用水平仪测量导轨直线度的方法
- 格式:doc
- 大小:107.50 KB
- 文档页数:3
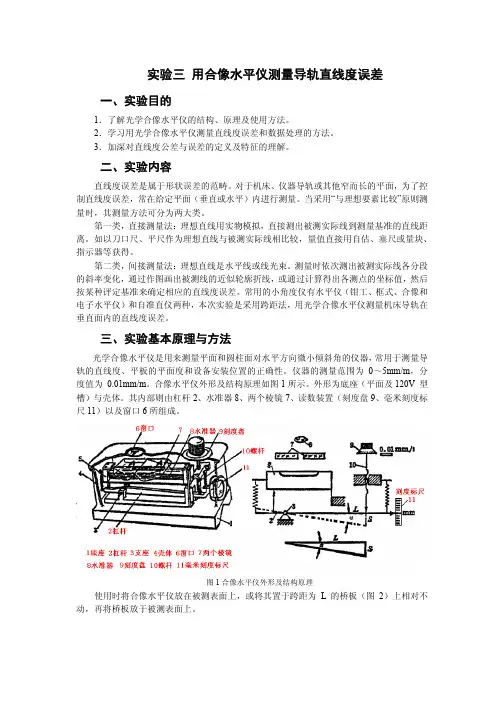
用水平仪测量导轨直线度的方法Hessen was revised in January 2021用水平仪测量导轨直线度的方法在机械维修专业中常用到水平仪,它是机床修理、调整、安装最常用的测量仪器之一,主要用于检测机床导轨直线度、工作台平面度等。
下面我们来了解水平仪是怎样测量导轨直线度的。
机床工作台的直线移动精度,在很大程度上取决于床身导轨的直线度。
但机床导轨一般比较长,往往难以用平尺、检验棒等作为基准测量导轨的直线度,这时可以用水平仪进行测量。
其工作原理是:假设在被测导轨上有一条理想水平直线作为测量基准,再把被测导轨分成若干段,然后用水平仪分别测出各段相对于理想水平直线所倾斜的角度值,通过绘制坐标图来确定导轨与水平直线的最大误差格数,最后运用公式(△H=n I L)计算出导轨与水平直线的误差值。
具体步骤如下:1、将水平仪放在导轨中间,调平导轨,防止导轨倾斜,无法准确读出水平仪读数。
2、水平仪放在一定长度L)的平行桥板上,不能直接放置在被测表面上。
3、将导轨分段,每段长度与桥板相适应,依次首尾相接,逐段测量并记录下每段读数及倾斜方向。
4、根据各段读数画出导轨直线度曲线图:以导轨的长度为横坐标,水平仪读数为纵坐标。
根据读数依次画出各折线段,每一段的起点要与前一段的终点重合。
例如C6132车床的导轨长1600mm.用精度为l000mm的框式水平仪测量导轨在垂直平面内直线度误差。
水平仪桥板长度为200mm,分8段测量。
每段读数依次为:+l、+1、+2、0、-1、-l、0、,如图1所示。
按一定比例画出纵横坐标,作出导轨直线度曲线。
如图2所示。
5、用两端点连线法或最小区域法确定最大误差读数和误差曲线形状。
两端点连线法:若导轨直线度误差曲线呈单凸或单凹时,作首尾两端点连线I-I,并过曲线最高点或最低点)作Ⅱ-Ⅱ直线与I—I平行。
两包容线间取大坐标值即为最人误差值。
如图2所示,最大误差在导轨长为600mm处。
曲线右端点坐标值为格,按相似三角形解法,导轨600mm处最大误差值为=格。
水平仪的使用(作者未知)一、水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。
水平仪是机床制造、安装和修理中最基本的一种检验工具。
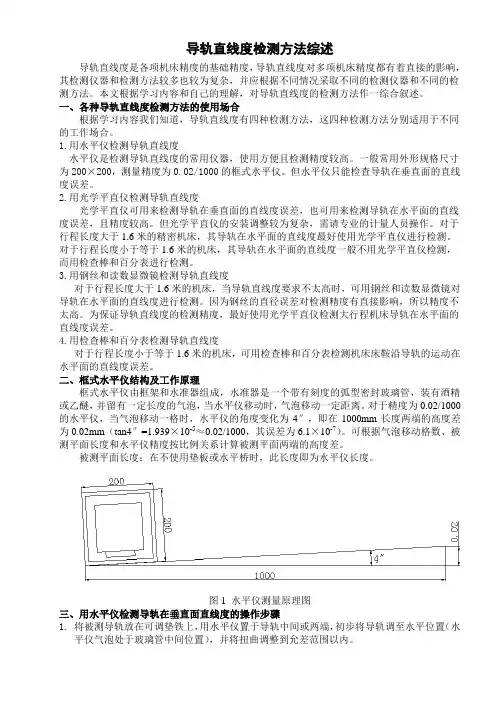
一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。
水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。
若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。
如图:1计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出:由tgα= = =0.00002 则α=4秒从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为:tgα= =0.00002 H1=tgα×L1=0.00002×200=0.004(mm)由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。
