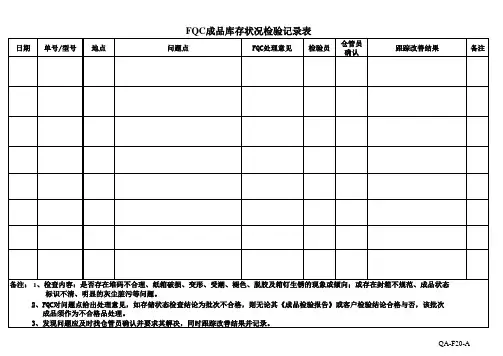
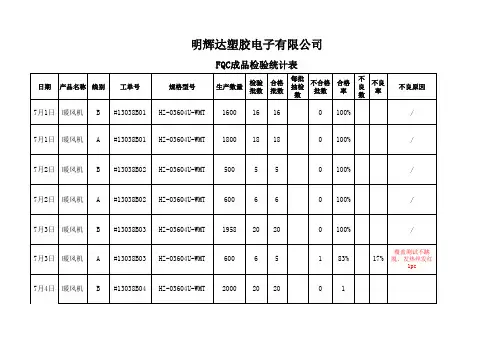
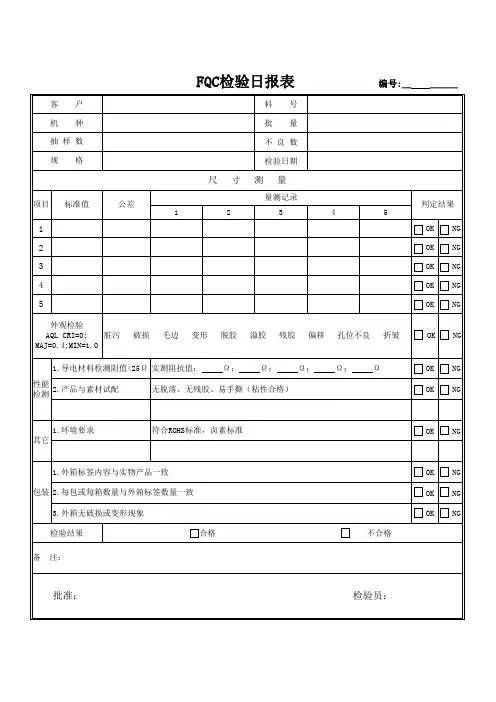
FQC品质统计报表
- 格式:xls
- 大小:27.50 KB
- 文档页数:2
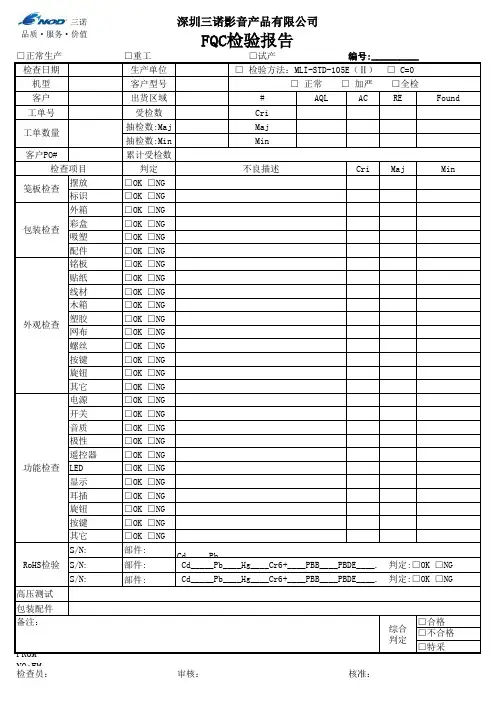
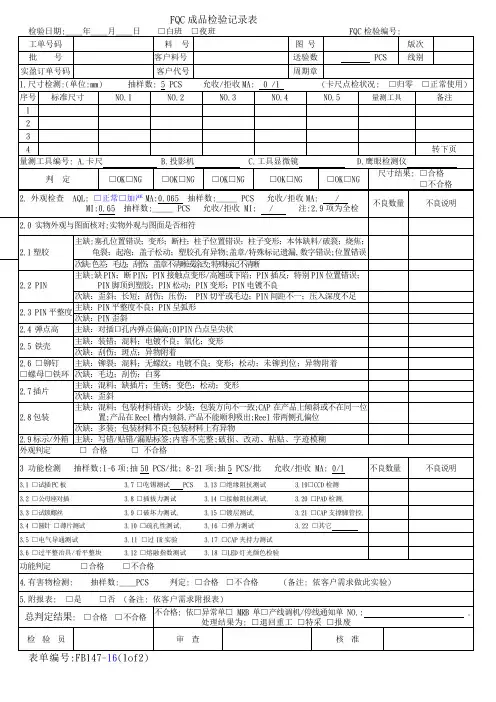
□正常生产□重工□试产检查日期生产单位机型客户型号客户出货区域#AQLACREFound工单号受检数Cri 抽检数:Maj Maj 抽检数:Min Min客户PO#累计受检数判定CriMajMin摆放□OK □NG 标识□OK □NG 外箱□OK □NG 彩盒□OK □NG 吸塑□OK □NG 配件□OK □NG 铭板□OK □NG 贴纸□OK □NG 线材□OK □NG 木箱□OK □NG 塑胶□OK □NG 网布□OK □NG 螺丝□OK □NG 按键□OK □NG 旋钮□OK □NG 其它□OK □NG 电源□OK □NG 开关□OK □NG 音质□OK □NG 极性□OK □NG 遥控器□OK □NG LED □OK □NG 显示□OK □NG 耳插□OK □NG 旋钮□OK □NG 按键□OK □NG 其它□OK □NG S /N :部件:Cd_____Pb_S /N :部件:S /N :部件:高压测试包装配件□合格□不合格□特采FROM NO:FM-检查员:审核:核准:RoHS检验深圳三诺影音产品有限公司笺板检查FQC检验报告综合判定备注:不良描述包装检查功能检查□ 检验方法:MLI-STD-105E(Ⅱ) □ C=0检查项目□ 正常 □ 加严 □全检Cd_____Pb____Hg____Cr6+____PBB____PBDE____. 判定:□OK □NGCd_____Pb____Hg____Cr6+____PBB____PBDE____. 判定:□OK □NG 编号:__________工单数量外观检查品质·服务·价值三诺。

