无损检测新技术-超声波相控阵检测技术简介
- 格式:pdf
- 大小:234.91 KB
- 文档页数:3
超声相控阵检测技术超声相控阵检测技术的应用始于20 世纪60 年代,目前已广泛应用于医学超声成像领域。
由于该系统复杂且制作成本高,因而在工业无损检测方面的应用受到限制。
近年来,超声相控阵技术以其灵活的声束偏转及聚焦性能越来越引起人们的重视。
由于压电复合材料、纳秒级脉冲信号控制、数据处理分析、软件技术和计算机模拟等多种高新技术在超声相控阵成像领域中的综合应用,使得超声相控阵检测技术得以快速发展,逐渐应用于工业无损检测,如对气轮机叶片(根部) 和涡轮圆盘的检测、石油天然气管道焊缝检测、火车轮轴检测、核电站检测和航空材料的检测等领域。
超声无损检测超声无损检测技术又称超声无损探伤技术,它是利用物质中因由缺陷或组织结构上差异的存在而会使超声某些物理性质的物理量发生变化的现象,通过一定的检测手段米检测或测量这些缺陷。
利用超声波在物体中的多种传播特性,例如反射与折射、衍射与散射、衰减以及在不同材料中的声速不同的特点,可以测量各种材料上件的尺寸、密度、内部缺陷、组织变化等。
超声波检测是应月j最为广泛的一种重要的无损检测技术。
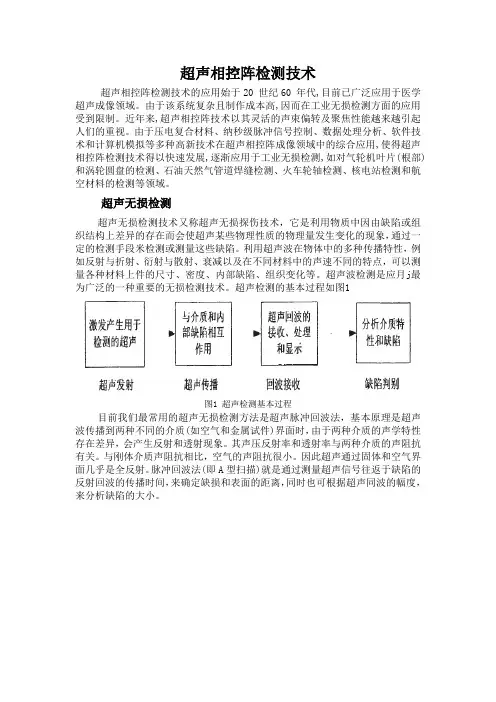
超声检测的基本过程如图1图1 超声检测基本过程目前我们最常用的超声无损检测方法是超声脉冲回波法,基本原理是超声波传播到两种不同的介质(如空气和金属试件)界面时,由于两种介质的声学特性存在差异,会产生反射和透射现象。
其声压反射率和透射率与两种介质的声阻抗有关。
与刚体介质声阻抗相比,空气的声阻抗很小。
因此超声通过固体和空气界面几乎是全反射。
脉冲回波法(即A型扫描)就是通过测量超声信号往返于缺陷的反射回波的传播时间,来确定缺损和表面的距离,同时也可根据超声同波的幅度,来分析缺陷的大小。
图2 脉冲回波法(A扫)如图2所示,当试件没有缺陷时,超声波可以顺利传播到底面,同波图中只有发生脉冲和底面回波两个信号。
若试件中存在缺陷时,回波图中在底面回波前还有缺陷同波。
如果缺陷很人,可能会有就只有缺陷回波的情况。
特种设备无损检测中超声波相控阵技术应用发布时间:2022-07-16T01:05:23.850Z 来源:《当代电力文化》2022年3月第5期作者:王占鹏[导读] 超声波相控检测技术作为一种全新的无损检测技术,将其应用到特种设备检测的阶段中,能够提高检测效率,因此文章结合实际,在分析该技术理念的同时,对技术的应用要点进行探讨。
王占鹏国家电投集团青海黄河电力技术有限责任公司摘要:超声波相控检测技术作为一种全新的无损检测技术,将其应用到特种设备检测的阶段中,能够提高检测效率,因此文章结合实际,在分析该技术理念的同时,对技术的应用要点进行探讨。
关键词:特种设备;无损检测;超声波;相控阵技术1技术理念通过一系列检测工作可以分析得知:超声波相控阵法的运用特点一般都表现在波束环节,包含转换的角度以及中线点位置的聚集两方面。
在检测的过程中,主要是利用系统设备进行无损检测,能够了解被检测结果状态。
2特种设施性能测试中超声波相控阵技术应用2.1探头选择2.1.1晶片阵列所用到的晶片排列有很多种方式。
目前在特殊设施性能的检测环节,晶片阵型运用最多的便是线性。
通过一系列的检测工作,运用双线性的种类,符合设备的检测基本要求。
2.1.2频率最终检测的结果将会直接被设备操作频率的数值所影响,如果数值比较大,同样检测报告的灵活性以及展示影像的清晰度都会很高,从而便于后续的检测研究工作。