假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。
另外,水平仪的实际变化值还与读数精度有关。
所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
水平仪的读数,应按照它的起点任意一格为0。
气泡运动一格计数为1,再运动一格计数为2,以此进行累计。
在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生性也是少见的(加工前的导轨会有性的现象)。
测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。
导轨平直度的检测
一、检测要求
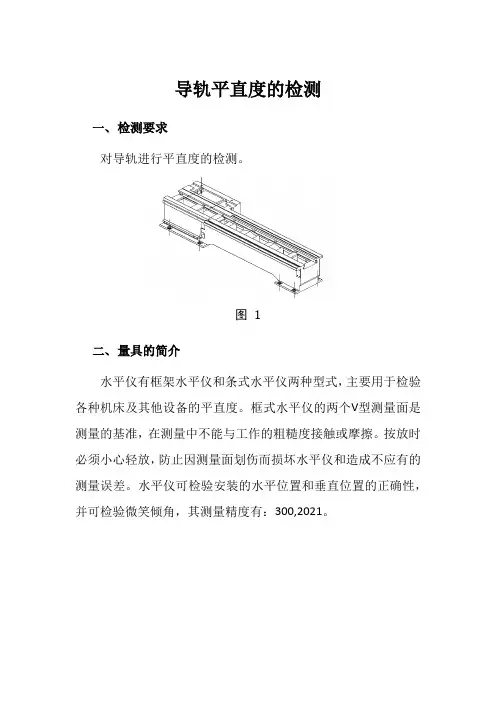
对导轨进行平直度的检测。
图1
二、量具的简介
水平仪有框架水平仪和条式水平仪两种型式,主要用于检验各种机床及其他设备的平直度。
框式水平仪的两个V型测量面是测量的基准,在测量中不能与工作的粗糙度接触或摩擦。
按放时必须小心轻放,防止因测量面划伤而损坏水平仪和造成不应有的测量误差。
水平仪可检验安装的水平位置和垂直位置的正确性,并可检验微笑倾角,其测量精度有:300,2021。
图2
三、测量步骤
1、翻开盒子,取出框式水平仪。
此框式水平仪标称分度值为m。
图3
2、清理水平仪水平检测面。
图4
3、清理导轨外表。
图5
4、水平仪校准确定相对零点。
将水平仪垂直的贴在参考平面上。
待气泡稳定读数取右端偏移格数a1=5。
图6
垂直拿起并旋转180度,放在原位。
待气泡稳定读取右端偏移格数a2=4。
图7
那么a=a1a2/2=即为相对零点。
5、开始测量。
将水平仪垂直放在导轨上。
图8测得7组数据:
A1=2, m〔水平仪的宽度〕
A2=,m〔水平仪的宽度〕
A3=,m〔水平仪的宽度〕
A4=4,m〔水平仪的宽度〕
A5=3,m〔水平仪的宽度〕
A6=2,m〔水平仪的宽度〕
A7=,a=0,最小值为a-m,m。
6、清理水平仪水平检测面。
图9
7、将水平仪放回盒子。
图10
四、评价。
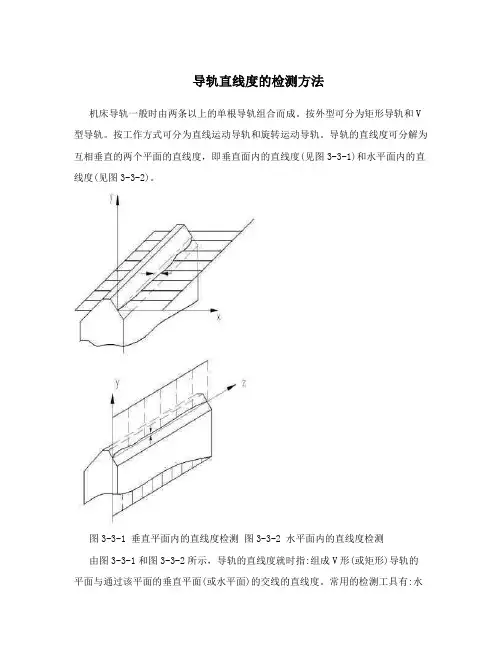
导轨直线度的检测方法机床导轨一般时由两条以上的单根导轨组合而成。
按外型可分为矩形导轨和V 型导轨。
按工作方式可分为直线运动导轨和旋转运动导轨。
导轨的直线度可分解为互相垂直的两个平面的直线度,即垂直面内的直线度(见图3-3-1)和水平面内的直线度(见图3-3-2)。
图3-3-1 垂直平面内的直线度检测图3-3-2 水平面内的直线度检测由图3-3-1和图3-3-2所示,导轨的直线度就时指:组成V形(或矩形)导轨的平面与通过该平面的垂直平面(或水平面)的交线的直线度。
常用的检测工具有:水平仪、平尺以及光学仪器入自准仪、钢丝和显微镜等。
