玻璃瓶生产工艺流程图
- 格式:doc
- 大小:46.00 KB
- 文档页数:1
浮法联合车间玻璃生产工艺流程窑头料仓的混合料经两台斜毯式投料机推入熔窑,熔窑以重油为燃料烧油将配合料熔化成玻璃液,再经澄清、均化、冷却后通过玻璃液流入锡槽成型。
在流道上没有安全闸板和调节闸板。
并没有板宽流量控制装道。
玻璃液在锡液面上自摊平,展开,再经机械拉引挡边和接边机的控制,形成所需要的玻璃带,然后被拉引出锡槽,经过渡辊合,进入退火窑。
为避免锡液氧化,锡槽内空间充满氮氢保护气体。
进入退火窑的玻璃带在退火窑内,严格按照制定的退火温度曲线进行退火,使玻璃的残余应力控制在要求范围内。
出退火窑的玻璃带随即进入冷端。
玻璃带在冷端经过切割掰断,加速分离、掰边、纵掰纵分后,通过斜坡道,并经吹风清扫,然后进入分片线,人工取片装箱包装堆垛成品由叉车送人成品库。
在冷端机组中,预留了洗涤干燥,缺陷自动检测、喷粉和中片自动取板装箱堆垛设备的位置。
生产线上设有紧急落板、掰边、欠板落板三个落板装置。
使型不合格板不进入切割区。
使掰不合格的板不进入装箱堆垛区。
经破碎和搅碎的碎玻璃通过1#胶带输送机由生产线后部向前部输送,送到2#胶带机上运至退火切裁工段厂房外侧的3#胶带输送机上。
正常生产时,3#胶带输送机顺转将碎玻璃送入4#胶带输送机,经提升机进入窑头碎玻璃仓仓内碎玻璃由电振给料机送出经电子秤称量。
然后撒到配合料胶带输送机上送窑头料仓。
生产不正常时过多的碎玻璃由3#胶带输送机逆转送入碎玻璃堆场。
分片处和成品库产生的少量碎玻璃由人工运送到碎玻璃堆场。
堆场的碎玻璃由装载车运到碎玻璃地坑处经破碎后由提升机进入室外碎玻璃储仓。
使用埋单仓下电振给料机送入4#胶带输送机送往窑头碎玻璃仓使用。
熔窑燃油各项指标参数:熔制温度曲线;液面高度投料速度由中央控制系统自动控制。
锡槽玻璃成型温度曲线;玻璃液流量;拉引速度;玻璃带宽度和厚度由中央控制系统自动控制。
退火窑玻璃带退火温度曲线和冷却速度,各项指标参数由中央控制.浮法玻璃生产工艺是平板玻璃生产中最先进的生产工艺,而玻璃熔窑是浮法玻璃生产工艺中重要的热工设备,其能耗占生产线总能耗的70%以上。
钢化玻璃生产工艺流程图1.原材料准备:钢化玻璃的主要原料为浮法玻璃,其成分包括二氧化硅、氧化钠、氧化钙等。
在生产之前,需要按照一定比例将原材料进行混合,并加入适量的助剂,以提高玻璃的强度和透明度。
2.玻璃加工:原料混合后,将其熔化于高温的玻璃窑中,通过浮法法将熔融玻璃流动到锡液上,形成一个平整而均匀的玻璃带。
然后将玻璃带经过冷却、铺放、切割等多道工序,得到所需的玻璃板。
3.钢化处理:钢化玻璃的核心工艺是将普通玻璃进行快速冷却和预加热,使其表面形成压应力,内部形成张应力,从而提高玻璃的强度和抗冲击性能。
钢化处理的主要过程分为四个阶段:加热、瞬间冷却、稳定冷却和退火。
(1)加热阶段:将玻璃加热到约600℃以上的温度,使其达到热软化状态。
加热设备通常采用电阻丝或气体火炉,以实现均匀的加热效果。
(2)瞬间冷却阶段:加热的玻璃在经过短暂时间的加热后,迅速移入高压风机或喷嘴之间,通过在短时间内将玻璃表面吹冷,使其迅速冷却并形成压应力。
(3)稳定冷却阶段:经过瞬间冷却后,将玻璃移入资源冷却区,继续冷却处理。
这一阶段的目的是使玻璃体内部形成张应力,与表面形成的压应力相互平衡,提高玻璃的强度。
(4)退火阶段:冷却完成后,玻璃需要进行退火处理,以消除内部应力,并提高玻璃的耐温度和抗冲击性能。
退火处理通常在温度为550-600℃的特殊炉中进行,持续一段时间。
4.成品检验:钢化玻璃制品需要经过严格的质量检验才能出厂。
主要的检测项目包括平整度、表面质量、热冲击性能等。
对于建筑玻璃,还需要进行透光性、隔热性和防爆性能的检测。
以上所述为钢化玻璃的生产工艺流程。
在实际生产过程中,还需要遵循一系列的操作规程和标准,以确保钢化玻璃产品的质量和性能。
同时,钢化玻璃生产过程中需要注意的问题有:原材料的质量、加热温度的控制、冷却速度的控制、设备的维护和检修等。
只有做好这些细节工作,才能保证钢化玻璃产品的质量和稳定性。