但是,当频率的数值变大时,所相关的衰退功效也会随之变高,进而影响检测工作的顺利进行。
通常来说,假如特种设施在进行监测时,将碳钢等材料作为检测指引方向,合适的概率数值范围在[2.5,5]MHz。
对于焊接表面比较薄的问题,检测频率数值可以调整到7.5MHz。
针对不锈钢质量的焊缝,检测探头概率数值范围可以调节到[1,2.5]MHz。
假如设备操作的频率数值比较高,会造成一系列的衰减现象,减少信号防干扰的检测能力,更有甚者会损坏检测环节的成效,没有办法顺利进行检测流程。
超声相控阵技术的发展前景与应用超声相控阵技术是一种高精度病理检测技术,随着现代医疗技术的不断发展,超声相控阵技术也被广泛应用于多个领域。
本文将探讨超声相控阵技术的发展前景以及应用场景。
一、超声相控阵技术的发展历程超声相控阵技术于20世纪60年代初期首次被提出,主要用于在工业和航空领域中进行无损检测和远程探测,后来被广泛应用于医疗领域,为人类的健康保驾护航。
随着科技的不断进步,超声相控阵技术在测量范围、分辨率、成像速度、探测深度等方面都有较大的提升。
目前,该技术已广泛应用于心脏、乳腺、肝脏、肾脏、膀胱、前列腺、肺、骨骼等领域的病理扫描和诊断。
二、超声相控阵技术的优势和局限性超声相控阵技术相比传统的医疗检测技术具有许多优势,如无辐射、安全、检测速度快等。
同时,它还可以实现三维成像,有效提高诊断的准确性和可靠性。
此外,在心脏诊断中,超声相控阵技术还可以实现实时彩色多普勒成像,帮助医生诊断心脏瓣膜病变、心肌梗塞等疾病。
然而,超声相控阵技术也存在一些局限性,如探测深度较浅,只适用于浅部组织的检测和诊断,并且受到成像角度的限制,对深部组织的检测效果不如磁共振成像等其他检测技术。
三、超声相控阵技术的应用场景超声相控阵技术在医疗领域中的应用极为广泛,如下所示:1. 心脏诊断:超声相控阵技术可以帮助医生检测心脏的大小、功能、形态等,诊断心脏病变。
2. 乳腺癌筛查:超声相控阵技术可以检测乳房内的肿块和其他异常情况,帮助医生排除或诊断乳腺癌。
3. 肝脏、肾脏病变:超声相控阵技术可以检测肝脏、肾脏的大小、形态、功能等,帮助医生发现和诊断肝脏、肾脏的病变。
4. 妇科疾病:超声相控阵技术可以实现阴道内、子宫内、输卵管等部位的成像诊断,帮助医生检测妇科疾病。
5. 骨科疾病:超声相控阵技术可以检测骨骼中的损伤和骨骼疾病,如骨折、骨质疏松等。
四、超声相控阵技术的未来前景超声相控阵技术有着广阔的发展前景,未来有可能进一步提高探测深度和分辨率,以实现更精确的疾病诊断;同时可以开发出更多的检测技术和设备,提高检测效率和准确性,在医学领域发挥更为重要的作用。
相控阵超声波检测方法相控阵超声波检测方法是一种非破坏性检测技术,广泛应用于工业领域和医学诊断。
下面列举50条关于相控阵超声波检测方法,并展开详细描述:1. 相控阵超声波检测方法是利用电子器件控制多个发射和接收超声波的晶片,通过改变发射和接收的角度来形成各种探测波束,从而实现全方位的检测。
2. 该方法可以实现对材料内部缺陷和结构的立体扫描,提高了检测的灵敏度和准确性。
3. 相控阵超声波检测方法可以应用于金属、塑料、复合材料等各类材料的缺陷检测。
4. 此方法也可用于医学领域的超声诊断,例如检测心脏、血管和肿瘤等。
5. 相控阵超声波检测方法可以实现实时成像功能,对于复杂结构的检测非常有优势。
6. 该方法可以通过不同的超声波频率和传播模式来实现对不同类型缺陷的检测,例如声表面波、剪切波等。
7. 相控阵超声波检测方法具有高分辨率和高灵敏度的特点,可以检测到微小缺陷并进行精确定位。
8. 由于其无损检测的特性,该方法可以在材料生产和使用过程中进行周期性检测,有利于提前发现和修复缺陷。