当被测件长度不大于1600mm时,选用水平仪、平尺或光学仪器,当被测件长度大于1600mm时,测只可用水平仪和光学仪器检测。
评定机床导轨的直线度误差的方法有最小包容区域法和两点连线法两种。
1(间隙法间隙法是指用量块(或)塞尺测量被测平面导轨和测量基准线(常用平尺类量具体现)间的间隙,直接评定直线度法差值的方法。
如图3-3-3所示,将一标准平尺置于被测平面导轨上,在距离平尺两端各约2/9L(L为平尺长度)处垫上等量块。
然后用片状塞规或塞尺测检平尺工作面和被测导轨面间的间隙。
若将实测间隙减去所用的等高量块的高度值后,小于机床规定的直线度允差:则说明该机床的导轨直线度误差符合精度要求。
图3-3-3 1——等高块 2——量块例:某机床导轨的直线度的允差为0.012mm/m。
等高量块高度为h。
若选用h0mm 厚的片状塞规或塞尺,在导+0.012轨上相距为1m的任何地方均不能塞入,则该导轨的直线度符合精度要求。
2(指示器法此法常用于检测中、小型导轨在垂直平面和水平面内的直线度。
为了降低测量时读数的不确定度,在被测导轨上移动的桥板跨距d取为d?(0.1~0.25)L。
而且,d值应小于或等于500mm,L为导轨长度。
图3-3-4所示为垂直平面内直线度的检测。
首先,将平尺工作面放成水平状,并尽可能靠近被测导轨,距离愈近愈好。
导轨直线度检测方法综述导轨直线度是各项机床精度的基础精度,导轨直线度对多项机床精度都有着直接的影响,其检测仪器和检测方法较多也较为复杂,并应根据不同情况采取不同的检测仪器和不同的检测方法。
本文根据学习内容和自己的理解,对导轨直线度的检测方法作一综合叙述。
一、各种导轨直线度检测方法的使用场合根据学习内容我们知道,导轨直线度有四种检测方法,这四种检测方法分别适用于不同的工作场合。
1.用水平仪检测导轨直线度水平仪是检测导轨直线度的常用仪器,使用方便且检测精度较高。
一般常用外形规格尺寸为200×200,测量精度为0.02/1000的框式水平仪。
但水平仪只能检查导轨在垂直面的直线度误差。
2.用光学平直仪检测导轨直线度光学平直仪可用来检测导轨在垂直面的直线度误差,也可用来检测导轨在水平面的直线度误差,且精度较高。
但光学平直仪的安装调整较为复杂,需请专业的计量人员操作。
对于行程长度大于1.6米的精密机床,其导轨在水平面的直线度最好使用光学平直仪进行检测。
对于行程长度小于等于1.6米的机床,其导轨在水平面的直线度一般不用光学平直仪检测,而用检查棒和百分表进行检测。
3.用钢丝和读数显微镜检测导轨直线度对于行程长度大于1.6米的机床,当导轨直线度要求不太高时,可用钢丝和读数显微镜对导轨在水平面的直线度进行检测。
因为钢丝的直径误差对检测精度有直接影响,所以精度不太高。
为保证导轨直线度的检测精度,最好使用光学平直仪检测大行程机床导轨在水平面的直线度误差。
4.用检查棒和百分表检测导轨直线度对于行程长度小于等于1.6米的机床,可用检查棒和百分表检测机床床鞍沿导轨的运动在水平面的直线度误差。
二、框式水平仪结构及工作原理框式水平仪由框架和水准器组成,水准器是一个带有刻度的弧型密封玻璃管,装有酒精或乙醚,并留有一定长度的气泡,当水平仪移动时,气泡移动一定距离。