玻璃生产工艺流程图玻璃生产工艺流程图玻璃是如何生产出来的呢?这个问题对于专家来说可能很简单,但是对于普通的消费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简要的了解一下。
玻璃的生产工艺包括:配料、熔制、成形、退火等工序。
分别介绍如下:1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。
玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。
2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。
这是一个很复杂的物理、化学反应过程。
玻璃的熔制在熔窑内进行。
熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。
小的坩埚窑只放一个坩埚,大的可多到20个坩埚。
坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产。
另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热。
玻璃的熔制温度大多在1300~1600゜C。
大多数用火焰加热,也有少量用电流加热的,称为电熔窑。
现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。
3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。
成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。
成形方法可分为人工成形和机械成形两大类。
A.人工成形。
又有(1)吹制,用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹。
主要用来成形玻璃泡、瓶、球(划眼镜片用)等。
(2)拉制,在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒。
(3)压制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一压。
主要用来成形杯、盘等。
(4)自由成形,挑料后用钳子、剪刀、镊子等工具直接制成工艺品。
B.机械成形。
因为人工成形劳动强度大,温度高,条件差,所以,除自由成形外,大部分已被机械成形所取代。
机械成形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚的平板玻璃、刻花玻璃、夹金属丝玻璃等。
玻璃瓶生产工艺流程玻璃瓶是一种常见的包装容器,广泛应用于食品、饮料、化妆品等行业。
下面是玻璃瓶的生产工艺流程。
首先,原材料的准备。
玻璃瓶的主要原料是石英砂、碳酸钠、石灰石、长石和其他辅助原料。
这些原料通过称量系统按照特定比例混合。
然后,原料的熔化和混合。
颗粒状的原料通过大型坩埚铁罐装入玻璃窑炉,加热到约1600摄氏度的高温,使其熔化成液体。
同时,玻璃液中加入一定比例的混合剂,以提高玻璃的性能。
接着,玻璃液的成型。
熔化的玻璃液通过玻璃窑炉中的溜管流入成型机械。
成型机械通常包括吹瓶机和吹瓶模具。
吹瓶机将玻璃液注入吹瓶模具中,然后通过压缩空气将玻璃液吹气成型,形成玻璃瓶的初始形状。
接下来,玻璃瓶的热处理。
吹制成型的玻璃瓶会存在一些内部应力和不均匀厚度,为了增强其强度和稳定性,需要进行热处理。
玻璃瓶会被送入玻璃窑炉中进行再加热,然后再冷却慢慢降温,以消除内部应力和平衡厚度。
接着,玻璃瓶的装饰。
装饰是增加玻璃瓶美观度和产品吸引力的重要环节。
常见的玻璃瓶装饰方式包括丝印、烫金、贴标、喷涂等。
这些装饰工艺都需要经过一系列的准备工作和精细操作。
最后,玻璃瓶的质检和包装。
经过前面的工艺处理,玻璃瓶形成了最终的形状和装饰效果。
但在出厂前,需要进行严格的质量检查,以确保玻璃瓶没有任何缺陷。
通过机械或人工的质检,检查玻璃瓶的尺寸、厚度、装饰效果等。
