工业工程-模特法
- 格式:ppt
- 大小:875.50 KB
- 文档页数:72
标准工时之模特法讲义标准工时是指在规定的一定时间内,完成一定数量的工作任务所需要的时间。
它通过对工作过程的科学分析和对工作要素的正确定量,来确定完成工作任务所需的标准时间。
标准工时是工业生产中的重要管理工具,可以帮助企业合理安排生产计划、控制工作进度和提高生产效率。
在实际应用中,标准工时常常采用模特法来进行计算,接下来我们将详细介绍模特法的原理和应用。
模特法又称“样本工时法”或“模板法”,它是一种基于观察、测量和分析的工时计算方法。
采用模特法进行标准工时的计算,主要分为以下几个步骤:1. 选择代表性工作任务:首先从一组相似或相关的工作任务中,选择出代表性的工作任务作为模特。
这些工作任务应该具有典型性和代表性,可以代表同类工作任务的特点和要求。
2. 进行观察和测量:将选取的模特工作任务进行观察和测量,记录下每个工作要素的时间消耗和工作方法。
3. 分析工作过程:根据观察和测量的数据,对模特工作任务的工作过程进行分解和分析,确定每个工作要素的工作内容和要求。
4. 制定标准工时:通过对工作要素的工作内容、方法和要求进行分析,结合工人技能和工作条件,制定出每个工作要素的标准时间。
5. 应用于其他工作任务:将制定好的标准时间应用于其他相似或相关的工作任务,根据工作任务的要求和特点,计算出各个工作要素的标准时间,并结合工作量和产能来确定整个工作任务的标准工时。
模特法的优点是可以充分考虑到工作任务的差异性和要求的灵活性,减少了主观性的影响。
而且,由于采用了观察和测量的方法,可以准确获取数据,使得计算结果更加科学可靠。
同时,模特法所需的数据和信息较少,比较容易实施和推广。
但是,模特法也存在一些不足之处。
首先,模特法只能反映出工作任务的平均水平,无法考虑到特殊情况和异常情况的影响。
其次,由于每个人的工作能力和工作方法不同,模特法得到的标准工时可能与实际工人的工作时间存在一定的差异。
另外,模特法只适用于重复性、标准化的工作任务,对于非重复性、非标准化的工作任务无法有效应用。
实验七模特排时法一、实验任务用模特法确定装配195A型喷油泵的标准时间。
二、实验目的及训练要点1)掌握用模特排时法确定作业标准时间的方法和步骤。
2)能用模特排时法正确表示作业者的各种动作,正确区分作业者的同时动作、时限动作和被时限动作。
三、实验原理模特法是预定动作标准法的一种,是作业测定的一种新技术。
运用模特法,无需经过现场测试,只要根据工作物蓝图、工作地布置图和操作方法,就能预先计算出完成一项工作所需要的正常时间。
模特法根据人体工程学和疲劳研究的结果证明,动作速度太快会造成人的能量消耗过多,易引起疲劳;动作太慢,能量消耗也会增加,也容易引起疲劳。
速度与能量的关系是,当速度提高1%时,能量消耗也会随之增加约1%;速度下降到某一临界点后再减速1%时,则能量消耗反而增加0.5%。
模特法把能量消耗最低速度作为基准,使操作者的劳动紧张程度适当,因而使劳动者保持充沛的体力。
模特法把人的动作与时间融为一体,只要确定了人的动作,就可以知道动作所需的正常时间。
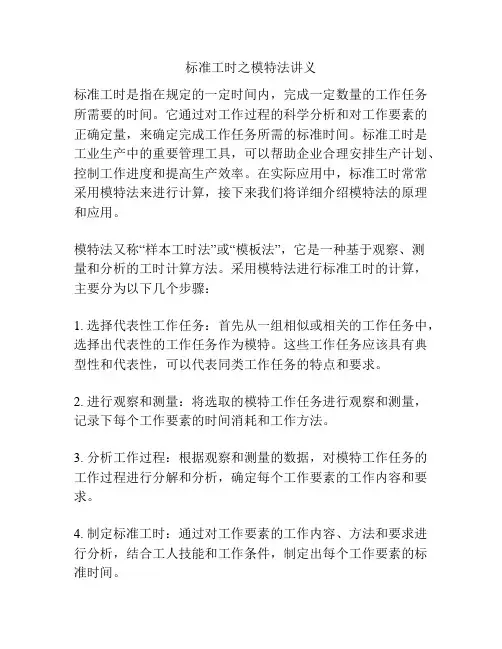
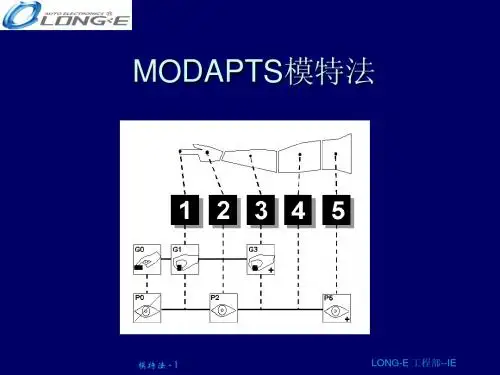
模特法有如下几个特点:1)动作时间是以手指一动2.5cm所需时间为最小单位(1MOD),身体其他部位动作的时间都用手指动作时间的整数倍来表达。
2)模特法把身体各个部位的动作划分为21种,其中11个为基本动作,10个为身体及其他动作。
3)1MOD的时间值表示确定为0.129S,使用中可根据实际情况适当调高或降低。