对于精度为0.02/1000的水平仪,当气泡移动一格时,水平仪的角度变化为4″,即在1000mm长度两端的高度差为0.02mm(tan4″=1.939×10-5≈0.02/1000,其误差为6.1×10-7)。
科技风2017年8月下机械化工D O I:10. 19392/ki. 1671-7341.201716143水平仪测量导轨直线度误差数据的处理方法戴国东江苏省常州技师学院江苏常州213017摘要:在机床导轨的制造、装配、检修过程中,经常要对导轨精度进行检查和测量。
特别要对导轨直线度误差进行检查和测定,并对测量数据要进行数据处理,以便求出导轨直线度线性误差值。
本文对水平仪测量导轨直线度误差数据的处理方法作详尽论述。
关键词:水平仪;直线度误差;曲线图;数据处理1用水平仪测量导轨直线度误差的方法如下首先初步调平导轨,将导轨分段,用水平仪依次首尾相接逐段测量,并记录下各段的误差读数,注意正、负和零。
其次,在平面直角坐标系中,根据导轨各段的测量读数作误差曲线图,作图时横坐标为导轨长度,纵坐标为水平仪误差读数,每后一段的读数必须在前一段读数的基础上叠加上去,并确定最大误差的位置和格数。
或直接根据导轨各段原始读数采用计算法确定最大误差的位置和格数。
然后根据公式.=n •i • 1将最大误差格数(角值)换算成线性误差值(毫米)。
公式中:.一一导轨直线度线性误差值'm m);n—最大误差格数;i—水平仪精度;1—-导轨分段测量长度(mm)。
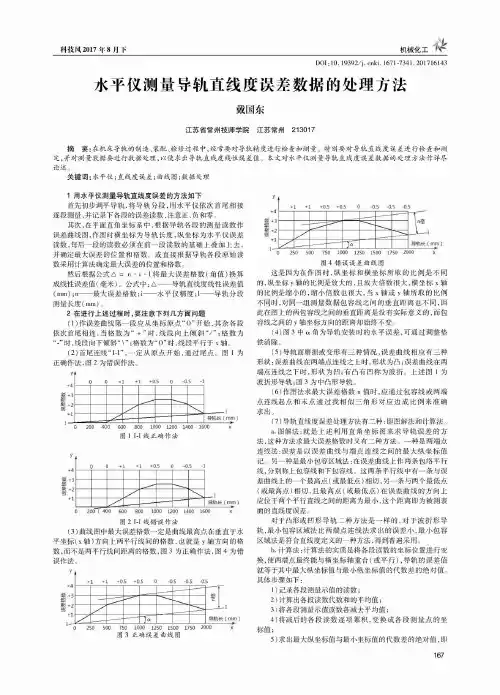
2在进行上述过程时,要注意下列几方面问题'1)作误差曲线第一段应从坐标原点)O*开始,其余各段依次首尾相连,当格数为“ + *时,线段向上倾斜“/”;格数为“2时,线段向下倾斜“\*;格数为“〇*时,线段平行于X轴。
(2)首尾连线“12”,一定从原点开始,通过尾点。
图1为正确作法,图)为错误作法。
(3)曲线图中最大误差格数一定是曲线最高点在垂直于水平坐标(X轴)方向上两平行线间的格数,也就是y轴方向的格数,而不是两平行线间距离的格数,图3为正确作法,图4为错误作法。
+1+1+0.5+0.50-0.5-0.5-0.5图4错误误差曲线图这是因为在作图时,纵坐标和横坐标所取的比例是不同的,纵坐标y轴的比例是放大的,且放大倍数很大,横坐标x轴的比例是缩小的,缩小倍数也很大,当x轴或y轴所取的比例不同时,对同一组测量数据包容线之间的垂直距离也不同,因此在图上的两包容线之间的垂直距离是没有实际意义的,而包容线之间的y轴坐标方向的距离却始终不变。
导轨直线度检测的方法及工具-回复导轨直线度检测是一项重要的工艺过程,用于确定导轨表面的直线度,以确保工作过程中的精度和准确性。
本文将一步一步地介绍导轨直线度检测的方法及所需的工具。
第一步:准备工作在进行导轨直线度检测之前,需要准备一些必要的工具和材料。
主要的工具包括水平仪、游标卡尺、光学平行度仪、调平脚和检测夹具等。
此外,还需要一块光滑平整的平板和一支划线笔。
第二步:检查导轨的表面首先,仔细检查导轨的表面,确保其没有明显的划痕、凹陷或其他损坏。
如果发现表面存在损坏,需要先修复后再进行直线度检测。
第三步:准备导轨检测夹具使用适当的夹具将导轨固定在检测平板上。
确保导轨固定牢固,并且没有松动或移动的迹象。
调平脚可以用来确保平板水平,以确保检测结果的准确性。
