1.5 起重机各润滑部位的油孔应配有油堵、注油嘴、油管、伸出的油管端头也应配有防尘油堵或注油嘴。
保证润滑良好、无渗漏,各机构减速器加油(质、量)符合要求.1.6 起重机机械部分的固定螺帽必须垫有弹簧垫圈,与斜面联接的紧固螺帽必须垫有斜面垫圈.1.7 单独驱动的起重机大车电动机应为同一生产厂的产品,且电动机铭牌参数必须一致.1。
8 起重机起升机构中的重锤式限位开关的下重锤,安装位置应正确,活动横杆调整不得倾斜过大,限位开关打开时活动横杠杆应处于水平位置.2 对金属结构的质量要求2.1 当小车处于跨中,并在额定负荷下,主梁的下桡值在水平线以下达到S/700时,应予以校正修复(S —起重机的跨度)。
Q/LD甘肃大唐连城发电有限公司企业标准Q/LD检修作业指导书作业项目:作业日期:批准:审核:编制:2005-06-30发布 2005-06-30实施甘肃大唐连城发电有限公司发布翻车机检修作业指导书1 目的:经过一段时间运行后,翻车机部分零部件磨损严重,根据电厂设备管理的要求,为保证翻车机正常运行,部分零部件需进行更换和维修。
2 范围适用于连城电厂输煤系统FZ15-100翻车机的检修。
3 职责负责设备(工器具)质量验收;负责备品备件和材料的质量验收;负责指定专人做好记录;确保记录真实、准确、工整;负责确认检修工作过程;负责项目资检并签证;对本项目安全、质量负责;如果需要上一级验收(验证),负责提出验收(验证)申请。
负责按《电业安全工作规程》的要求对参加检修工作的每位人员的安全进行监督,并对被检修设备安全、工作环境实施监督。
在工作负责人的领导下,负责按工作程序进行工作。
负责对所有“W”“H”点进行验证、签字。
4 人员资质及配备三年以上现场工作经验,技术员以上职称,经职业技能鉴定中级工以上。
5名:具有一年以上现场工作经验或经职业技能鉴定初级工以上。
各工种的配备数量应满足需要。
5 检修内容(或流程)翻车机各机构检修,包括端环;前后梁;夹紧装置;靠车装置;平台、托辊装置;传动装置;液压系统、电控装置等;后梁、水平梁、底梁及托辊装置进行形状、位置检测。
b 检查开式齿轮副的磨损情况,测量并调整其啮合间隙,打磨修理毛刺。
c 检查环形轨道外观,打磨修理毛刺,紧固压板螺栓及连接板螺栓。
d 检查托辊装置的平衡架和托辊的外观,打磨修理毛刺,修理润滑装置,托辊轴承清洗加油。
e 压车器检修,检查导板的磨损情况,压车油缸检修,调整弹簧装置,靠车板油缸检修。
f 检查调整端部止挡及间隙,检查滚动止挡,并加注油脂。
g 驱动装置大修。
h 液压系统液压油检查,必要时更换,更换滤油器滤芯,油泵检修,管子及附件检修,系统压力、流量等参数调整。
大唐XX 发电有限责任公司企业标准Q/×× ××× ××××—××××检修作业指导书作业项目: 电除尘整流变 作业日期:批 准:审 核 编 制:2009-12-31修订 2010-01-01实施大唐XX 发电有限责任公司发布Q/DTSM ××电除尘整流变检修作业指导书1 目的规范检修行为,确保电除尘整流变修后达到原设计要求。
本作业指导书为所有参加本项目的工作人员所共同遵循的质量保证程序。
2 范围适用于大连电子研究所生产的72KVHW型整流变标准检修。
3 职责工作负责人职责:组织得当、分工明确,对安全和质量负责,指定专人做好记录,确保记录真实、准确。
监护人职责:按安规要求对检修工的安全进行监护。
其他工作人员职责:按安规要求和作业指导书的要求认真完成工作负责人布置的任务。
质检员职责:负责项目质量验收、签证。
4 人员资质及配备专责检修工1名:具有从事电气一次专业五年以上工作经验,通过厂部组织的安规考试及拥有检修上岗资格证(集团公司技能鉴定本专业高级工及以上),熟悉设备结构与工作原理,具备较高的电除尘整流变检修技能的资质或条件。
检修工3名:具有从事电气一次专业三年以上工作经验,通过厂部组织的安规考试及拥有检修上岗资格证,了解设备结构与工作原理,具备基本的电除尘整流变检修技能的资质或条件。
5 检修内容(或流程)电除尘整流变检修前的准备工作。
根据本次作业内容和性质确定好检修人员,并组织学习本指导书,要求所有工作人员都明确本次工作的作业内容、进度要求、作业标准及安全注意事项。
开工前工作负责人应组织工作班成员对本次工作的内容、危险点危险源及预防预控措施进行学习,全体工作人员应在熟悉以上内容后签名确认。
线圈检查。
铁芯检查。
高压套管检查。
低压套管检查。
呼吸器检查。
温度计检查。