9. 相控阵超声波检测方法可以通过计算机辅助分析和处理数据,实现对检测结果的快速解释和报告生成。
10. 该方法的设备通常小巧轻便,可以适应不同场合和环境的检测需求。
11. 相控阵超声波检测方法在航空航天领域得到广泛应用,用于飞机结构和发动机部件的缺陷检测。
12. 在汽车制造和维修领域,该方法可用于检测车身板材、焊缝和零部件的质量。
13. 该方法还可应用于管道和容器等设备的安全评估和完整性检查。
14. 相控阵超声波检测方法还可以用于检测焊接接头的质量,包括焊接缺陷和焊接残余应力等。
15. 在工程结构的监测中,该方法可以实现对构件的裂纹和变形进行实时跟踪。
16. 该方法可用于检测混凝土结构中的裂缝、空洞和腐蚀等缺陷。
17. 相控阵超声波检测方法还可用于检测塑料制品的厚度、密度和异物等。
18. 在医学诊断中,该方法可用于检测胎儿的发育情况、心脏疾病和乳腺肿块等。
超声相控阵检测技术应用的实际情况1. 应用背景超声相控阵(Phased Array)是一种利用多个超声探头组成的阵列,通过控制每个探头的发射时间和幅度来实现对被测物体进行全方位扫描和成像的技术。
相比于传统的超声检测技术,超声相控阵具有更高的灵敏度、更快的检测速度和更精确的定位能力,因此在多个领域得到了广泛应用。
2. 应用过程超声相控阵检测技术主要包括以下几个步骤:2.1 探头选择与布置根据被测物体的形状、尺寸和材料等特点,选择合适的超声探头,并将其按照一定的布置方式固定在被测物体上。
通常情况下,采用线性或者矩阵型的布置方式可以实现全方位扫描。
2.2 参数设置与校准通过超声相控阵仪器设定合适的工作参数,包括发射频率、脉宽、采样频率等。
还需要进行探头的校准,包括延时校准、增益校准和灵敏度校准等,以保证检测的准确性和可靠性。
2.3 数据采集与处理将超声探头发出的超声波信号发送到被测物体上,并接收反射回来的信号。
通过超声相控阵仪器采集这些信号,并进行滤波、放大等处理。
利用相控阵算法对这些信号进行相位控制和波束形成,得到二维或者三维的扫描图像。
2.4 缺陷检测与评估通过分析扫描图像,可以实现对被测物体内部结构和缺陷的检测与评估。
常见的检测目标包括裂纹、夹杂、气孔等。
通过对缺陷的位置、形状、大小等特征进行分析,可以判断其对被测物体的影响程度,并制定相应的修复方案。
3. 应用效果超声相控阵检测技术在多个行业中得到了广泛应用,并取得了显著的效果:3.1 航空航天领域超声相控阵检测技术在航空航天领域中被广泛应用于飞机发动机叶片、涡轮盘、机翼等关键部件的缺陷检测。
相比于传统的X射线或者磁粉检测技术,超声相控阵具有高分辨率、无辐射、实时性强等优点,可以更准确地检测到微小缺陷,并及时进行修复。
3.2 石油化工领域超声相控阵检测技术在石油化工领域中主要应用于管道、储罐等设备的缺陷检测。
通过对设备内部结构和壁厚的扫描,可以有效地发现腐蚀、裂纹等缺陷,并及时采取措施进行维修和保养,以确保设备的安全运行。
超声相控阵检测技术的发展及应用一、概述随着科学技术的不断发展和进步,各种新型的检测技术也不断涌现。
其中,超声相控阵检测技术作为一种非常重要的无损检测技术,在工业生产和医学诊断领域有着广泛的应用。
本文将就超声相控阵检测技术的发展历程和应用进行探讨。
二、超声相控阵检测技术的发展历程1. 超声相控阵检测技术的起源超声相控阵检测技术起源于上世纪50年代,最初是由医学领域引入工程技术,主要用于医学超声诊断。
随着工程技术的不断发展,超声相控阵检测技术逐渐应用到了工业领域中。