质检合格后,将玻璃瓶进行包装,通常使用纸箱或塑料袋进行包装,然后存放在仓库中等待出货。
以上是玻璃瓶的生产工艺流程。
各个环节都需要精细操作和严格控制,以确保最终产品的质量和性能。
随着科技的发展,也有越来越多的自动化和智能化设备应用于玻璃瓶生产,提高了生产效率和产品质量。
玻璃酒瓶生产工艺流程玻璃酒瓶的生产工艺流程主要包括原料准备、熔化制备、成型和加工、冷却和退火、质量检验和包装,下面将详细介绍每个步骤的具体内容。
1.原料准备玻璃酒瓶的主要原料是石英砂、碳酸钠、石灰石、氧化铝等。
首先,将这些原料按照一定比例混合,并经过破碎、筛分和磁选等工序,以获得精细的颗粒状物料。
2.熔化制备将原料送入大型玻璃窑炉中进行熔化制备。
这些原料在高温下熔化并搅拌均匀,形成玻璃熔液。
在此过程中,可以根据需要添加适量的助剂,以调整玻璃的成分和性能。
3.成型和加工将熔融的玻璃熔液从窑炉中取出,通过成型介质(如铁模、钢模、陶瓷模等)进行成型和加工。
常用的成型方法有抽吹法、浮法、压延法等。
在成型过程中,可以通过调整温度、压力和速度等参数,以控制酒瓶的尺寸、形状和壁厚。
4.冷却和退火成型后的酒瓶需要经过冷却和退火工艺进行处理。
首先,将成型好的酒瓶放置在冷却道上,通过快速冷却以消除内部应力和热应力。
然后,将酒瓶送入退火炉中进行长时间的慢速加热和升温,以使酒瓶温度均匀,并改善其强度和耐热性能。
5.质量检验在酒瓶生产过程中,需要进行各种质量检验。
首先,对原料进行化学分析和物理性能测试,以确保其符合要求。
然后,在成型和加工的过程中,需要检查和调整成型参数,以确保酒瓶的尺寸和形状符合要求。
最后,在冷却和退火后,需要对酒瓶进行外观、物理性能和无损检测等,以确保其质量达到标准。
6.包装经过质量检验合格的酒瓶,需要进行包装和装箱。
一般情况下,酒瓶会先经过清洗和消毒,然后放入专门的包装箱中,并加入防护填充物,以防止酒瓶破损。
最后,将包装好的酒瓶进行标识和记录,以方便存储和运输。
总结:玻璃酒瓶的生产工艺流程包括原料准备、熔化制备、成型和加工、冷却和退火、质量检验和包装。
通过以上步骤,可以获得外观光洁、尺寸准确、质量可靠的玻璃酒瓶。
当然,每个生产厂家的具体流程和设备可能会有所不同,但总体来说,工艺流程是相似的。
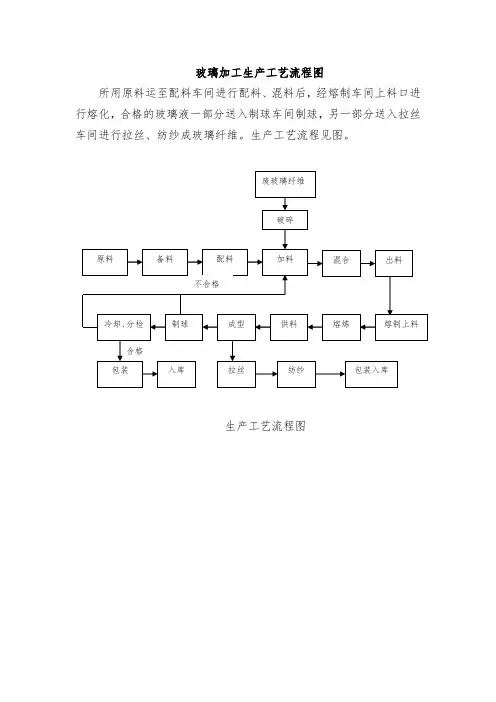
玻璃加工生产工艺流程图
所用原料运至配料车间进行配料、混料后,经熔制车间上料口进行熔化,合格的玻璃液一部分送入制球车间制球,另一部分送入拉丝车间进行拉丝、纺纱成玻璃纤维。
生产工艺流程见图。
生产工艺流程图
生产工艺分为配料、熔制、制球、拉丝、纺纱等工序。
各工序工艺流程简述如下:
(1)配料
砂岩、白粒岩经斗式提升机提升到粉料仓中,石灰石、白云石、纯碱、回头料采用料罐提升到粉料仓中,其余原料用载货电梯运到粉料仓仓顶,人工拆包后倒入粉料仓中。
原料经称量、配料后由皮带送至混合机混合后出料。
(2)熔制
配合料运至熔制车间上料口,由加料机投入窑炉,经熔化、澄清、均化为合格的玻璃液后,流入工作池。
(3)制球
合格的玻璃液经供料道均化、调整成适合成型的温度,由剪刀机剪成料滴,进入制球机制成玻璃球,检验合格的玻璃球通过跑到进入球仓冷却、退火后,经检验合格由人工包装,最后运至成品库。
不合格的球运往原料车间,重新回炉利用。
(4)拉丝
合格的玻璃液经供料道均化、调整成适合成型的温度,进入拉丝机拉丝。
(5)络纱
纤维丝经纺纱机纺成玻璃纤维,最后打包入库。

玻璃瓶生产流程Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】玻璃瓶的生产流程玻璃瓶生产工艺主要包括:①原料预加工。
将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量。
②配合料制备。
③熔制。
玻璃配合料在池窑或池炉内进行高温(1550~1600度)加热,使之形成均匀、无气泡,并符合成型要求的液态玻璃。
④成型。
将液体玻璃放入模具做成所要求形状的玻璃制品,如平板、各种器皿等。
⑤热处理。