翻车机电气施工、调试、验收指导说明书翻车机电气施工、调试、验收指导说明书 (1)第一章翻车机电气施工 (3)1.电气设备安装与固定 (3)1.1.电气设备的固定规范 (3)1.2. 控制屏的安装和固定 (11)1.3.主要电气设备的安装和固定 (11)1.3.1. 变压器 (11)2.电缆管路 (13)2.1. 电缆槽 (13)2.2. 电缆托架 (18)2.3. 电缆管和管路接头 (20)2.4. 分线盒、接线盒 (29)2.5. 扁钢扎线条 (31)3 电缆放线 (32)3.1. 放线标签 (32)3.2. 放线注意事项 (33)4 电缆敷设规范 (34)4.1. 敷设前准备 (34)4.2. 电缆敷设顺序 (35)4.3. 常用敷设方式 (35)4.4. 电缆敷设基本要求 (36)4.5. 电缆分隔要求 (38)4.7. 电缆固定 (40)4.8. 电缆敷设时的温度 (43)4.9. 电缆的保护 (44)4.10. 吊具垂缆的施工 (44)4.11. 卷筒/卷盘吊具电缆的施工 (47)4.12. 拖令电缆的施工 (49)4.13. 拖链电缆的安装 (52)4.14. 高压电缆安装 (53)4.15. 光缆的敷设 (54)5 电缆进线 (55)5.1. 电缆进线方式 (55)5.1.1. 普通填料函进线方式 (56)5.1.5. 电缆槽直接进线方式(户内) (61)5.2. 发热设备进线处理 (63)6 电缆端头处理规范 (64)6.1. 低压电缆类型简介 (64)6.2. 低压电缆端头处理 (65)6.3. 低压电缆芯线端头处理 (66)6.3.4. 圈形裸端头 (70)6.4. 高压电缆终端处理 (75)7 色标和线号标签 (79)7.1. 电缆线号标签 (79)7.2. 色标套管 (80)7.3. 原理号套管 (82)8 电缆接线 (84)8.1. 电缆接线基本要求 (84)8.2. 通讯屏蔽线处理 (87)8.2.1. 通讯电缆穿金属电缆管 (87)8.3. 动力屏蔽电缆处理 (91)8.4. 插座的接线 (94)8.5. 备用线处理 (95)9 接地规范 (95)9.1. 概述 (95)9.2. 接地基本要求 (95)第二章翻车机电气调试 (97)第三章翻车机核心逻辑保护 (97)1 翻车机 (97)2 拨车机 (97)3 迁车台 (98)4 推车机 (98)5)其他 (98)5.1时间保护 (98)5.2.检测开关相关保护 (99)5.3特例保护 (99)6.举例 (100)第一章翻车机电气施工1.电气设备安装与固定1.1.电气设备的固定规范1.1.1. 安装固定基本要求1).紧固:设备安装的基本要求是确保设备可以牢固的固定在金属结构上。
维修作业指导书1设备作业指导书()文件编号:BKLY-SK-WI-编制:黎永军审核:批准:持有部门:槽控机班组目录第一章清灰维护 .................................................. 错误!未定义书签。
第一项槽控机箱体 ...................................... 错误!未定义书签。
第二项现场光纤箱体 ................................... 错误!未定义书签。
第三项现场槽控机电源柜 ........................... 错误!未定义书签。
第二章槽压测量校对 .......................................... 错误!未定义书签。
第一项现场槽控机槽压 .............................. 错误!未定义书签。
第三章紧固维护 .................................................. 错误!未定义书签。
第一项槽控机.............................................. 错误!未定义书签。
第二项现场电源柜 ...................................... 错误!未定义书签。
第三项槽上部.............................................. 错误!未定义书签。
第四项槽压采集回路 .................................. 错误!未定义书签。
第四章测试调试 .................................................. 错误!未定义书签。
第一项语音广播 .......................................... 错误!未定义书签。
整流器设备检修作业指导书
