BX-1型异形筘气流损耗检测仪的研发
- 格式:pdf
- 大小:135.85 KB
- 文档页数:3
矿用便携仪传感器气体流量标校装置BAX-1B使用说明书徐州三恒矿用设备有限公司2019.09.19一、前言为贯彻实施AQ1029-2007《煤矿安全监控系统及检测仪器使用管理规范》,按照该标准附录B(规范性附录)低浓度截体催化式甲烷传感器必须每隔10天调校方法的要求,我公司研制了可供煤矿地面、井下使用的两种调校装置。
二、产品特点1、由于检测低浓度甲烷仪器的标准气规定流量为120-150mi,以往专用于医用输氧的各类减压阀及流量控制器都过大,需多次减压、限流才能达到使用要求,且流量控制不稳定。
本公司自行研制的专用减压、限流阀可一次解决小流量、稳定供气的要求,本装置在旋开压力表开关后,阀体输出的最大流量为300ml/min±20ml/min,当使用空气并校准仪零点时,不使用流量计,用户将出气孔的胶管直接挺好到传感器输入口,向左或向右旋转出气口可调300ml以下流量。
2、本装置所采用高压气瓶为特制铝合金复合气瓶,除重量比普通钢瓶轻40%以外,其内胆的氧化膜有较高耐腐蚀性,因此适用甲烷标准气样长期存放下变质。
3、按设计要求,用于井下的调校装置气瓶容积为0.7L,在压力为10Mpa的条件下,装置以120ml/mm流量供气连续时间可长达6小时,按每支传感器供气时间按90S计,理论上一瓶气可调整240个传感器,可满足多次下井调整需要。
4、本装置配备了坚固的工具箱,井下使用时,备用的背带可使气瓶县挂在被调仪器的附近,尽量使流量计与地面垂直,保证供气流量精度。
5、按规定,井下调校传感器和断电仪的装置由两个气瓶组合,一瓶新鲜空气,一瓶1-2%CH4甲烷标准气。
按照使用条件不同,1%CH4一般用于校正传感器的报警点和断电仪的复电功能,如有必要可增加一单瓶1.5-2%CH4气样以校正上述仪器的断电点及线性。
6、用于地面的调校装置可使用单瓶或双瓶组合,也可按用户要求提供更大容积的气瓶,例1.5L、2.0L等。
按规定,用于地面调整仪器的气样应有四种,即0.5、1.5、2.0、3.0%CH4、2.0%CH4用于测试仪器反应速度,其余三种用于仪器的线性。

中国纺织工业联合会科学技术奖获奖项目选载(2022年度)高速高杂智能化水刺法非织造布成套装备获奖等级:二等奖主要完成单位:恒天重工股份有限公司、河南立新工业装备有限公司、河南煜东信息科技有限公司、中原工学院主要完成人:吕宏斌、康桂田、汤水利、翟江波、闫昱初、王晓雨、周世勇、张恒、杨国全、张九零水刺法非织造成套装备是用于将短纤维经过梳理成网-水刺固网加工制成柔性材料的成套装备,具有纤维适应性强、工艺变化多和产品应用广的特点。
但当前我国水刺法非织造成套装备存在生产速度慢、能耗高、产品横向强力低和智能化程度低等问题,制约水刺法非织造成套装备技术进一步发展。
基于此,该项目提出了研发高速高杂智能化水刺法非织造布成套装备,主要科技创新如下。
(1)自主研发了高速高杂多层级纤网梳理制备技术及成套梳理成网装备。
构建了多层级高杂纤网梳理制备方法,创新设计了精确导流的高速杂乱梳理机弧板和高精度的漏底,优化配置了利于纤维控制的全机针布;项目集成了22条梳理成网装备,实现了多层级纤网的高速(≥210m/min)、高杂(MD:CD≤3.5)和高质(CV值≤3%)的梳理成型。
(2)自主发明了高效节能水刺加固技术及成套水刺固网装备。
研制了高效脱水技术及节能抽吸辊筒,显著提升了抽吸效率(总抽吸能耗<120kW·h/t);构建了促进纤维缠结的高效水刺头,有效增强了水射流利用效率(水射流初始速度衰减<3%/(10cm),水针板使用寿命提升了30%);项目集成了22条高效节能水刺固网装备,水刺能耗<780kW·h/t。
(3)自主构建了水刺法非织造布成套装备的智能化应用体系。
基于数字网络,项目研发了适应高速生产的自动化解决方案,实现了智能化高速水刺工艺的单线自优化;建立了产品远程运维数据中心,实现了远程智能的便捷性服务;构建了全流程多品相智能化生产管理系统,显著提升了水刺法非织造布成套装备的自动化、智能化水平,综合用工<8人/单线。