第四步:使用水平仪检测水平度将水平仪放置在导轨表面上。
通过观察水平仪的示数,确定导轨是否完全水平。
如果示数超过允许的误差范围,应调整导轨夹具和调平脚,直至导轨完全水平为止。
第五步:使用游标卡尺测量导轨直线度在导轨表面上选择适当的位置,使用游标卡尺测量导轨的直线度。
将游标卡尺的零位放在导轨的一个端点,然后沿导轨表面移动卡尺,同时观察卡尺示数。
如果示数在一定范围内保持不变,说明导轨具有良好的直线度;如果示数发生明显变化,则说明导轨存在弯曲或偏差。
第六步:使用光学平行度仪进一步检测直线度为了进一步提高检测精度,可以使用光学平行度仪进行直线度检测。
将光学平行度仪的探头放置在导轨的一个端点,然后沿导轨表面移动探头,同时观察平行度仪的示数。
通过一系列测量,可以确定导轨的直线度,并计算出最大偏差。
第七步:记录和分析检测结果将所有的测量结果记录下来,并进行分析。
比较测量结果和规定的直线度标准,确定导轨是否通过直线度检测。
根据分析结果,可以采取相应的措施来修复或调整导轨,以达到要求的直线度标准。
总结:导轨直线度检测需要使用多种工具和方法,包括水平仪、游标卡尺和光学平行度仪等。
水平仪测量导轨直线度误差数据的处理方法作者:戴国东来源:《科技风》2017年第16期摘要:在机床导轨的制造、装配、检修过程中,经常要对导轨精度进行检查和测量。
特别要对导轨直线度误差进行检查和测定,并对测量数据要进行数据处理,以便求出导轨直线度线性误差值。
本文对水平仪测量导轨直线度误差数据的处理方法作详尽论述。
关键词:水平仪;直线度误差;曲线图;数据处理1 用水平仪测量导轨直线度误差的方法如下首先初步调平导轨,将导轨分段,用水平仪依次首尾相接逐段测量,并记录下各段的误差读数,注意正、负和零。
其次,在平面直角坐标系中,根据导轨各段的测量读数作误差曲线图,作图时横坐标为导轨长度,纵坐标为水平仪误差读数,每后一段的读数必须在前一段读数的基础上叠加上去,并确定最大误差的位置和格数。
或直接根据导轨各段原始读数采用计算法确定最大误差的位置和格数。
然后根据公式△= n·i·l将最大误差格数(角值)换算成线性误差值(毫米)。
公式中:△——导轨直线度线性误差值(mm);n——最大误差格数;i——水平仪精度;l——导轨分段测量长度(mm)。
2 在进行上述过程时,要注意下列几方面问题(1)作误差曲线第一段应从坐标原点“O”开始,其余各段依次首尾相连,当格数为“+”时,线段向上倾斜“/”;格数为“-”时,线段向下倾斜“\”;格数为“O”时,线段平行于x轴。
(2)首尾连线“I-I”,一定从原点开始,通过尾点。
图1为正确作法,图2为错误作法。
(3)曲线图中最大误差格数一定是曲线最高点在垂直于水平坐标(x轴)方向上两平行线间的格数,也就是y轴方向的格数,而不是两平行线间距离的格数,图3为正确作法,图4为错误作法。
这是因为在作图时,纵坐标和横坐标所取的比例是不同的,纵坐标y轴的比例是放大的,且放大倍数很大,横坐标x轴的比例是缩小的,缩小倍数也很大,当x轴或y轴所取的比例不同时,对同一组测量数据包容线之间的垂直距离也不同,因此在图上的两包容线之间的垂直距离是没有实际意义的,而包容线之间的y轴坐标方向的距离却始终不变。