通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态。
琉璃瓶一般有刚性标志,标志也由模具形状制成。
玻璃瓶的成型按照制作方法可以分为人工吹制、机械吹制和挤压成型三种。
玻璃瓶品种繁多,从容量为1ML的小瓶到十几升的大瓶,从圆形、方形、到异形与带柄瓶,从无色透明的琥珀色、绿色、蓝色、黑色的遮光瓶以及不透明的乳浊玻璃瓶等,不胜枚举。
就制造工艺来说,玻璃瓶一般分为模制瓶(使用模型制瓶)和管制瓶(用玻璃管制瓶)两大类。
模制瓶又分为大口瓶(瓶口直径在30MM以上)和小口瓶两类。
前者用于盛装粉状、块状和膏状物品,后者用于盛装液体。
外观方面:管制瓶要比模制瓶要更透明些,管制瓶底部要簿,模制瓶底部要厚,而且不太均匀,有些还高低不平。
管外径的误差管制瓶的要小些!材质房面:管制瓶国内一般为低硼硅,也可制作中硼硅,而模制瓶为钠钙,因材质在耐药物酸性劣于管制瓶。
管制瓶可以用于冻干,而模制瓶不可以!还有管制瓶价格比模制瓶贵!玻璃管入厂后进行人员称料(重量),按正负5克,分成3份。
制瓶人员领料入车间生产。
玻璃管从上而下插入制瓶机的套筒,机器上配有氧气道,液化气道,风道进行对玻璃瓶的加工。
的生产主要就是瓶口与瓶底的加工。
模具也就是玻璃瓶的瓶口模具。
大瓶口、小平口、螺纹瓶口、卡口、钳口都是由模具的不同,生产出的瓶子样子就不同。
生产玻璃瓶的全套工艺流程及讲解玻璃瓶是一种广泛应用于食品、饮料、化妆品等行业的。
下面是生产玻璃瓶的全套工艺流程及讲解。
1. 玻璃原料准备首先,需要准备玻璃制作的原料,包括石英砂、碳酸钠、石灰石和其他辅助原料。
这些原料按照一定配方混合,并进行干燥处理,以确保原料质量的稳定。
2. 熔炼玻璃将准备好的原料投入到玻璃熔炉中进行熔炼。
在熔炉中,原料逐渐熔化并混合在一起,形成熔融玻璃。
熔融温度通常在1500°C以上。
3. 玻璃成型一旦熔融玻璃达到合适的状态,可以将其注入到成型机器中进行成型。
常见的玻璃瓶成型方法包括吹塑法和压铸法。
- 吹塑法:通过将熔融玻璃注入到带有气流的模具中,利用气流将玻璃吹成所需形状。
- 压铸法:将熔融玻璃注入到金属模具中,然后利用压力使玻璃成型。
4. 冷却和退火玻璃成型后,需要经过冷却和退火过程。
冷却是将热玻璃迅速冷却,以增强其硬度和强度。
退火是将冷却后的玻璃加热至较低的温度,以消除内部应力,提高其稳定性。
5. 表面处理经过冷却和退火后,玻璃瓶需要进行表面处理,如喷涂、印刷、刻字等。
这些处理可以增加玻璃瓶的装饰性和标识性。
6. 检测和包装最后,生产的玻璃瓶需要进行质量检测。
常见的检测项目包括外观检查、尺寸测量、力学性能检测等。
合格的玻璃瓶将进行包装,并准备好出货。
以上就是生产玻璃瓶的全套工艺流程及讲解。
通过这一流程,可以制作出优质的玻璃瓶,满足不同行业的需求。
希望对您有所帮助!。

玻璃生产工艺流程图玻璃是如何生产出来的呢?这个问题对于专家来说可能很简单,但是对于普通的消费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简要的了解一下。
玻璃的生产工艺包括:配料、熔制、成形、退火等工序。
分别介绍如下:1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。
玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。
2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。
这是一个很复杂的物理、化学反应过程。
玻璃的熔制在熔窑内进行.熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。
小的坩埚窑只放一个坩埚,大的可多到20个坩埚。
坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产.另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热.玻璃的熔制温度大多在1300~1600゜C。
