设备点检及维护记录表.doc
- 格式:doc
- 大小:384.54 KB
- 文档页数:3
XXXXXX有限公司编号:
设备日常点检记录
设备名称:
型号规格:
设备编号:
使用部门:
设备点检说明:
1、设备的日常点检是由操作工每日执行的设备维护作业,它是为了保持设备的正常技术状态,延长设备使用寿命所必须进行的日常工作,也是操作工的主要责任之一。
2、设备的日常维护要求:操作工在每班生产中必须做到:班前对设备各部位进行检查,并按规定加润滑油;按规定的点检项目做好检查记录,确认正常后才能使用设备;要严格按操作维护规程正确使用设备,设备运行中要注意观察其运行状况,发现异常要及时处理,操作工不能处理的应通知维修工检修,并作好简明记录;下班前应认真清扫、擦拭设备,并记录设备状况,办理交班手续。
设备定期维护应符合“四项要求”:即整齐、清洁、润滑、安全。
3、设备日常检查的内容:
○
○2设备使用或管理部门对设备的使用和记录情况进行不定期监督抽查,监查人及其意见应签署在最后一行。
设备日常点检记录。
填表人:
核:年月
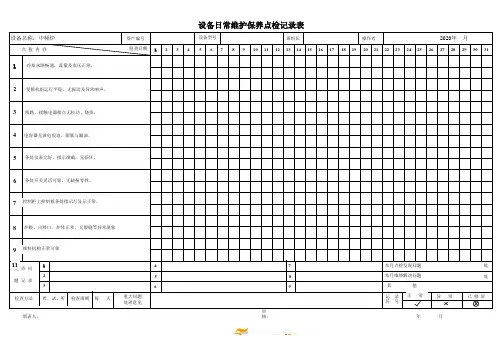
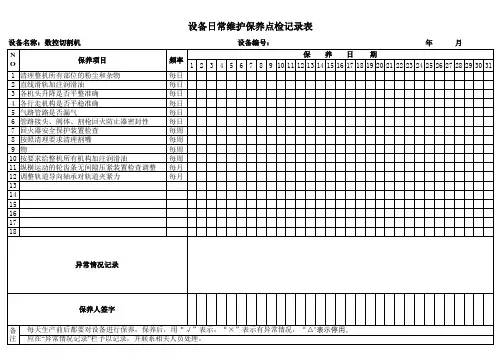
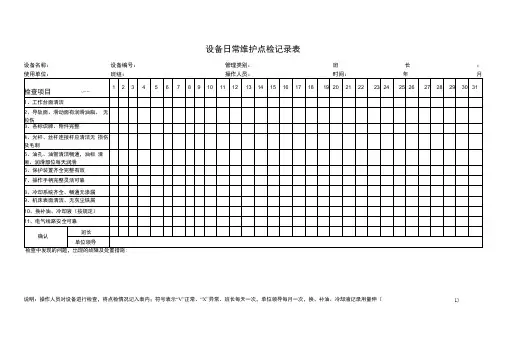
设备日常维护保养点检记录表
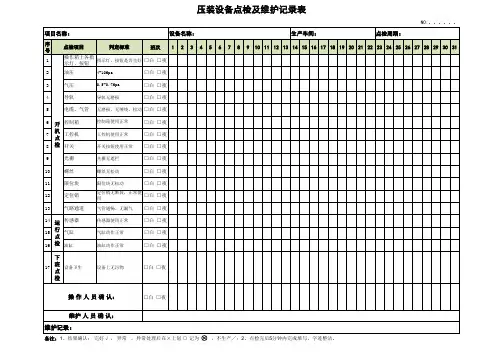
设备名称:中频炉
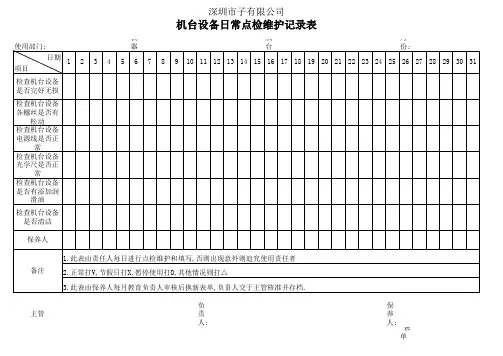
2020年 月1冷却水路畅通,流量及水压正常。
2变频机组运行平稳,无振动及异常响声。
3线路、接触电器接点无松动、烧伤。
4电容器无放电痕迹、膨胀与漏油。
5各处仪表完好,指示准确,无损坏。
6各处开关灵活可靠,无缺损零件。
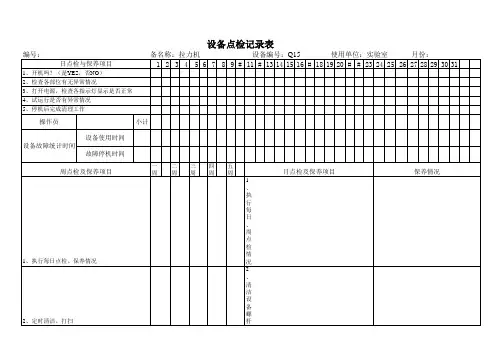
7点检内容检查日期资产编号12345678910111213141516171819202122232425262728293031设备型号班组长操作者交班问题记录1
23检查方法456看、试、听检查周期每天重大问题处理意见789本月点检发现问题处本月维修解决问题
处其
他记录
符号正常异常已修好
89
101112131415控制柜上控制板各处指示灯显示正常。