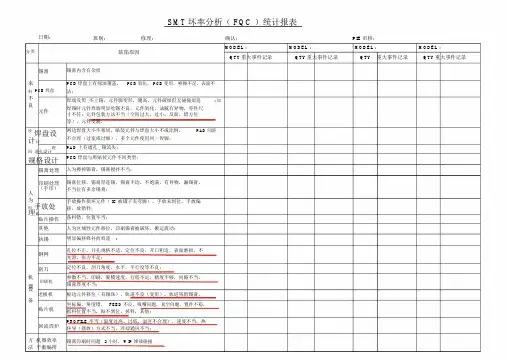
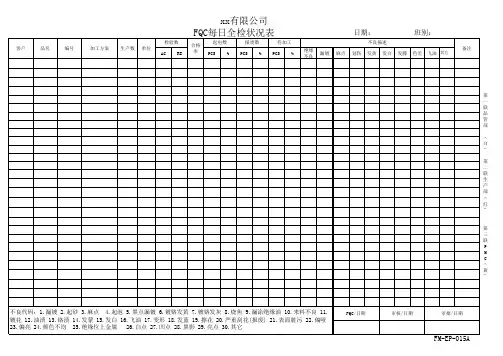
日期:分类锡膏来料 PCB 焊盘不良元件设焊盘设计计问通孔设计题规格设计锡膏处理印刷处理(手印)人为因手放处理素贴片操作其他执锡钢网刮刀机印刷机器设送板机备贴片机回流焊炉方机器效率法平衡编排SMT 坏率分析( FQC )统计报表班别:修理:确认:PIE 审核:缺陷原因MODEL :MODEL :MODEL :MODEL :QTY重大事件记录QTY重大事件记录QTY 重大事件记录QTY重大事件记录锡膏内含有杂质PCB焊盘上有绿油覆盖,PCB氧化, PCB变形,喷锡不足,表面不洁;焊端发黑 ,不上锡,元件脚变形,翘高,元件破损但无碰撞痕迹; 加焊锡时元件焊端明显吃锡不良,元件氧化,油腻有异物,零件尺寸不符;元件包装方法不当(空间过大,过小,反面,错方位等),元件受潮,两边焊盘大小不相同,贴装元件与焊盘大小不成比例,PAD 间距不合理(过宽或过细),多个元件使用同一焊脚;PAD 上有通孔 , 锡流失;PCB焊盘与所贴装元件不同类型;人为擦掉锡膏,锡膏搅拌不当;锡膏位移,锡膏厚连锡,锡膏不均,不饱满,有异物,漏锡膏,不当位有多余锡膏;手放操作损坏元件( IC被镊子夹弯脚),手放未到位,手放偏移,放错件;备料错,位置不当;人为区域性元件移位,印刷锡膏被破坏,搬运震动;明显偏移修补的痕迹;孔位不正,开孔规格不适,定位不良,开口粗造,表面磨损,不光滑,张力不足;定位不良,刮刀角度,水平,平行度等不良;参数不当,印刷,脱模速度,行程不足,精度不够,间隙不当,锡膏厚度不当;板边元件移位(有锡珠),轨道不良(变形),轨道残留锡膏,坐标偏,角度错,FEED 不良,吸嘴问题,真空问题,置件不稳,抓料位置不当,贴不到位,掉料,其他;PROFILE 不当(温度过高,过低,温区不合理),速度不当,热传导(摆放)方式不当,冷却通风不当;锡膏印刷时间超2小时, WIP 堆放碰撞。