大多数用火焰加热,也有少量用电流加热的,称为电熔窑。
现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。
3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。
成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。
成形方法可分为人工成形和机械成形两大类。
A.人工成形。
又有(1)吹制,用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹。
主要用来成形玻璃泡、瓶、球(划眼镜片用)等。
(2)拉制,在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒。
(3)压制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一压。
主要用来成形杯、盘等。
(4)自由成形,挑料后用钳子、剪刀、镊子等工具直接制成工艺品。
B.机械成形。
因为人工成形劳动强度大,温度高,条件差,所以,除自由成形外,大部分已被机械成形所取代。
机械成形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚的平板玻璃、刻花玻璃、夹金属丝玻璃等。
玻璃生产工艺流程图玻璃是如何生产出来的呢?这个问题对于专家来说可能很简单,但是对于普通的消费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简要的了解一下。
玻璃的生产工艺包括:配料、熔制、成形、退火等工序。
分别介绍如下:1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。
玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。
2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。
这是一个很复杂的物理、化学反应过程。
玻璃的熔制在熔窑内进行。
熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热.小的坩埚窑只放一个坩埚,大的可多到20个坩埚。
坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产.另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热。
玻璃的熔制温度大多在1300~1600゜C。
大多数用火焰加热,也有少量用电流加热的,称为电熔窑。
现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。
3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。
成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。
成形方法可分为人工成形和机械成形两大类。
A.人工成形。
又有(1)吹制,用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹。
主要用来成形玻璃泡、瓶、球(划眼镜片用)等。
(2)拉制,在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒.(3)压制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一压。
主要用来成形杯、盘等.(4)自由成形,挑料后用钳子、剪刀、镊子等工具直接制成工艺品。
B.机械成形.因为人工成形劳动强度大,温度高,条件差,所以,除自由成形外,大部分已被机械成形所取代。
机械成形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚的平板玻璃、刻花玻璃、夹金属丝玻璃等。