• 24 •纺织科技迸展2018年第7期异形筘磨损原因和延长其寿命的措施王森(陕西纺织器材研究所,陕西咸阳712000)摘要:为提高纺织厂的织造生产效率并降低生产成本,对异形筘发生磨损的原因进行了深入分析,详述了延长异形筘使用寿命的具体措施和当前可使用的表面处理方法;指出延长异形筘使用寿命并保持良好运行状态,对提高织品质量、生产效率和降低生产成本有积极作用。
关键词:钢筘;异形筘片;使用寿命;表面处理中图分类号:TS103. 82 文献标识码:B钢筘是纺织织造设备的关键器材之一,其作用是在织造过程中将纬纱打人织口,并使经纱和纬纱按照一定规律和密度排列,使织物达到规定的纬密和幅宽的纺织器材。
因此其性能好坏与纺织产品的质量直接相关,对织物的质量起着至关重要的作用。
而其筘片是组成钢筘的最小单元,每个钢筘成品主要由若干整齐排列的筘片经扎线固定后,使用钢筘胶黏剂固定在筘梁中,待胶黏剂固化后即可投人使用。
本文主要就异形筘在生产中的合理使用进行分析探讨。
1筘片的分类筘片按形状进行分类一般分为平筘和异形筘片,引纬介质不同适用的织布机则不同。
平筘主要用于有梭织机、片梭织机、剑杆织机、喷水织机和管道片引纬的喷气织机;而异形筘则用于主、辅喷嘴接力的喷气织机,和异形筘筘槽导向的喷气织机上。
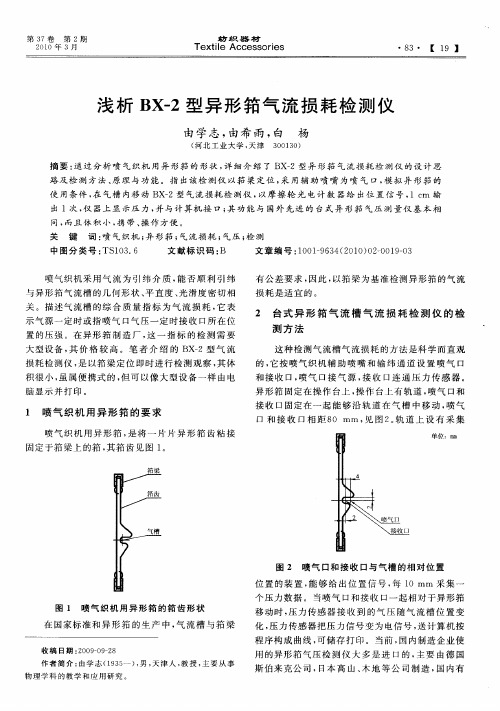
异形筘及异形筘片示意图见图1和图2。
图1异形筘收稿日期=2018-05-04基金项目:陕西省重大科技创新专项资金项目(018ZKC—117)作者简介:王淼(1981-),女,陕西汉中人,工程师,硕士研究生,主要从事 新产品开发方面的研究工作,E-mail: 51221236@。
文章编号:1673 — 0356 (2018) 07 — 0024 — 03图2异形筘片示意图2筘片磨损原因在织物形成过程中需经纬纱相互交织,故存在经向缩率和纬向缩率[]。
打纬前织口布幅小于筘幅,从 上向下看经纱多呈倾斜状,两边倾斜更严重;因此在打 纬运动中,边部筘片(又称筘齿)的作用力除打紧纬纱的作用力外,其筘齿前部还有扩幅时对经纱的作用力R和拉伸经纱作用力F2(见图3)。
BX 21型异形筘气流损耗检测仪的研发由学志,由希雨,白 杨(河北工业大学,天津 300130)摘要:针对气流损耗的检测设备体积庞大、价格高昂的不足,介绍了B X 21型气流损耗仪的设计研发与使用方法。
说明该仪器体积小,而便于携带,以筘梁定位,可以即时检测观察,亦可电脑显示打印测试结果。
关键词:喷气织机;异形筘;气流损耗;检测;气压中图分类号:TS103.6+9 文献标识码:B 文章编号:100129634(2008)0620020203收稿日期:2008206212作者简介由学志(35—),男,天津人,教授,主要从事物理学科的教学和应用研究。
喷气织机引纬介质是气流,引纬在气流槽中进行,引纬的质量和效率与气流槽关系密切。
纬纱能否顺利通过,与气流槽的几何形状、平直度、光滑度密切相关。
描述气流槽的综合质量指标为气流损耗,它表示气源一定时或喷气口气压一定时,接收口所在位置的压强。
这一指标的检测,需要大型设备,且价格较高,少则几万元,多则几十万元;BX 21型气流损耗检测仪为便携式,体积很小,以筘梁定位,可以即时检测观察,也可与大型设备一样,由电脑显示和打印。
1 喷气织机用异形筘喷气织机用异形筘是将筘片经编扎后粘接固定于筘梁上而形成一个整体,图1是筘齿的示意图。
用户对异形筘的要求之一是气流损耗要小。
图1 喷气织机用异形筘2 台式检测仪检测喷气筘气流槽的气流损耗这种检测气流槽气流损耗的方法最科学、最直观,但设备庞大、投资多。
它按喷气织机辅助喷嘴和输纬通道设置喷气口和接收口,喷气口接气源,气源的压力需要稳定,而接收口连通压力传感器。
异形筘固定在有轨道的操作台上,喷气口和接收口能够沿轨道运行,使喷气口和接收口在气流槽中移动,见图2。
图中:a 为喷气口位置,b 为接收口位置,喷气口和接收口相距80m m 。
轨道上设有采集位置的装置,能够给出位置信号,每10mm 取一个压力数据。