炉膛、出料口、炉体正常,无裂缝等异常现象推料机构正常可靠。
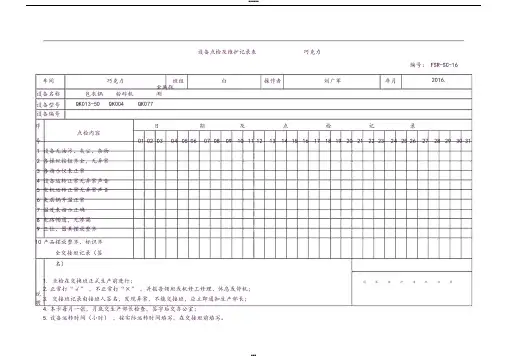
设备点检及维护记录表巧克力编号: FSR-SC-16 车间巧克力班组白操作者刘广军年月2016.设备名称包衣锅粉碎机金属探测设备型号QK013-50 QK004 QK077设备编号序点检内容日期及点检记录号01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1设备无油污、灰尘、杂物2各操纵按钮齐全,无异常3各指示仪表正常4设备运转正常无异常声音5电机运转正常无异常声音6夹层锅升温正常7温度表指示正确8电路畅通,无渗漏9工位、器具摆放整齐10产品摆放整齐、标识齐全交接班记录(签名)1. 点检在交换班正式生产前进行;设备维护情况记录2.正常打“√” ,不正常打“×” ,并报告领班或机修工修理、休息或停机;说3. 交接班记录由接班人签名,发现异常,不能交接班,应立即通知生产部长;明4.本卡每月一张,月底交生产部长检查,签字后交办公室;5.设备运转时间(小时),按实际运转时间填写,在交接班前填写。
每班设备运转时间(小时)设备点检及维护记录表编号: FSR-SC-16 车间泡菜车间班组白操作者杨仲平年月2015.设备名称打浆机调料机抹料带设备型号FS0809 FA0706设备编号PC009 PC017 10*1序日期及点检记录点检内容01号02 03 04 05 06 07 08 09 10 1112 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1设备无油污、灰尘、杂物2各操纵按钮齐全,无异常3各指示仪表正常4设备运转正常无异常声音5电机运转正常无异常声音6温度表指示正确7电路畅通,无渗漏8工位、器具摆放整齐9产品摆放整齐、标识齐全交接班记录(签名)1. 点检在交换班正式生产前进行;设备维护情况记录说 2. 正常打“√” ,不正常打“×” ,并报告领班或机修工修理、休息或停机;3.交接班记录由接班人签名,发现异常,不能交接班,应立即通知生产部长;明4.本卡每月一张,月底交生产部长检查,签字后交办公室;5.设备运转时间(小时),按实际运转时间填写,在交接班前填写。
年月
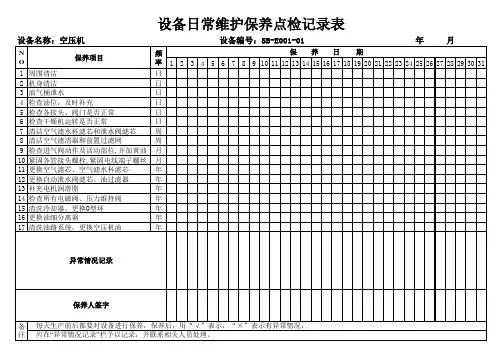
设备日常维护保养点检记录表
设备编号:SB-E001-01