4)动作符号不但表示动作,而且也表示时间。
比如M3,即表示小臂的动作,也表示时间消耗3个MOD 。
动作符号和时间紧密结合,这是模特法与其他预定时间系统最大的区别,也是模特法的最大特点。
四、实验设备、仪器、工具及资料1)195A型喷油泵。
2)活扳手、一字型螺钉旋具、尖嘴钳。
3)“动作研究实验”改进后的动素图、工作地布置图。
4)MOD分析表。
五、实验内容及步骤本实验1人1组,研究内容仍然是195A型喷油泵的装配工作。
根据“动作研究实验”所确定的标准操作法,分析喷油泵装配过程中每个动作的模特表达式,并记录在MOD分析表中(见表2-7)实验步骤如下:1.明确195A型喷油泵装配的标准作业法根据“动作研究实验”所确定的改进后的动素图和工作地布置图,明确195A 型喷油泵装配的标准作业方法。
工业工程之用模特法设定标准工时1. 引言工业工程是一门研究如何在生产过程中提高效率和优化资源利用的学科。
其中,设定标准工时是工业工程的一个重要方面。
标准工时是指完成一项具体任务所需的时间,它可以用来评估工作的效率、安排工作和计算工资等。
为了准确地设定标准工时,模特法成为了一种常用的方法。
2. 模特法简介模特法是一种通过观察并记录模特(表达了平均操作员能力的标准工人)的工作来确定标准工时的方法。
在模特法中,操作员的技能、能力和工作速度都以模特作为标准,从而设定标准工时。
模特法可以准确地评估工作的时间和方法,并在进行生产安排时提供参考。
3. 模特法的步骤3.1 选择模特在模特法中,选择合适的模特非常重要。
模特应该是一名技术熟练、能力出色的工人,能够准确反映出平均操作员的工作水平。
通常,选择一名经验丰富的工人作为模特是一个不错的选择。
3.2 观察和记录选择好模特后,需要对其进行观察并记录其完成任务所花费的时间。
观察过程中应该尽量还原实际的工作环境和工作方法,以便准确评估工作时间。
记录可以通过写下笔记、拍摄录像等方式进行,以便后续的分析和参考。
3.3 分析和计算在观察和记录完成后,需要对数据进行分析和计算。
可以通过计算平均时间、最短时间和最长时间来得出一个相对准确的结果。
此外,还可以使用统计学的方法对数据进行处理,以提高计算结果的准确性。
3.4 确定标准工时通过分析和计算得出的数据,可以确定出标准工时。
标准工时应该是一个合理且实际可行的时间,能够反映出大多数操作员完成任务所需要的时间。
标准工时的设定应该考虑到工人的能力、经验和工作环境等因素,以保证其准确性和适用性。
4. 模特法的优势和应用4.1 优势模特法设定标准工时具有以下几个优势: - 准确性高:通过真实观察模特的工作,可以获取准确的数据来确定标准工时,避免了其他方法中由于主观因素导致的误差。
- 可靠性高:模特是经过筛选的优秀工人,其工作能力可以较好地代表大多数操作员的水平,因此可以得到较为可靠的标准工时数据。
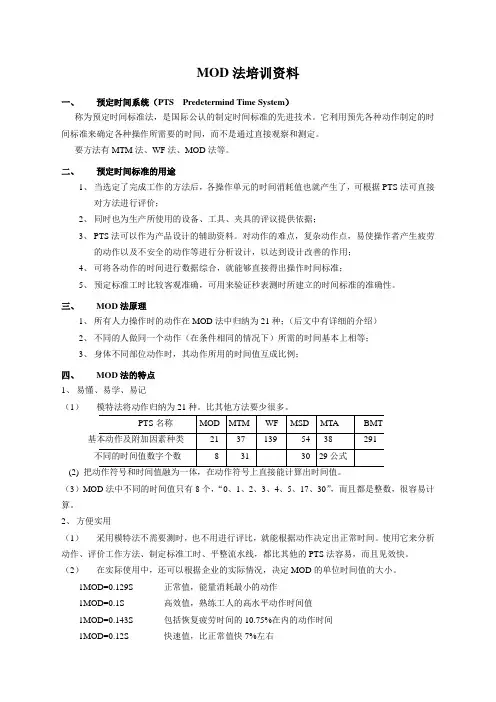
MOD法培训资料一、预定时间系统(PTS Predetermind Time System)称为预定时间标准法,是国际公认的制定时间标准的先进技术。
它利用预先各种动作制定的时间标准来确定各种操作所需要的时间,而不是通过直接观察和测定。
要方法有MTM法、WF法、MOD法等。
二、预定时间标准的用途1、当选定了完成工作的方法后,各操作单元的时间消耗值也就产生了,可根据PTS法可直接对方法进行评价;2、同时也为生产所使用的设备、工具、夹具的评议提供依据;3、PTS法可以作为产品设计的辅助资料。
对动作的难点,复杂动作点,易使操作者产生疲劳的动作以及不安全的动作等进行分析设计,以达到设计改善的作用;4、可将各动作的时间进行数据综合,就能够直接得出操作时间标准;5、预定标准工时比较客观准确,可用来验证秒表测时所建立的时间标准的准确性。