当喷气口和接收口相对异形筘移动时,压力传感器接收到的气压值随气流槽的位置变化而变化,压力传感器把压力信号变为电信号,送计算机构成曲线、储存、打印。
当前,国内企业使用的异形筘气压检测仪大都是进口的,主要由德国的斯伯来克、—喷气口位置;—接收口位置。
图 喷气口、接收口与气流槽位置】02【 纺织器材Textile Acce ssorie s Vol.35 N o.6Nov.2008492:19a b 2日本的高山、木地等公司制造,国产的有国家纺织器材质量监督检验中心等家制造。
3 BX 21型气流损耗仪根据台式检测仪的测量原理,河北工业大学设计研制了便携式B X 21型气流损耗仪。
它以异形筘的筘梁为轨道,模拟异形筘的使用条件设置喷气口和接收口,喷气口和接收口的直径约为2mm ,喷气口的喷出气压(气源气压)为0.4MPa ~0.5MPa ,接收口的气压(测定值)则与气流槽的平直度、光滑度直接有关。
在气流槽内移动气流损耗仪,观察接收口的气压变化,即可测量气流槽各部位的气流损耗。
以摩擦轮光电计数器给出位置信号,用单片机采集、显示压力,并有接口及软件送台式计算机显示并打印。
BX 21型气流损耗仪能够即时显示异形筘各位置的压力(气流损耗),也可以接台式计算机大屏幕显示,并且能够随时打印存档。
手推该仪器沿气槽移动,随机显示气槽各处的测定值。
该仪器还可以像台式机一样输出,小巧轻便,操作简单,价格低。
3.1 仪器结构BX 21型气流损耗仪结构见图3。
1—支架;2—气流压力传感器;3—位置传感器;4—电路盒;5—气源接口;6—喷气口;7—接收口;8—显示屏;9—单位转换键;10—电源插口;11—计算机接口。
图3 BX 21型气流损耗仪 图3是B X 21型气流损耗仪的工作示意图。
该仪器由4部分构成:气流压力传感器、支架、位置传感器、电路盒。
气流压力传感器有气源接口、喷气口,气源接口与喷气口内部连通。
气流压力传感器上还有接收口。
接收口通过气流传感器内部连通到压力传感器。
支架保证气流压力传感器在异形筘气流槽内的移动。
位置传感器固定在支架上,移动时给出位置信号。
电路盒放置测量电路,电路盒前面的显示屏显示压力,电路盒前面还有校准旋钮和单位转换按键。
电路盒的侧面有电源插口和计算机接口。
该仪器工作时支架放在异形筘的筘梁上并能沿筘梁移动。
3.2 气流压力传感器压力传感器能感知压力并转变为电信号,模拟放大,D/A 转换,仪器前面的显示屏即时显示测量数据;同时,通过接口输入到台式机显示、存储、打印。
图4 BX 21型气流损耗仪的喷气口和接收口3.3 显示屏仪器前面的显示屏即时显示测量数据0kPa ~9.999kPa ,测量时通常显示0kPa ~5.000kPa 。
供给仪器的气源压力一定时,显示值越大,异形筘的气流损耗越小,该钢筘装到喷气织机上,使用效果越好,能耗越低。
参照引进日本仪器,气源气压是0.4MPa 时,我们认为显示的数值是1.1k Pa ~3.7kPa 为合格。
若小于1.1kPa ,则气流损耗大、能耗高,为不合格。
气源气压不同,接收口的的气压(测定值)也会不同。
3.4 位置传感器采用机械鼠标的原理研究的位置传感器能够确定位置,在筘梁上每移动10m m 发出40个脉冲信号,计算机按程序规定40个脉冲采集1次压力数据。
3.5 台式计算机屏幕显示和打印除了仪器前面的显示屏即时显示测量数据外,还设有接口供台式计算机采集压力信号。
位置传感器的脉冲为触发信号完成压力采集,40个脉冲采集1次,40个脉冲约对应10mm ,即10mm 采集1次压力值,而台式机屏幕上界面显示随位置变化的压力曲线。
可以填表格,异形筘名称、型号、长度、输入气流压力等文件形式存档,台式机的屏幕显示内容随时可以打印。
4 结束语在市场经济机制下,重视产品质量检验并不断提高检验手段,相当于提高产品的质量、企业的经济效益。
异形筘的气流损耗是一项重要的质量指标,降低异形筘的气流损耗,就意味着节能。
降低气流损耗,首先是检测,其次是制造。