设备名称:空压机
年月
设备日常维护保养点检记录表
设备名称:除湿机
设备编号:SB-E020
年月
设备名称:冷水机组、风冷机组设备编号:SB-E020
年月
设备名称:无塔供水设备编号:SB-E012
年月
设备名称:纯水机设备编号:SB-E013
年月
设备日常维护保养点检记录表
设备名称:超纯水机
设备编号:SB-E011
年月
设备名称:制氮机设备编号:SB-E002
年月
设备名称:真空泵设备编号:SB-E010-01
年月
设备日常维护保养点检记录表
设备名称:超声波焊机
设备编号:SB-E009-01
年月
设备日常维护保养点检记录表
设备名称:车床
设备编号:SB-E003
年月
设备名称:铣床设备编号:SB-E004
年月
设备名称:铣床设备编号:SB-E004
年月
设备日常维护保养点检记录表
设备名称:平面磨床
设备编号:SB-E005
年月
设备日常维护保养点检记录表
设备名称:外圆磨床
设备编号:SB-E006
年月
设备日常维护保养点检记录表
设备名称:剪板机
设备编号:SB-E007
年月
设备日常维护保养点检记录表
设备名称:折弯机
设备编号:SB-E008。
1234567891011121
2
3
4
5
6
7
89点检记录符号:正常√ 异常△ 待修×修好⊙设 备 点 检 维 修 记 录
使用部门:车身部 焊装车间
序号
点 检 内 容名称:空压机
编号型号检查空压机、冷干机各控制阀开、关是否正常检查冷干机冷媒高压、低压是否正常检查冷干机自动排水系统是否正常检查空压机高低压设定是否符合要求责任人签字
问题反馈
责任人填写:检查控制柜有无异常声响,电流、电压是否稳定检查电机有无异常声响,电极温升是否正常检查储气罐是否有定期排水检查全系统是否运行正常,气路是否畅通
说明:使用单位负责人:
维修记
录
维修人员填写:
年
修 记 录 表
2012
月份
责人:年 月 日。
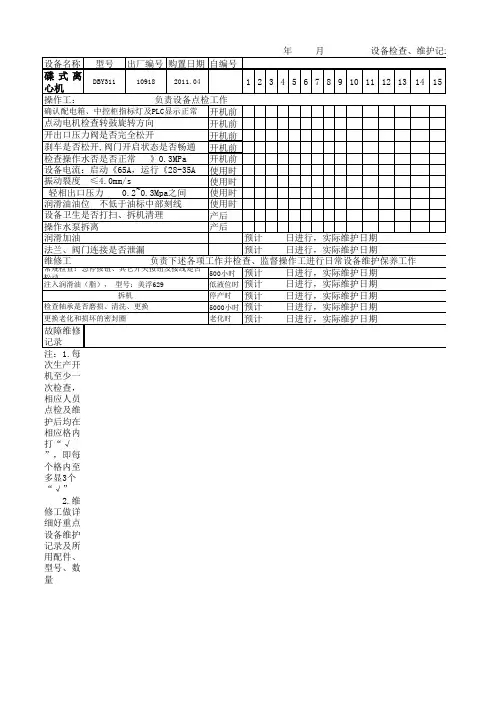
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录/JG-CX-6-01-J309设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录验收人:。
欢迎共阅
设备点检及维护记录表巧克力
编号: FSR-SC-16 车间巧克力班组白操作者刘广军年月2016.
