乙烯事故案例分析-SW工艺
- 格式:pptx
- 大小:396.55 KB
- 文档页数:68
按照会议的安排,辽阳石化要对2002年2月23日聚乙烯装置爆炸事故案例,进行一次再剖析,再认识,以此来警醒大家,共同汲取以往事故的教训,举一反三,警钟长鸣,强化安全意识,进一步做好安全生产工作。
“2.23”事故,对辽阳石化来讲,是一次刻骨铭心、十分惨痛的教训,尽管事过四年之久,但是这次事故的教训是极其深刻的,需要我们经常反思,引以为戒。
辽化人一提起“2.23”,至今记忆犹新。
我到辽化工作近半年了,每次参加“2.23”反思日活动,大家都经常回忆起那令人惨不忍睹的场景。
事故的经过:2002年2月23日,农历正月十二,从凌晨3点左右开始,聚乙烯新线工艺参数不正常,降负荷生产,到早上7点负荷降到了40%。
7时20分,当班班长发现悬浮液接受罐压力急速上升,反应速度下降,于是安排3名操作工到现场关阀门,进行停车处理。
操作工到达现场后发现现场有物料泄漏,立即打电话向装置主控室报告,在班长跑向现场不到1分钟,新线就发生了剧烈爆炸。
结果造成8人死亡,1人重伤,18人轻伤,事后统计,公司直接经济损失高达452.78万元。
整个“2.23”事故调查前后历经半年的时间,而事故善后工作一直持续到2006年。
2005年12月,我刚到辽化工作一个月,就组织人员对“2.23”事故中的重伤人员的赔偿问题进行了专题研究,今年才处理完。
虽然我没有亲身经历“2.23”事故,但今天在这里,给各位领导讲述“2.23”事故时,我的心情仍然非常沉重,思绪万千。
想到八位死去的受害者,十九位轻重伤人员及其他们家属,承受巨大的失去亲人的悲痛、饱受病魔的折磨、心灵的创伤,妻子没有了丈夫,孩子没有了父亲,父母没有了儿子……事故原因:经过深入的事故调查取证分析,认定这起事故的直接罪魁祸首是一块不合格的玻璃视镜。
由于聚乙烯系统运行不正常,造成压力升高,致使劣质玻璃视镜破裂,导致大量的乙烯气体瞬间喷出,溢出的乙烯又被引风机吸入沸腾床干燥器内,与聚乙烯粉末、热空气形成的爆炸混合物达到爆炸极限,被聚乙烯粉末沸腾过程中产生的静电火花引爆,发生了爆炸。
按照会议的安排,辽阳石化要对2002年2月23日聚乙烯装置爆炸事故案例,进行一次再剖析,再认识,以此来警醒大家,共同汲取以往事故的教训,举一反三,警钟长鸣,强化安全意识,进一步做好安全生产工作。
“2.23”事故,对辽阳石化来讲,是一次刻骨铭心、十分惨痛的教训,尽管事过四年之久,但是这次事故的教训是极其深刻的,需要我们经常反思,引以为戒。
辽化人一提起“2.23”,至今记忆犹新。
我到辽化工作近半年了,每次参加“2.23”反思日活动,大家都经常回忆起那令人惨不忍睹的场景。
事故的经过:2002年2月23日,农历正月十二,从凌晨3点左右开始,聚乙烯新线工艺参数不正常,降负荷生产,到早上7点负荷降到了40%。
7时20分,当班班长发现悬浮液接受罐压力急速上升,反应速度下降,于是安排3名操作工到现场关阀门,进行停车处理。
操作工到达现场后发现现场有物料泄漏,立即打电话向装置主控室报告,在班长跑向现场不到1分钟,新线就发生了剧烈爆炸。
结果造成8人死亡,1人重伤,18人轻伤,事后统计,公司直接经济损失高达452.78万元。
整个“2.23”事故调查前后历经半年的时间,而事故善后工作一直持续到2006年。