水平仪的使用(作者未知)一、水平仪的使用和读数水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。
水平仪是机床制造、安装和修理中最基本的一种检验工具。
一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。
水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。
若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。
如图:1计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出:由tgα= = =0.00002 则α=4秒从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为:tgα= =0.00002 H1=tgα×L1=0.00002×200=0.004(mm)由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。
假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。
另外,水平仪的实际变化值还与读数精度有关。
所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
水平仪的读数,应按照它的起点任意一格为0。
气泡运动一格计数为1,再运动一格计数为2,以此进行累计。
在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生性也是少见的(加工前的导轨会有性的现象)。
测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。
床身导轨在垂直平面内直线度的测量广州市珠江机器有限公司(511450)管景环在国家卧式车床精度检验标准GB/T4020中,对机床导轨在垂直平面内直线度误差的检测,推荐采用精密水平仪的比较测量法。
它的实际意义就是在垂直平面内将导轨的实际形状用最接近的折线代替,并将这些直线分段与理想导轨进行比较,从而确定导轨折线形状与理想导轨形状的偏差。
为了能在生产现场快速、简单到判断零件合格与否,在符合标准规定的前提下,对检验方法我们作了一些简单的调整,以适应生产的需要。
1、测量方法将车床床身放在检验平台的调整垫铁上,床身导轨上放置桥板(桥板长220mm)。
将水平仪(分度值0.02/1000)横向放置在桥板上,检测比较床身导轨两端A、F两点横向水平仪的读数,调整垫铁高度,使两水平仪的读数相等,即使床身导轨两端横向处于平行状态。
然后将水平仪纵向顺着导轨方向放置在桥板上,如图1所示:图一(1)水平仪零线的确定水平仪玻璃管上的刻线及管内气泡如图2所示。
图二在精度检验标准的附则第2.1 、2 .3条中,规定可任意确定刻线中的任一条线为零线,但为观察读数方便起见,我们在实际工作中采用取观察时气泡端部的刻线为零线的方法,如图2 中的a 线。