1.目的:通过检修,使整流器设备整机达到质量标准,确保现场正常运用。
2.适用范围:电子电气检修信号工岗位。
3.作业内容:
3.1检修前的准备:工具、测试台开机、电烙铁加热等。
3.2设备外观检查,检查外壳无裂纹损伤,油饰良好。
3.3检修前通电测试,测试各项指标,数据核对。
3.4盒内开盖检查。
3.5检修后电气特性测试,整机接入测试台测试和通电检查。
3.6绝缘测试。
3.7验收。
4.作业材料、工具:
5.检修作业程序:
6.作业安全注意事项:
6.1做好班前安全预想。
6.2检修前,注意检查测试台绝缘是否良好,防止触电伤人。
某公司转动设备检维修作业指导书一、设备检修前的准备工作1. 确认设备停机状态在进行转动设备检维修前,首先要确保设备处于停机状态,并进行必要的安全措施,如切断电源、锁紧开关等。
2. 准备必要的工具和设备根据检维修任务的需求,准备好相应的工具和设备,如扳手、螺丝刀、电动工具等,以及安全防护用品如手套、护目镜等。
3. 查看技术资料和图纸在进行检维修作业前,查看设备的技术资料和图纸,了解设备的结构、工作原理和维修要点。
二、设备检修作业步骤1. 检查设备外观先对设备外观进行检查,包括有无异常噪音、漏油、松动等现象,以及设备的外观是否有损坏情况。
2. 检查设备的电气部分对设备的电气部分进行检查,包括电源线、开关、控制柜等是否正常,有无破损、老化等情况,同时进行必要的绝缘测试。
3. 检查设备的润滑部分对设备的润滑部分进行检查,包括轴承、润滑油、润滑脂等是否正常,有无漏油、缺油等情况,必要时进行润滑工作。
4. 检查设备的传动部分对设备的传动部分进行检查,包括皮带、链条、齿轮等是否正常,有无松动、磨损等情况,必要时进行调整或更换。
5. 测试设备的运转状态在进行检修作业后,进行设备的运转测试,检验设备的运转状态是否正常,有无异常声音、振动、温度等情况。
三、设备检修后的工作1. 整理工具和设备检修作业结束后,将使用的工具和设备进行整理和清洁,放置到指定的位置。
2. 填写检修记录对检修作业进行记录,包括检修时间、检修内容、发现的问题、处理措施等,以便于后续的跟踪和分析。
3. 提出设备维护建议根据检修作业的情况,提出设备的维护建议,包括定期检修、更换易损件等,以保障设备的正常运转和安全性。
通过以上的设备检维修作业指导书,可以使操作人员更加合理、科学的进行设备的检维修作业,确保设备的正常运转和延长设备的使用寿命。
四、设备故障处理1. 针对常见故障的处理方法在设备运行过程中,可能会遇到一些常见故障,比如电器部分故障、润滑不良、传动部分出现异响等。
Q/CDT 辽宁大唐国际锦州热电有限责任公司企业(辽宁大唐国际锦州热电有限责任公司)发布Q/CDT- JZTP 1002. Z 0102—2011目次1 目的 (1)2 适用范围 (1)3 作业条件 (1)4 风险分析/危害辨识 (1)5 组织及人员分工: (3)6 窗口计划 (4)7 备件和工具明细 (4)8 检修项目及工艺流程 (7)9 检修工序及质量标准 (9)10 质量记录 (21)11 完工报告单 (22)12 转动设备品质再鉴定记录表 (24)13 设备检修不符合项目处理单 (25)14 业主检修经验反馈 (26)15 承包商经验反馈 (27)16 其他 (28)IQ/CDT- JZTP 1002. Z 0102—2011翻车机系统设备检修作业指导书1 目的1.1 保证翻车机系统设备检修符合检修工艺质量及文明生产管理要求。
1.2 为所有参加本项目的工作人员,质检人员确定必须遵循的质量保证程序。
2 适用范围适用于辽宁大唐国际锦州热电有限责任公司翻车机系统设备检修工作。
3 作业条件3.1 欲检修的翻车机系统设备停电,办理检修工作票。
3.2 欲检修翻车机系统设备内外无杂物,无油污和无积煤。
3.3 作业组成员了解检修前翻车机系统设备的缺陷。
3.4 作业组成员了解检修前翻车机系统设备的运行状态及小时数。
3.5 清点所有专用工具齐全,检查合适,试验可靠。
3.6 参加检修的人员必须熟悉本作业指导书,并能熟记熟背本书的检修项目,工艺质量标准等。
3.7 参加本检修项目的人员必需安全持证上岗,并熟记本作业指导书的安全技术措施。
3.8 准备好检修过程中所用的易损部件及材料。
3.9 开工前召开专题会,对各检修参加人员进行组内分工,并且进行安全、技术交底。
4 风险分析/危害辨识4.1 翻车机系统设备检修总危害辨识4.1.1 参加检修的人员进行安全教育和技术培训,达到上岗条件。
4.1.2 欲检修翻车机系统所有设备确定全部停电。