2005年12月,我刚到辽化工作一个月,就组织人员对“2.23”事故中的重伤人员的赔偿问题进行了专题研究,今年才处理完。
虽然我没有亲身经历“2.23”事故,但今天在这里,给各位领导讲述“2.23”事故时,我的心情仍然非常沉重,思绪万千。
想到八位死去的受害者,十九位轻重伤人员及其他们家属,承受巨大的失去亲人的悲痛、饱受病魔的折磨、心灵的创伤,妻子没有了丈夫,孩子没有了父亲,父母没有了儿子……事故原因:经过深入的事故调查取证分析,认定这起事故的直接罪魁祸首是一块不合格的玻璃视镜。
由于聚乙烯系统运行不正常,造成压力升高,致使劣质玻璃视镜破裂,导致大量的乙烯气体瞬间喷出,溢出的乙烯又被引风机吸入沸腾床干燥器内,与聚乙烯粉末、热空气形成的爆炸混合物达到爆炸极限,被聚乙烯粉末沸腾过程中产生的静电火花引爆,发生了爆炸。
( 安全技术 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改聚乙烯装置爆炸事故分析(通用版)Technical safety means that the pursuit of technology should also include ensuring that peoplemake mistakes聚乙烯装置爆炸事故分析(通用版)辽阳石化分公司2002年2月23日按照会议的安排,辽阳石化要对2002年2月23日聚乙烯装置爆炸事故案例,进行一次再剖析,再认识,以此来警醒大家,共同汲取以往事故的教训,举一反三,警钟长鸣,强化安全意识,进一步做好安全生产工作。
“2.23”事故,对辽阳石化来讲,是一次刻骨铭心、十分惨痛的教训,尽管事过四年之久,但是这次事故的教训是极其深刻的,需要我们经常反思,引以为戒。
辽化人一提起“2.23”,至今记忆犹新。
我到辽化工作近半年了,每次参加“2.23”反思日活动,大家都经常回忆起那令人惨不忍睹的场景。
事故的经过是这样的:2002年2月23日,农历正月十二,从凌晨3点左右开始,聚乙烯新线工艺参数不正常,降负荷生产,到早上7点负荷降到了40%。
7时20分,当班班长发现悬浮液接受罐压力急速上升,反应速度下降,于是安排3名操作工到现场关阀门,进行停车处理。
操作工到达现场后发现现场有物料泄漏,立即打电话向装置主控室报告,在班长跑向现场不到1分钟,新线就发生了剧烈爆炸。
结果造成8人死亡,1人重伤,18人轻伤,事后统计,公司直接经济损失高达452.78万元。
整个“2.23”事故调查前后历经半年的时间,而事故善后工作一直持续到2006年。
2005年12月,我刚到辽化工作一个月,就组织人员对“2.23”事故中的重伤人员的赔偿问题进行了专题研究,今年才处理完。
一、事故背景XX化工厂位于我国某省,是一家集化工产品研发、生产、销售为一体的大型企业。
该工厂主要生产聚乙烯、聚丙烯等化工产品,产品广泛应用于塑料、纺织、包装等领域。
事故发生前,工厂运营正常,但近期由于市场波动,生产压力增大,员工工作强度增加。
二、事故经过2021年7月15日,XX化工厂发生一起严重的爆炸事故。
事故发生在当天下午15时左右,当时,车间正在进行聚乙烯生产线的正常操作。
根据现场目击者描述,事故发生时,车间内突然发生剧烈爆炸,随后火势迅速蔓延,浓烟滚滚。
事故导致4人死亡,8人受伤,直接经济损失约500万元。