2. 超声相控阵检测技术的技术进步随着计算机技术和电子技术的快速发展,超声相控阵检测技术也得到了极大的改善和提升。
传统的超声波探头只能发送和接收单一方向的超声波信号,而超声相控阵探头可以通过控制多个单元晶片的工作时序,实现对被测物体内部的不同方向的超声波信号的发送和接收,大大提高了检测的效率和精度。
3. 超声相控阵检测技术的应用领域随着超声相控阵检测技术的发展,它已经广泛应用于医学影像学、航空航天、船舶制造、汽车制造、建筑工程等领域,成为现代工程技术领域中不可或缺的重要技术手段。
三、超声相控阵检测技术的应用1. 航空航天领域超声相控阵检测技术在航空航天领域的应用主要体现在航空器构件的无损检测和航天器的结构健康监测等方面。
由于超声相控阵检测技术具有高分辨率、多方向探测等特点,可以对飞机结构零部件进行高效、准确的无损检测,保障了航空器的飞行安全。
2. 医学影像学领域在医学影像学领域,超声相控阵检测技术已经成为医学影像学中最重要的成像技术之一。
与传统的B超、CT、MRI等成像技术相比,超声相控阵检测技术具有辐射小、成本低、操作简单等优点,非常适合于临床医学中的各种检查和诊断。
3. 工业生产领域在工业制造领域,超声相控阵检测技术也有着广泛的应用。
例如在汽车制造中,超声相控阵检测技术可用于汽车零部件的无损检测,保障汽车制造的质量。
在船舶制造中,超声相控阵检测技术可用于船体结构的无损检测,确保船舶的安全运行。
火力发电厂无损检测新技术之相控阵超声检测技术简介相控阵超声检测技术,是通过控制换能器阵中各阵元的激励脉冲时间延迟,改变由各阵元发射(或接收)声波到达(或来自)物体内某点时的相位关系,达到聚焦和声束偏转的效果,实现缺陷检测的技术。
相控阵工作原理:多个换能器阵元按一定形状、尺寸排列,构成超声阵列换能器,分别调整每个阵元发射信号的波形、幅度和相位延迟,使各阵元发射的超声子波束在空间叠加合成,从而形成发射聚焦和声束偏转等效果。
换能器发射的超声波遇到目标后产生回波信号,其到达各阵元的时间存在差异。
按照回波到达各阵元的时间差对各阵元接收信号进行延时补偿,然后相加合成,就能将特定方向回波信号叠加增强,其他方向的回波信号减弱甚至抵消。
同时,通过各阵元的相位、幅度控制以及声束形成等方法,形成聚焦、变孔径、变迹等多种相控效果。
图1 相控阵工作原理相控阵换能器最显著的特点是可以灵活、便捷而有效地控制声束形状和声压分布,其声束角度、焦柱位置、焦点尺寸及位置在一定范围内连续、动态可调;而且探头内可快速平移声束。
与常规超声检测技术相比,相控阵超声检测技术的优势在于:(1)不移动探头或尽量少移动探头可扫查厚大工件和形状复杂工件的各个区域,成为解决可达性差和空间限制问题的有效手段。
(2)用单轴扇形扫查替代栅格形扫查可提高检测速度。
(3)通常不需要复杂的扫查装置,不需更换探头就可实现整个体积或所关心区域的多角度多方向扫查。
(4)优化控制焦柱长度、焦点尺寸和声束方向,在分辨力、信噪比、缺陷检出率等方面具有一定的优越性。
(5)原生数据丰富,有多种显示方式,便于数据分析和长期保存。
在电力行业设备及装置中,厚壁工件、粗晶材料和复杂形状工件较多,应用相控阵技术可提高检效率,扩大超声检测应用范围,取得良好的经济效益和社会效益。
主要的应用对象有:(1)汽轮机转子叶根、轮槽和键槽;(2)汽轮机焊接隔板;(3)小径管焊缝;(4)电厂管道及角焊缝等。
无损检测新技术-超声波相控阵检测技术简介
夏纪真
无损检测资讯网
广州市番禺区南村镇恒生花园14梯701 邮编:511442
摘要:本文简单介绍了超声波相控阵检测技术的基本原理、应用与局限性
关键词:无损检测超声检测相控阵