这样做的好处就是对检验数据合格与否易于判断(在生产现场,当水平仪的读数均为负值且后一读数的绝对值不小于前一读数的绝对值(保证误差方向正确)时,即可初步断定其为合格)。
(2) 水平仪的读数方法桥板在初始位置时,起始为零点(如图1中的A点),即读数为零。
水平仪的第二点读数(如图1中的B点)根据水平仪零线的确定方法,其读数亦为零。
然后移动桥板到第二个位置上(如图1 中的从AB 段移动到BC 段),使尾部与前一位置的头部重合;此时水平仪的读数为第三点读数。
依次测完。
水平仪中气泡移动的方向和水平仪移动方向相同时,读数为正,反之为负。
2、导轨直线度全长误差和局部误差的确定下面结合实例介绍导轨直线度全长和局部误差的确定方法。
机床导轨的直线度误差直接会影响到零件的加工质量,检测导轨直线度可以提高机器制造机安装的精度、延长机器的工作寿命有着非常重要的作用。
可以掌握测试数据的处理及误差曲线的绘制,掌握方框水平仪及测量平尺的使用方法。
直线导轨直线度检测需准备平尺、方框水平仪、桥板。
下面一起来看看检测步骤:
使用长度500mm的平尺,上面放置200mm的框式水平仪,以500mm长等分机床导轨成若干段,将水平仪放置在导轨的左(右)端,作为检测工作的起点,记下此时水平仪气泡的位置,然后按导轨分段,首尾相接依次放置水平仪,记下水平仪每一段时气泡的位置,填入检测报告中。
检测床身前,直线导轨,擦净导轨表面将床身安置在适当的基础上,并基本调平。
最后作出检测坐标图并计算导轨误差。
用框式水平仪检测机床导轨直线度误差一般机床出厂验收后,按出厂前检测机床导轨很不方便,卧式车床拖板较长(尤其是龙门铣床),使机床导轨不能全长检测,故而采用大溜板上放置水平仪(移动水平)的方法来检测,此方法虽不能百分之百反映导轨直线度误差,却有两个好处,一是经过几次试验,发现此方法的结果略大于导轨的真实直线度误差,即不会出现误判为合格导轨的现象。
二是此方法的结果真实反映已加工工件的误差。
最终结果完全可以作为判定导轨是否需要调整的依据。
下面分别用移动水平和桥板两种方法进行检测并进行比较。
女助手说:“我真没有发现有什么不对的地方,以前的警察也来过几次,我都这么说,毛老师是一个很严谨的人,也很守信的,他失踪前一天还答应对我的论文进行指导的,可是他那天晚上下班后就没有再回来了,我还帮他草拟了接下来一个星期的日程安排,他还亲自提笔改了几处的。
”图11.移动水平检测(1)记录数据。
一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1 000,即气泡移动1格代表每米高度差为0.02mm(倾斜角度为4″,tg4'=0.02/1 000)。
以我厂生产的1.25m卧式车床为例。
导轨可检测6m,大溜板有效长度1.5m。
将水平仪纵向置于刀架平稳处,水平仪记数应以运动方向那一端的水泡管大刻线为准,例如向右运动,就将右端大刻线调0或记0,每次记录都是水泡距离0位的格数,水泡移动与运动方向相同记为+,按程序每次运行500mm,即每板为500mm,共运行12次,记录13个数据(单位:格):0,0.2,0.5,1.0,1.2,1.0,1.8,2.5,3.5,2.5,0.5,1.0,0.5。
(2)计算最大格数,具体过程如下所述。