三、事故原因分析1. 设备老化,维护保养不到位:经调查,事故发生的主要原因是生产设备老化,长期未进行保养。
特别是反应釜的密封圈、安全阀等关键部件存在严重磨损,导致泄漏和压力失控。
2. 操作人员违规操作:在事故发生前,部分操作人员为了追求生产效率,未按照操作规程进行操作,如提前开启反应釜进料阀门、减少安全阀的开启时间等,这些违规操作增加了事故发生的风险。
3. 安全意识淡薄:事故发生前,工厂管理层对安全工作的重视程度不够,安全培训不到位,员工安全意识淡薄。
许多员工对设备操作规程和安全知识掌握不牢固,缺乏应对突发情况的能力。
4. 应急预案不完善:虽然工厂制定了应急预案,但在实际操作中,应急预案的执行力度不够,缺乏针对性强、操作性高的应急演练。
四、事故教训1. 加强设备维护保养:企业应定期对生产设备进行维护保养,及时更换老化、磨损的部件,确保设备安全运行。
2. 规范操作规程:企业应严格执行操作规程,加强对操作人员的培训,提高员工的安全意识和操作技能。
3. 强化安全意识:企业应加强安全文化建设,提高员工的安全意识,让安全成为企业发展的基石。
4. 完善应急预案:企业应制定针对性强、操作性高的应急预案,并定期组织应急演练,提高员工的应急处置能力。
五、事故处理1. 事故调查:事故发生后,当地政府组织相关部门对事故进行调查,查明事故原因,追究相关责任。
案例1锅炉给水调节阀故障导致全装置停车事故经过:2001 年5 月12 日20 时11 分,某装置室内操作人员发现BA-106 炉汽包液位高报(LICA10601 PV=73.1%),当时液面调节阀处于自动调节状态。
20 时14 分,汽包液面高高报(LICA10601 PV=80.2%),当班人员立即现场确认汽包液面,同时室内发现锅炉给水流量达到32455.3KG/H,仪表状态开路。
20 时16 分,汽包液面105.9%,现场发现汽包玻璃板液面100%,锅炉给水进料调节阀现场全开。
在当班人员现场关闭该阀下游阀的过程中,BA-106 出口高压蒸汽温度下降。
20 时28 分,室内人员发现丙烯压缩机(GB-501)和裂解气压缩机(GB-201)的驱动透平(GT-501 /GT-201)轴位移上升。
20 时31 分,GT-201 轴位移联锁停车。
20 时32 分,GT-501 轴位移联锁停车。
GB-501 停车后,乙烯制冷压缩机(GB-601)及分离系统相继停车。
21 时40 分,新、老区裂解炉全部停止进料。
原因分析:BA-106 炉锅炉给水调节阀FCV-106-26 阀门信号线发生故障,引起汽包液面满,SS 蒸汽带水,导致总管SS 温度降低,致使GT-501 /GT-201 轴位移高联锁停车。
整改措施:1、加强联锁管理,投用新裂解炉全部联锁。
2、加强职工培训,提高职工应急应变处理能力。
点评:裂解炉、大型压缩机组等关键设备的联锁保护是确保装置安全生产,避免发生设备事故的重要屏障。
特别是一些新上、改造的设备在联锁保护的设计上更为完善,也更趋复杂,一定要在深入研究、仔细领会其联锁设计意图的基础上,认真执行联锁管理制度、程序,坚持对联锁的严格管理。
可考虑设计上在SS 总管适当位置设置温度监测点。
案例2汽包出口挡板变形引起对流段盘管烧坏事故经过:2003 年5 月13 日,某装置6#裂解炉升温至高备状态,7:00 内操人员发现SS 温度持续升高,加大减温水量也无济于事,SS 持续升高至裂解炉联锁。