1 超声波相控阵检测技术的基本原理
超声波相控阵检测技术是一种新型的特殊超声波检测技术,类似相控阵雷达、声纳和其他波动物理学应用,依据惠更斯(Huyghens-Fresnel)原理:波动场的任何一个波阵面等同于一个次级波源;次级波场可以通过该波阵面上各点产生的球面子波叠加干涉计算得到。
并显示保真的(或几何校正的)回波图像,所生成材料内部结构的图像类似于医用超声波图像。
常规的超声波检测技术通常采用一个压电晶片来产生超声波,一个压电晶片只能产生一个固定的声束,其波束的传递是预先设计选定的,并且不能变更。
超声波相控阵检测技术的关键是采用了全新的发生与接收超声波的方法,采用许多精密复杂的、极小尺寸的、相互独立的压电晶片阵列(例如36、64甚至多达128个晶片组装在一个探头壳体内)来产生和接收超声波束,通过功能强大的软件和电子方法控制压电晶片阵列各个激发高频脉冲的相位和时序,使其在被检测材料中产生相互干涉叠加产生可控制形状的超声场,从而得到预先希望的波阵面、波束入射角度和焦点位置。
因此,超声波相控阵检测技术实质上是利用相位可控的换能器阵列来实现的。
超声波相控阵激发的超声波进入材料后,仍然遵循超声波在材料中的传播规律。
因此,对于常规超声波检测应用的频率、聚焦的焦点尺寸、聚焦长度、入射角、回波幅度与定位等等,超声波相控阵也是同样应用的。
超声波相控阵探头的每个压电晶片都可以独立接受信号控制(脉冲和时间变化),通过软件控制,在不同的时间内相继激发阵列探头中的各个单元,由于激发顺序不同,各个晶片激发的波有先后,这些波的叠加形成新的波前,因此可以将超声波的波前聚焦并控制到一个特定的方向,可以以不同角度辐射超声波束,可以实现同一个探头在不同深度聚焦(电子动态聚焦)。
此外,从电子技术上为阵列确定相位顺序和相继激发的速度可以使固定在一个位置上的探头发出的超声波束在被检工件中动态地“扫描”或“扫调”通过一个选定的波束角范围或者一个检测的区域,而不需要对探头进行人工操作。
相控阵探头的关键特性包括:电子焦距长度调整、电子线性扫描和电子波束控制/偏角。
图1示出了超声波相控阵换能器实现电子聚焦和波束偏转的原理示意图。
图1超声波相控阵换能器实现电子聚焦和波束偏转的原理示意图超声波相控阵换能器的晶片不同组合构成不同的相控阵列,目前主要有三种阵列类型:线形阵列(晶片成间隔状直线形分布在探头中)、面形(二维矩阵)阵列和圆(环)形阵列,
见图2所示。
相控阵超声波检测系统的探头特性参数包括频率、波长、阵列的晶片总数、声场控制方向的总孔径、晶片长度,非控制方向孔径、每个晶片的宽度、两个有效晶片之间的间距以及晶片分割间隙。
探头上的斜楔或靴块的参数包括声速、角度、第一晶片高度、第一晶片偏移量等。
目前超声波相控阵探头可达到的一般特性:工作频率:1 MHz~7.5 MHz
(最高可达到
线形阵列
面形(二维矩阵)阵列
圆(环)形阵列
图2相控阵探头的基本形式 10MHz );压电材料:多
为复合压电材料,也有
采用有机高分子压电材
料,晶体尺寸可达到
0.8x0.8mm 或更小;压
电单元数目:16-256个单元(目前常见的为16、
32、64和128单元)
;压电单元间隔:最小可
达到0.1毫米;带宽
(-6dB ):典型为
60%~80%;单元灵敏度偏差:可达到±2dB 。
相控阵超声波检测系统通常由数据采集单元、脉冲发生单元、电机驱动单元、相控阵探头、工业计算机、显示器等组成。
系统在Windows 平台上运行专用的操作软件,完成对被检工件的扫查、实时显示和结果评判。
相控阵超声波检测系统的参数除了普通超声波系统的通常参数以外,相控阵性能的参数包括脉冲发射器与接收器数量、延迟等。