翻车机系统作业指导书批准审核编制2013年9月28日目录前言 (2)翻车机系统作业指导书 (3)1.1 翻车机系统运行前的工作流程及注意事项 (3)1.2 翻车机系统运行的工作流程及注意事项 (5)附录A 翻车机系统手动操作 (10)附录B 翻车机系统设备静、动态检查标准 (12)附录C 翻车机系统设备流程图及联锁条件 (15)附录D 翻车机系统设备运行注意事项 (18)附录E 翻车机系统工作规定 (20)附录F 翻车机系统缺陷管理规定 (21)附录G 翻车机系统对讲机使用规定 (23)附录H 翻车机系统交接班制度 (25)附录I 翻车机区域文明卫生制度 (27)附录J 翻车机系统司机(监护员)的职责 (28)前言本作业指导书规定了翻车机系统各运行岗位作业流程及注意事项。
主要内容有:1翻车机系统运行前司机的工作流程及注意事项2翻车机系统运行监护员的工作流程及注意事项本作业指导书适用于塘寨电厂翻车机系统运行。
本作业指导书通过引用《输煤运行规程》中的条款而成为本作业指导书的条款。
本作业指导书的附录A、附录B、附录C、附录D为资料性附录,附录E、附录F、附录G、附录H、附录I、附录J、附录K为规范性附录。
本作业指导书起草单位:塘寨发电有限公司燃料部本作业指导书主要起草人:文虎本作业指导书初审人员:范本辉本本作业指导书由邵东风批准。
翻车机系统作业指导书1.1 翻车机系统运行前的工作流程及注意事项1.1.1 翻车机系统运行前司机的工作流程及注意事项1.1.1.1 翻车机系统运行前司机的工作流程1) 进行交接班,认真查看工作日志;2) 检查翻车机系统设备及翻车机区域铁轨情况;3) 检查翻车机区域卫生情况;4) 检查重调、空调的车钩、钩销等部位的加油情况;5) 了解煤斗煤位及煤篦子上杂物情况;6) 当有重车没有放风、摘风管,向监护员下达放风、摘风管命令;7) 当有重车已经放风、摘风管,向监护员下达检查放放风、摘风管命令;8) 了解手闸、放风、摘风管情况,对出现的异常情况向主值报告;9) 司机在现场确保安全的情况下,启动翻车机系统动态检查设备情况。
直流回路检修作业指导书
1.危害辩识
1.1 有直流电击危险。
1.2 开关柜,配电柜内有高压电,有触电危险。
1.3 人身和机械有可能发生撞击。
2.准备阶段
2.1 物资:自粘胶带一圈,控制保险5个,接线端子少许,绝缘纸若干。
2.2 工具:电工工具一套,万用表一块,手电筒一把。
2.3 人员:1名。
2.4 票证:《第二种电气工作票》。
2.5 方案:根据以上内容编制〈〈电控部零星项目检修方案〉〉。
2.6 安全学习:根据检修方案,组织参与人员进行安全学习。
3. 实施阶段
3.1 询问总降有无分、合闸操作,判断是否操作原因引起。
3.2 用万用表测量对地电极,判断是正对地还是负对地。
3.3 分段分开直流空开或保险,确认故障段(注意4#发电机运行时因功率变送器有连锁不能分)。
3.4 确认故障段后,分别断开故障段直流回路空开,断开一个测量一下,无对地则迅速合上,直至查出故障设备。
3.5 查出对地设备后,先解开跳闸线圈一端,串入150W灯泡,再进行故障查找与处理,防跳闸。
3.6 故障处理结束,恢复跳闸线圈接点前,要观察灯所串泡,应不亮。
4. 交接阶段
4.1 现场清理,做好卫生,工具物资收回。
4.2 通知总降检修完毕。
4.4 检修档案记录。
5. 检修时间:1小时。
烧碱35KV整流变柜二次回路检修作业指导书
1.危害辨识
1.1有氯气泄漏危险
1.2处理检查时有电击危险
2.准备阶段
2.1物资:
2.2工具:电工工具一套,万用电表一块
2.3 人员:一人
2.4 票证:《设备检修作业许可证》
2.5方案:根据以上内容制定详细检修方案、整流紧停预案(须有相关职能部门确认);
2.6安全学习:根据检修方案,组织参与检修人员进行安全学习;
3.实施阶段
3.1联系运行,在不能紧停的开关保护柜上拆除紧急分闸两
根线。
3.2轻轻打开紧急分闸控制箱。
3.3将相应开关扭至分闸位置(注意不要分错,在扭动之前
先测试开关上接点应无对地电压),测试触点是否接通,否则更换触点或开关。
3.4在保护柜上测量两线是否相通,否则需更换电缆。
3.5处理正常后,将开关扭至断开位置,关上箱门,接上保
护柜内线。
3.6拆除跳闸线圈一端(137),串入100W灯泡一个。
3.7将开关扭至分闸,观察灯泡钨丝变红,则已处理正常
3.8开关复位至断开位置,拆除100W灯泡,恢复137号线。
4. 交接阶段
4.1 工具物资回收;
4.2 通知总降,故障处理完毕;
4.3 检修档案记录。
5. 检修时间:1小时。