辽阳石化分公司聚乙烯装置爆炸事故分析文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]按照会议的安排,辽阳石化要对2002年2月23日聚乙烯装置爆炸事故案例,进行一次再剖析,再认识,以此来警醒大家,共同汲取以往事故的教训,举一反三,警钟长鸣,强化安全意识,进一步做好安全生产工作。
“2.23”事故,对辽阳石化来讲,是一次刻骨铭心、十分惨痛的教训,尽管事过四年之久,但是这次事故的教训是极其深刻的,需要我们经常反思,引以为戒。
辽化人一提起“2.23”,至今记忆犹新。
我到辽化工作近半年了,每次参加“2.23”反思日活动,大家都经常回忆起那令人惨不忍睹的场景。
事故的经过:2002年2月23日,农历正月十二,从凌晨3点左右开始,聚乙烯新线工艺参数不正常,降负荷生产,到早上7点负荷降到了40%。
7时20分,当班班长发现悬浮液接受罐压力急速上升,反应速度下降,于是安排3名操作工到现场关阀门,进行停车处理。
操作工到达现场后发现现场有物料泄漏,立即打电话向装置主控室报告,在班长跑向现场不到1分钟,新线就发生了剧烈爆炸。
结果造成8人死亡,1人重伤,18人轻伤,事后统计,公司直接经济损失高达452.78万元。
整个“2.23”事故调查前后历经半年的时间,而事故善后工作一直持续到2006年。
2005年12月,我刚到辽化工作一个月,就组织人员对“2.23”事故中的重伤人员的赔偿问题进行了专题研究,今年才处理完。
虽然我没有亲身经历“2.23”事故,但今天在这里,给各位领导讲述“2.23”事故时,我的心情仍然非常沉重,思绪万千。
想到八位死去的受害者,十九位轻重伤人员及其他们家属,承受巨大的失去亲人的悲痛、饱受病魔的折磨、心灵的创伤,妻子没有了丈夫,孩子没有了父亲,父母没有了儿子……事故原因:经过深入的事故调查取证分析,认定这起事故的直接罪魁祸首是一块不合格的玻璃视镜。
由于聚乙烯系统运行不正常,造成压力升高,致使劣质玻璃视镜破裂,导致大量的乙烯气体瞬间喷出,溢出的乙烯又被引风机吸入沸腾床干燥器内,与聚乙烯粉末、热空气形成的爆炸混合物达到爆炸极限,被聚乙烯粉末沸腾过程中产生的静电火花引爆,发生了爆炸。
案例1锅炉给水调节阀故障导致全装置停车事故经过:2001 年5 月12 日20 时11 分,某装置室内操作人员发现BA-106 炉汽包液位高报(LICA10601 PV=73.1%),当时液面调节阀处于自动调节状态。
20 时14 分,汽包液面高高报(LICA10601 PV=80.2%),当班人员立即现场确认汽包液面,同时室内发现锅炉给水流量达到32455.3KG/H,仪表状态开路。
20 时16 分,汽包液面105.9%,现场发现汽包玻璃板液面100%,锅炉给水进料调节阀现场全开。
在当班人员现场关闭该阀下游阀的过程中,BA-106 出口高压蒸汽温度下降。
20 时28 分,室内人员发现丙烯压缩机(GB-501)和裂解气压缩机(GB-201)的驱动透平(GT-501 /GT-201)轴位移上升。
20 时31 分,GT-201 轴位移联锁停车。
20 时32 分,GT-501 轴位移联锁停车。
GB-501 停车后,乙烯制冷压缩机(GB-601)及分离系统相继停车。
21 时40 分,新、老区裂解炉全部停止进料。