脉冲发射器的数量决定系统带动探头晶片总数的上限,
脉冲接收器的数量则决定系统在一个聚焦规则
(即时间延迟与晶片位置的关系)中可以调用工作的晶片总数上限,例如:FOCUS 32:128是指系统总共可以支持128个晶片,一个聚焦规则中最大可以调用32
晶片形成所需要的声场。
图3 超声波相控阵的扫描方式
超声波相控阵除了能有效地控制超声波束的形状和方向外,还能实现和完善复杂的动态聚焦和实时扫描,包括:扇形扫描(也称为S-扫描,利用同组压电元件但是由编程改变时间延迟来控制波束实现在一个较宽范围内以选定适当的多个波束角度进行扫描并绘出构件图形,使超声波取向最佳化地垂直于预期的缺陷,通过不同的斜楔可以改变角度控制的范围,因此比常规探头检验更能适应扫查接触面积受限的区域);电子线性扫描(又称为E-扫描,通过多路技术以相同的聚焦规则沿阵列来实现探头不动而压电晶片激发的超声波沿着探头的长度方向平移扫描,还能够实现用一个紧凑的焦点来快速覆盖检测区域);电子聚焦(又称为电子动态聚焦,通过电子焦距长度调整,可以使同一个探头在声束轴线上的不同深度实
现波束聚焦,使得波束形状与尺寸在预期的缺陷位置达到最佳化,获得最大覆盖区域和最高分辨率,以及最佳的探测概率,得到最佳信号和高质量的图象,能明显地改善信噪比,而且可以允许在较低的脉冲电压下工作)。
超声波相控阵还可以结合线性扫描、扇形扫描和精确聚焦而实现组合扫描。
如图3所示。
图4相控阵探头的发射与接收
图4示出超声波相控阵检测系统的发射与接收过程。
压电元件可以承受高达200V的发射电压,通常以4到32个晶体为一组同时发射脉冲波束,这些波束因为叠加和相消干涉能按规定形成预先计算的入射波波前。
仪器接收的信号具有预先计算的时间延迟,综合时间变化的信号,然后显示出来。
综合得到并显示的波形与具有同样角度、频率、聚焦孔径等探头信号通道的常规超声波探伤仪显示的波形同样有效。
在接收时,仪器则有效地完成逆转。
相控阵探头上。
超声波相控阵检测系统中,除了相控阵探头以外,非常重要的关键就是软件了,根据单独的“聚焦法则”(目前已能达到计算多达2000条聚焦法则,仿真整个超声波发射的情况),依据焦点和扫查组合的时间渡越来计算返回的时间延迟。
应用软件不仅能够强有力地管理超声检测信号的采集,而且除了处理计算聚焦规则以外,还具有强大的编码能力和全数据储存、显示结果(如实时A、B、C、扇形、线形扫描以及三维显示),具备良好的数据处理能力等。
2 超声波相控阵检测技术的应用与局限性
超声波相控阵检测系统可以是手动,半自动,或者全自动工作。
相对于常规的单探头超声波检测方法,超声波相控阵检测方法的特点在于:简化手工操作;具有多种扫描方式;检测效率高;适应性强。
超声波相控阵检测适用于能源工业、石化工业、航空与航天工业、船舶、铁轨、汽车等工业。
如核电站和能源工厂重要零部件的检验,如涡轮盘、涡轮叶片根部、核反应堆的管路、容器和转子、法兰盘等,管道检验,腐蚀检测和绘制腐蚀图,大型曲面板材、铝合金焊缝、搭接连接、环形件和喷嘴、各种制件的结构完整评价等。
超声波相控阵检测技术的局限性主要是:检测对象、检测范围以及检测能力除了受其应用软件的限制外,还受相控阵阵列的频率、压电元件的尺寸和间距以及加工精度的限制;与常规超声波检测一样受到诸如工件表面粗糙度、耦合质量、被检材料冶金状态、探测面选择等工艺因素的影响,仍然需要有对比试块来校准;仪器的调节过程较复杂,调节准确性对检测结果影响大。
作者简介:夏纪真,高级工程师,国务院授予政府终身特殊津贴的有突出贡献专家,《无损检测资讯网 》创建并主持人。