城乡关系是城市的必然产物,是广泛存在于城市和乡村之间的相互作用、相互影响、相互制约的普遍联系与互动关系,是一定社会条件下政治经济关系等诸多因素在城市和乡村关系的集中反映。
早期的城市空间研究起始于空间的非社会性,如城市地理学、城市经济学都侧重于从理论和模型的变量计算中关注城市发展。
用水平仪测量导轨直线度的方法
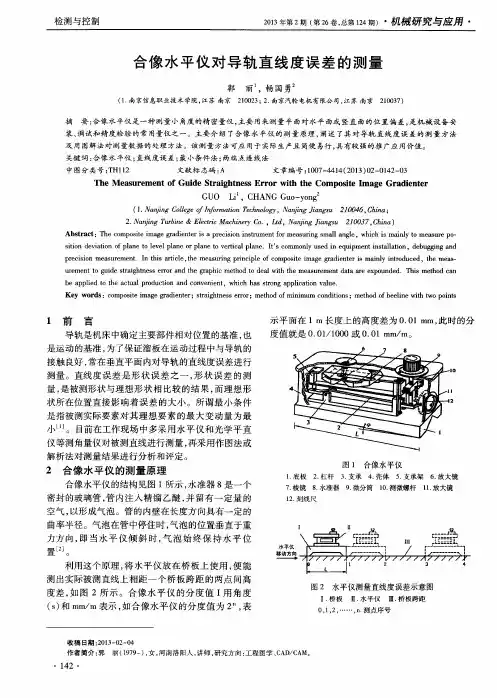
在机械维修专业中常用到水平仪,它是机床修理、调整、安装最常用的测量仪器之一,主要用于检测机床导轨直线度、工作台平面度等。
下面我们来了解水平仪是怎样测量导轨直线度的。
机床工作台的直线移动精度,在很大程度上取决于床身导轨的直线度。
但机床导轨一般比较长,往往难以用平尺、检验棒等作为基准测量导轨的直线度,这时可以用水平仪进行测量。
其工作原理是:假设在被测导轨上有一条理想水平直线作为测量基准,再把被测导轨分成若干段,然后用水平仪分别测出各段相对于理想水平直线所倾斜的角度值,通过绘制坐标图来确定导轨与水平直线的最大误差格数,最后运用公式(△H=n I L)计算出导轨与水平直线的误差值。
具体步骤如下:
1、将水平仪放在导轨中间,调平导轨,防止导轨倾斜,无法准确读出水平仪读数。
2、水平仪放在一定长度L)的平行桥板上,不能直接放置在被测表面上。
3、将导轨分段,每段长度与桥板相适应,依次首尾相接,逐段测量并记录下每段读数及倾斜方向。
4、根据各段读数画出导轨直线度曲线图:以导轨的长度为横坐标,水平仪读数为纵坐标。
根据读数依次画出各折线
段,每一段的起点要与前一段的终点重合。
例如C6132
车床的导轨长
1600mm.用精
度为l000mm
的框式水平仪
测量导轨在垂直平面内直线度误差。
水平仪桥板长度为200mm,分8段测量。
每段读数依次为:+l、+1、+2、0、-1、-l、0、,如图1所示。
按一定比例画出纵横坐标,作出导轨直线度曲线。
如图2所示。
5、用两端点连线法或最小区域法确定最大误差读数和误差曲线形状。
两端点连线法:若导轨直线度误差曲线呈单凸或单凹时,作首尾两端点连线I-I,并过曲线最高点或最低点)作Ⅱ-Ⅱ直线与I—I平行。
两包容线间取大坐标值即为最人误差值。
如图2所示,最大误差在导轨长为600mm处。
曲线右端点坐标值为格,按相似三角形解法,导轨600mm处最大误差值为=格。
最小区域
法:如果直线
度误差曲线
有凸有凹呈波折状态,如图3所示,此时应过曲线上两个最低点或两个最高点),作一条包容线I-I,过曲线上的最高点(或最低点)作平行于I-I线的另一包容线Ⅱ-Ⅱ,将误差曲线全部包容在两平行线之问。
两平行线之间沿Y轴方向的最人坐标值n即为最大误差。
6、按误差格数换算导轨直线度线性值一般按下式换算:
△H=n I L
△H为导轨直线度误差mm;n为曲线图中最大误差格数;I为水甲仪的读数精度;L为每段测量长度mm。
在上例中:△H=n I L= 所以该车床导轨直线度误差为。
在用水平仪测量导轨直线度时应注意
几点:(1)将导轨分成若干段,每段应与桥板长度相适应,测量时应首尾相接,否则就不能止确测量出误差。
另外,如导轨较长,应选择较长的桥板;若分段过多,将会引起计量累积误差。
(2)测量前应将导轨调平,如果导轨误差严重,用框式水平仪无法测量时,可考虑用合像水平仪或光学平直仪测量。