原因分析:BA-106 炉锅炉给水调节阀FCV-106-26 阀门信号线发生故障,引起汽包液面满,SS 蒸汽带水,导致总管SS 温度降低,致使GT-501 /GT-201 轴位移高联锁停车。
整改措施:1、加强联锁管理,投用新裂解炉全部联锁。
2、加强职工培训,提高职工应急应变处理能力。
点评:裂解炉、大型压缩机组等关键设备的联锁保护是确保装置安全生产,避免发生设备事故的重要屏障。
特别是一些新上、改造的设备在联锁保护的设计上更为完善,也更趋复杂,一定要在深入研究、仔细领会其联锁设计意图的基础上,认真执行联锁管理制度、程序,坚持对联锁的严格管理。
可考虑设计上在SS 总管适当位置设置温度监测点。
案例2汽包出口挡板变形引起对流段盘管烧坏事故经过:2003 年5 月13 日,某装置6#裂解炉升温至高备状态,7:00 内操人员发现SS 温度持续升高,加大减温水量也无济于事,SS 持续升高至裂解炉联锁。
一、兰州石化46万吨/年乙烯装置“9.8”生产事故2008年9月8日12时25分到14时38分,兰州石化公司烯烃事业部46万吨/年乙烯装置5台裂解炉因超高压蒸汽(SHS)管线发生泄漏相继停车,并造成汽油加氢装置、丁二烯装置、MTBE装置及聚烯烃事业部的高压聚乙烯等三套装置停车待料。
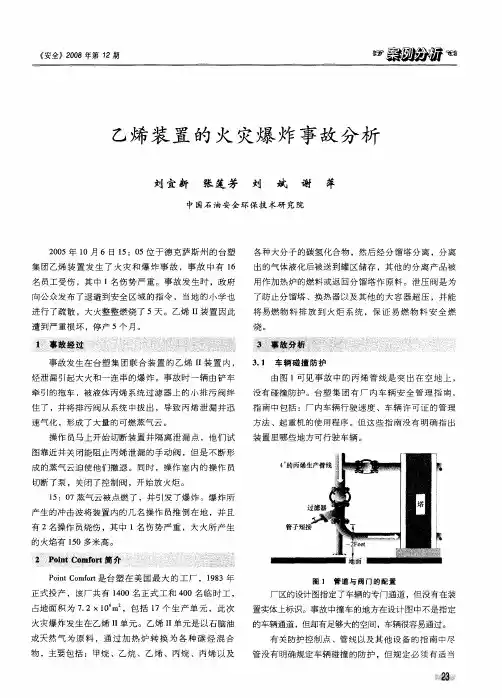
(一)装置概况1、乙烯装置建设情况兰州石化年产70万吨乙烯改扩建工程是在原24万吨乙烯装置的基础上,新建了年产46万吨的乙烯装置。
新建的乙烯装置采用美国KBR公司的专利技术,北京寰球工程公司完成详细设计,上海惠生工程公司为PC承包商,中油一建、中油六建、吉林化建等负责施工建设。
2、工艺流程(1)乙烯装置主要流程乙烯装置原料经预处理后进入裂解炉,裂解炉产生超高压蒸汽作为裂解气压缩机驱动动力。
裂解气依次进入急冷油和急冷水塔。
急冷水塔出口裂解气进入裂解气压缩机1~3段,经加压后进入碱洗塔,碱洗后的裂解气进入高低压脱丙烷塔,塔釜的废碱液进入废碱处理单元,碳四以上的重组分进入脱丁烷塔。
裂解气进入压缩机四段后,经加压进行脱砷及加氢反应器后,裂解气进入冷区分离出甲烷、乙烷、乙烯、丙烯、丙烷等组分。
具体见附件1-1:乙烯装置主要流程简图。
(2)裂解炉脱盐水及高压蒸汽流程由总管来的锅炉给水压力为0.5~0.6 MPa,常温下经中间凝液换热器后,温度升高到70℃左右进入脱氧槽。
经低压蒸汽气提脱氧,加入中和胺和脱氧剂后,脱氧水温度达到116℃, 压力为0.1MPa,脱氧水经汽包给水泵701J加压到11.0MPa后进入锅炉给水预热盘管预热到120~140℃后,进入高压汽包。
高压汽包出来的饱和蒸汽温度为319℃进入裂解炉冷蒸汽过热盘管过热后,由蒸汽减温器注入锅炉给水,再经热蒸汽过热盘管加热到515℃后进入超高压蒸汽总管。
具体见附件1-2:裂解炉脱盐水及高压蒸汽流程示意图。
(3)碱液线流程乙烯装置碱洗塔塔釜排出含有冷凝烃类的废碱液进入废碱分离罐,脱除废碱中的烃类物质后进入废碱液储罐,然后由废碱氧化气提泵抽出,进入废碱氧化汽提塔进行氧化反应,氧化后的废碱液进入中和系统,和硫酸进行中和反应,到达要求的PH值后,污水排入化污系统。
案例1锅炉给水调节阀故障导致全装置停车事故经过:2001 年5 月12 日20 时11 分,某装置室内操作人员发现BA-106 炉汽包液位高报(LICA10601 PV=73.1%),当时液面调节阀处于自动调节状态。