设备名称包衣锅粉碎机金属探测
设备型号QK013-50 QK004 QK077
设备编号
序
日期及点检记录点检内容
号01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1设备无油污、灰尘、杂物
2各操纵按钮齐全,无异常
3各指示仪表正常
4设备运转正常无异常声音
5电机运转正常无异常声音
6夹层锅升温正常
7温度表指示正确
8电路畅通,无渗漏
9工位、器具摆放整齐
10产品摆放整齐、标识齐全
交接班记录(签名)
1. 点检在交换班正式生产前进行;设备维护情况记录
2.正常打“√” ,不正常打“×” ,并报告领班或机修工修理、休息或停机;
说
3. 交接班记录由接班人签名,发现异常,不能交接班,应立即通知生产部长;
明
4.本卡每月一张,月底交生产部长检查,签字后交办公室;
5.设备运转时间(小时),按实际运转时间填写,在交接班前填写。
每班设备运转时间(小时)
设备点检及维护记录表
编号: FSR-SC-16 车间泡菜车间班组白操作者杨仲平年月2015.
设备名称打浆机调料机抹料带
设备型号FS0809 FA0706
设备编号PC009 PC017 10*1
日期及点检记录
序
点检内容
号02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
01
1设备无油污、灰尘、杂物
2各操纵按钮齐全,无异常
3各指示仪表正常
4设备运转正常无异常声音
5电机运转正常无异常声音
6温度表指示正确
7电路畅通,无渗漏
8工位、器具摆放整齐
9产品摆放整齐、标识齐全
交接班记录(签名)
1. 点检在交换班正式生产前进行;设备维护情况记录
2.正常打“√” ,不正常打“×” ,并报告领班或机修工修理、休息或停机;
说
3. 交接班记录由接班人签名,发现异常,不能交接班,应立即通知生产部长;
明
4.本卡每月一张,月底交生产部长检查,签字后交办公室;
5.设备运转时间(小时),按实际运转时间填写,在交接班前填写。
每班设备运转时间(小时)
设备点检及维护记录表
编号: FSR-SC-16 车间辣椒制品班组白操作者高祀军,李君涛年月2016.
设备名称对辊机干洗机去磁机除种机
设备型号SGJ-2 GXJ-1 型CZJ-1 型
设备编号LJ008 LJ002 LJ004 LJ003
日期及点检记录
序
点检内容
号02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
01
1设备无油污、灰尘、杂物
2各操纵按钮齐全,无异常
3各指示仪表正常
4设备运转正常无异常声音
5电机运转正常无异常声音
6温度表指示正确
7电路畅通,无渗漏
8工位、器具摆放整齐
9产品摆放整齐、标识齐全
交接班记录(签名)
1. 点检在交换班正式生产前进行;设备维护情况记录
2.正常打“√” ,不正常打“×” ,并报告领班或机修工修理、休息或停机;
说
3. 交接班记录由接班人签名,发现异常,不能交接班,应立即通知生产部长;
明
4.本卡每月一张,月底交生产部长检查,签字后交办公室;
5.设备运转时间(小时),按实际运转时间填写,在交接班前填写。
每班设备运转时间(小时)。