本文中介绍的B X 2】12【第35卷 第6期2008年11月 纺织器材Textile Acces sories4931型气流损耗仪是便携式的,可以即时显示并可接电脑打印,是一种新型仪器。
参考文献:[1]李创,任荣明.简述织机发展趋势[J].纺织器材,2003,30(6):58260.[2]郭康.浅论喷气织机用异型钢筘气压检测仪的研发[J].纺织器材,2005,32(5):15216.[3]FZ/T94046—1999,喷气织机用钢筘[S].Development of Air Lo ss Te ster for Profiled Reeds BX21YOU Xue2zhi,YOU X i2yu,BA I Y ang(He bei Polytech Univer sit y,T ianjin300130,China)Abstract:A s t o t he giant size of t he ai r loss t esti ng equipment wi t h expensive co st,i nt roduction i s made t o t he Air Loss Te ster for Profiled Reeds B X21rega rding it s development and application met hod.The te ster i s of small size,easy acce ss,inst ant inspection ca n be gai ned f rom location of reed bea m wit h p ri ntout of t he t est ing re sult.K ey Wor ds:ai r2jet loom;profil ed reed;air lo ss;inspection;air pre ssure科技信息倒钝———提高刀具寿命的新工艺 德国卡瑟大学的迪卡教授(Prof.Dr.2Ing. Tikal)和德国亚琛大学的利司博士(Dr.Risse)在经过多年的研究实践后,推荐一种新的简单刀具处理工艺———倒钝,它能使刀具的寿命成倍的提高。
新生产的刀具制造商要保证刀刃锋口的锋利,但因刀具的材料和加工工艺的不同而达不到绝对的锋利,一般为R小于4μm。
同一把刀具同一锋面也会产生大于1μm的误差。
这样的刀具在第一次加工使用时会产生刃面崩口,从而降低加工质量。
特别是经过涂层的刀具崩口现象十分普遍,有时会导致刀具和工件的损坏。
另外使用新刀具和旧刀具的加工误差会随着刀具锋面的磨损而增加,降低了加工产品质量的一致性(如金属针布齿条的冲齿刀具),而经过倒钝处理过的刀具可以基本上避免上述问题,在倒钝的同时也会剔除在刀具生产时产生的毛刺,对工件进行平整和抛光,使刀具更加美观,大大提高了切削的顺畅性。
特别是在涂层前经过钝化处理的刀具,涂层会更加均匀,大大降低刀锋处涂层崩口的危险。
迪卡教授对旋转加工刀具,如钻头、丝锥和铣刀等进行了大量试验研究,从理论到实践总结出倒钝的可行性和可带来的巨大经济效益,他对直径6.8mm的钻头在经过不同的倒钝处理后(从0μm到40μm),测试加工铸铁工件的长度(报废界限定在磨损量为500μm)时指出,倒钝15μm时比没经过倒钝处理要提高寿命近1倍。
倒钝技术在德国已广泛应用,德国奔驰汽车公司有一台加工中心,使用各种钻、铣刀具80余把,原来使用未经过倒钝处理的刀具,加工100h后,需将全部刀具更新,但在使用经过倒钝处理的刀具后,加工工时延长至240h,提高了加工效率,降低了加工成本。
倒钝处理分为物理加工方式,热处理方式和化学处理方式。
最经济实惠的是物理方式,例如利用德国Ot ec公司生产的DF抛光机进行倒钝。
它是使刀具在磨料中做旋转运动来达到倒钝目的。
优点是在倒钝的同时也对工件进行了去除毛刺和抛光处理。
它可按设定好的加工时间和转向程序加上不同的磨料,对任何材质的刀具进行倒钝,操作简便灵活,已在德国广泛使用。
佐技机电设备(上海)有限公司 任 庚】22【 纺织器材Textile Acce ssorie s Vol.35 N o.6Nov.2008 494。