20 时14 分,汽包液面高高报(LICA10601 PV=80.2%),当班人员立即现场确认汽包液面,同时室内发现锅炉给水流量达到32455.3KG/H,仪表状态开路。
20 时16 分,汽包液面105.9%,现场发现汽包玻璃板液面100%,锅炉给水进料调节阀现场全开。
在当班人员现场关闭该阀下游阀的过程中,BA-106 出口高压蒸汽温度下降。
20 时28 分,室内人员发现丙烯压缩机(GB-501)和裂解气压缩机(GB-201)的驱动透平(GT-501 /GT-201)轴位移上升。
20 时31 分,GT-201 轴位移联锁停车。
20 时32 分,GT-501 轴位移联锁停车。
GB-501 停车后,乙烯制冷压缩机(GB-601)及分离系统相继停车。
21 时40 分,新、老区裂解炉全部停止进料。
原因分析:BA-106 炉锅炉给水调节阀FCV-106-26 阀门信号线发生故障,引起汽包液面满,SS 蒸汽带水,导致总管SS 温度降低,致使GT-501 /GT-201 轴位移高联锁停车。
整改措施:1、加强联锁管理,投用新裂解炉全部联锁。
2、加强职工培训,提高职工应急应变处理能力。
点评:裂解炉、大型压缩机组等关键设备的联锁保护是确保装置安全生产,避免发生设备事故的重要屏障。
特别是一些新上、改造的设备在联锁保护的设计上更为完善,也更趋复杂,一定要在深入研究、仔细领会其联锁设计意图的基础上,认真执行联锁管理制度、程序,坚持对联锁的严格管理。
可考虑设计上在SS 总管适当位置设置温度监测点。
案例2汽包出口挡板变形引起对流段盘管烧坏事故经过:2003 年5 月13 日,某装置6#裂解炉升温至高备状态,7:00 内操人员发现SS 温度持续升高,加大减温水量也无济于事,SS 持续升高至裂解炉联锁。
2015-11裂解单元典型事故和非计划停工案例分析裂解单元典型事故和非计划停工案例分析(论文编号 2015-11)摘要:乙烯行业作为高危险行业,安全问题一直是从业人员关注的焦点,在出现紧急事故的状态下,如何能快速正确的处理事故,使之不发生次生事故,不发生人身伤害,不发生设备损害,不使环境污染就显得尤为重要。
本文以乙烯装置裂解单元为例,简要讲述裂解单元常见的事故及处理要点。
关键字:乙烯装置、裂解、典型事故、案例分析裂解单元主要分为炉区和急冷区,对于裂解单元存在的典型事故可以以这两个方面来进行讨论。
一、裂解炉部分事故处理乙烯装置的裂解炉紧急联锁停车包括三种不同的联锁动作:裂解炉完全联锁停车和所有裂解炉联锁停车、裂解炉部分联锁停车。
1.1.单台裂解炉完全联锁停车1.1.1.可自动触发的联锁:控制室和现场的手动停车按钮风机故障联锁停车SS温度高高联锁停车汽包液位低低联锁停车燃料气压力低低联锁停车BFW流量低低联锁停车急冷器后温度高高联锁停车联锁动作:裂解炉进料电磁阀切断切断所有燃料气(底部一次、二次和侧壁)DS维持最后操作状态的较高值或者设计值的90%1.1.2.需要手动PB触发的联锁(紧急状态)除此之外,在某些特殊情况下,为了保护设备人员不受到伤害,需要操作人员手动PB裂解炉,使裂解炉安全的停下来。
这些情况包括:1.1.2.1.裂解炉稀释蒸汽压力低当裂解炉稀释蒸汽压力低时,通常是通过补入中压蒸汽的方法来提高DS压力;但是当出现异常情况难以维持DS管网压力时,需要操作人员采取紧急的措施停止裂解炉以保护炉管防止炉管表面超温。
DS压力低时应采取的紧急措施:1、操作人员首先要及时的查明原因;2、必要时手动“所有裂解炉联锁停车按钮”,所有裂解炉联锁停车;3、维持裂解炉锅炉给水在对流段的流动,因锅炉给水调节阀有最小限位将有过多的水进入汽包,要维持汽包的正常液位经由汽包的间排阀排放,当汽包压力降低时锅炉给水调节阀能力降低,操作人员可将锅炉给水量改旁路控制以维持汽包正常液位;4、裂解炉风机维持正常的操作。
乙烯泄漏事件分析报告根据最近发生的乙烯泄漏事件,我们进行了详细的分析和调查,以便为相关利益相关方提供全面的报告。
本报告旨在描述事件的背景、原因和后果,并提出一些建议,以避免类似事件的再次发生。
1. 事件背景:乙烯是一种常见的有机化学品,广泛用于塑料、橡胶和纺织品等行业。
乙烯泄漏事件发生在某化工厂的储罐区域。
据初步调查,泄漏是由于管道连接失效引起的,导致乙烯泄漏到环境中。
2. 事件原因:分析表明,乙烯泄漏事件的主要原因可以归结为以下几个方面:a. 设备失效:调查发现,泄漏是由于管道连接处的密封失效导致的。
管道连接的设计和维护不当使得其无法应对正常工作条件下的压力差。
b. 工艺操作不当:操作员在执行关键步骤时出现了疏忽和错误操作。
这包括未正确紧固连接、未及时检查和维护设备以及忽视设备故障警报等。
c. 缺乏安全管理措施:调查显示,化工厂缺乏完善的安全管理体系。
从操作过程的监控到设备的维护和修复,都存在一系列缺陷和不足。
3. 事件后果:乙烯泄漏事件对环境和人们的生命财产安全造成了重大影响。
以下是事件的主要后果:a. 环境影响:乙烯泄漏导致空气中的毒性化学物质浓度超标,对周围地区的空气质量和生态系统造成了污染。
b. 人员伤亡:部分工人和附近居民因吸入有毒气体而受伤。
这次事件导致多人住院治疗,并造成一人死亡。
c. 经济损失:事件导致生产中断和清理工作的执行,带来了一定的经济损失。
此外,作为行业声誉的重要组成部分,原料供应商和客户关系也受到了一定的冲击。
4. 建议和改进措施:为了避免类似事件的再次发生,我们提出以下建议和改进措施:a. 设备维护和检修:确保设备处于良好工作状态,并及时进行维护和检修,特别是关键设备和连接部件。
b. 员工培训和意识提高:加强员工的培训,确保他们了解操作流程和注意安全事项。
同时,通过内部的安全宣传和意识提高活动,强化员工对安全的重视。
c. 安全管理体系改进:建立完善的安全管理体系,包括制定有效的操作规程、建立监测系统、定期进行安全检查和评估等,以确保所有操作符合安全标准。
茂名乙烯厂爆炸引言茂名乙烯厂是位于广东省茂名市的一家重要的化工企业,主要生产乙烯和相关化工产品。
然而,最近发生的爆炸事故引起了广大民众和相关部门的关注。
本文将对此次茂名乙烯厂爆炸事故进行分析和梳理,以期了解事故的原因和影响,并提出相应的措施来预防类似的事故再次发生。
事故概述茂名乙烯厂爆炸事故发生在2022年3月15日的凌晨。
据相关报道,当时事故发生地点在厂区的一个乙烯装置旁边的储存罐区域。
爆炸瞬间产生了巨大的冲击波,造成厂区内部以及周边地区的建筑物受损严重。
事故造成了多人死亡和数十人受伤,同时还对周边环境造成了一定的污染。
事故原因分析事故发生后,相关部门立即展开调查,通过对现场进行勘察和分析,初步确定了事故的原因。
根据调查报告,事故的主要原因是乙烯罐区域的漏气和积聚的可燃气体引发了火源,从而导致了爆炸。
具体来说,造成漏气的原因可能有以下几个方面:1.设备老化:由于乙烯厂的设备长期运行,部分设备可能存在磨损和老化的情况,导致了气体泄漏的可能。
2.设备维护不及时:乙烯厂是一个高风险行业,设备的维护保养及时性至关重要。
如果维护保养不到位,就可能导致设备故障和泄漏。
3.人为失误:事故也有可能是由于工作人员操作不当或疏忽大意导致的。
例如,未严格按照操作规程进行操作、未及时发现泄漏等。
另外,火源的存在也是导致爆炸事故发生的重要原因。
据初步推测,火源可能是由于静电、电气线路故障或其他可燃物引发的。
影响及措施茂名乙烯厂爆炸事故给茂名市和周边地区带来了重大的影响。
首先,事故造成了一定数量的人员伤亡,对受伤人员和家属造成了巨大的痛苦。
其次,厂区和周边地区的建筑物遭受了不同程度的损毁,需要进行修复和重建工作。
此外,事故还对周边环境造成了污染,需要进行清理和修复。
为了预防类似的事故再次发生,我们提出以下几点措施:1.设备维护加强:乙烯厂应加强对设备的维护保养工作,定期检查设备的完好性和安全性,及时更换老化和故障的设备部件。
聚乙烯装置爆炸事故分析辽阳石化分公司2002年2月23日按照会议的安排,辽阳石化要对2002年2月23日聚乙烯装置爆炸事故案例,进行一次再剖析,再认识,以此来警醒大家,共同汲取以往事故的教训,举一反三,警钟长鸣,强化安全意识,进一步做好安全生产工作。
“2.23”事故,对辽阳石化来讲,是一次刻骨铭心、十分惨痛的教训,尽管事过四年之久,但是这次事故的教训是极其深刻的,需要我们经常反思,引以为戒。
辽化人一提起“2.23”,至今记忆犹新。
我到辽化工作近半年了,每次参加“2.23”反思日活动,大家都经常回忆起那令人惨不忍睹的场景。
事故的经过是这样的:2002年2月23日,农历正月十二,从凌晨3点左右开始,聚乙烯新线工艺参数不正常,降负荷生产,到早上7点负荷降到了40%。
7时20分,当班班长发现悬浮液接受罐压力急速上升,反应速度下降,于是安排3名操作工到现场关阀门,进行停车处理。
操作工到达现场后发现现场有物料泄漏,立即打向装置主控室报告,在班长跑向现场不到1分钟,新线就发生了剧烈爆炸。
结果造成8人死亡,1人重伤,18人轻伤,事后统计,公司直接经济损失高达452.78万元。
整个“2.23”事故调查前后历经半年的时间,而事故善后工作一直持续到2006年。
2005年12月,我刚到辽化工作一个月,就组织人员对“2.23”事故中的重伤人员的赔偿问题进行了专题研究,今年才处理完。
虽然我没有亲身经历“2.23”事故,但今天在这里,给各位领导讲述“2.23”事故时,我的心情仍然非常沉重,思绪万千。
想到八位死去的受害者,十九位轻重伤人员及其他们家属,承受巨大的失去亲人的悲痛、饱受病魔的折磨、心灵的创伤,妻子没有了丈夫,孩子没有了父亲,父母没有了儿子……那到底是什么原因导致了这次事故呢?经过深入的事故调查取证分析,认定这起事故的直接罪魁祸首是一块不合格的玻璃视镜。
由于聚乙烯系统运行不正常,造成压力升高,致使劣质玻璃视镜破裂,导致大量的乙烯气体瞬间喷出,溢出的乙烯又被引风机吸入沸腾床干燥器内,与聚乙烯粉末、热空气形成的爆炸混合物达到爆炸极限,被聚乙烯粉末沸腾过程中产生的静电火花引爆,发生了爆炸。