三、MOD法原理1、所有人力操作时的动作在MOD法中归纳为21种;(后文中有详细的介绍)2、不同的人做同一个动作(在条件相同的情况下)所需的时间基本上相等;3、身体不同部位动作时,其动作所用的时间值互成比例;四、MOD法的特点1、易懂、易学、易记(1)模特法将动作归纳为21种。
比其他方法要少很多。
PTS名称MOD MTM WF MSD MTA BMT 基本动作及附加因素种类21 37 139 54 38 291不同的时间值数字个数8 31 30 29公式(2) 把动作符号和时间值融为一体,在动作符号上直接能计算出时间值。
(3)MOD法中不同的时间值只有8个,“0、1、2、3、4、5、17、30”,而且都是整数,很容易计算。
2、方便实用(1)采用模特法不需要测时,也不用进行评比,就能根据动作决定出正常时间。
使用它来分析动作、评价工作方法、制定标准工时、平整流水线,都比其他的PTS法容易,而且见效快。
(2)在实际使用中,还可以根据企业的实际情况,决定MOD的单位时间值的大小。
1MOD=0.129S 正常值,能量消耗最小的动作1MOD=0.1S 高效值,熟练工人的高水平动作时间值1MOD=0.143S 包括恢复疲劳时间的10.75%在内的动作时间1MOD=0.12S 快速值,比正常值快7%左右(3)模特法计算时间值的精度比较高。
工作测量法(模特法)操作细则工作测量法也称模特法,是工业工程(IE)理论中的动作研究的重要内容。
用模特法进行生产系统设计,将有助于提高劳动生产率,增加企业的经济效益。
模特法具有形象直观、动作划分简单、好学易记、使用方便的优点。
模特法适用于加工、设计、管理、服务等方面,可用于制定时间标准、动作分析等。
模特法将动作分为四大类:移动动作、终止动作、身体动作、其他动作,共计 21 个动作。
模特法以 MOD 为时间单位,1 MOD =0.129 秒。
1.移动动作移动动作是指抓住或挪动物件的动作。
移动动作分为如下 5 种:(1)手指动作(M1)指用手指第三关节前部分进行的动作,每动作一次时间值为1MOD。
(2)手的动作(M2)指手腕关节前部分进行的动作,每次时间值定为 2MOD。
(3)前臂动作( M3)指肘关节前部分进行的动作,每次时间值定为 3MOD。
(4)上臂动作(M4)指上臂及前面各部分以自然状态伸出的动作,每次时间值定为4MOD。
指整个胳膊伸出再伸直的动作,每次时间值为 5MOD。
以手拿着工具反复重复上述的移动动作,称为反射动作,可看做是移动动作的特殊形式,所用的时间值小于正常移动动作。
如手指反射时间值为 1/2MOD,手反射时间值为 1MOD,前臂反射时间值为 2MOD,上臂反射时间值为 3MOD。
2.终止动作终止动作是指在移动动作之后,动作的终结。
动作终结时,操作者的手必定作用于目的物。
终止动作有下列 6种:(1)触碰动作(GO)指用手接触目的物的动作,如摸、碰等动作。
它仅仅是移动动作的结束,并未进行新的动作,每次动作的时间值定为 OMOD。
(2)简单抓握(G1)指在移动动作触及目的物之后,用手指或手掌捏、抓、握物体的动作。
简单抓握必须保证目的物附近无妨碍物,动作没有迟疑,每次时间值定为1MOD。
(3)复杂抓握(G3)指抓握时要注视,抓握前有迟疑,手指超过两次的动作,每次时间值定为 3MOD。
(4)简单放下(PO)指目的物到达目的地之后立即放下的动作,每次时间值定为OMOD。

第九讲 模特法(MOD 法)• 第一节:模特法的基本概念 • 第二节: 模特法的动作分析 • 第三节: 动作的改进第一节 模特法的基本概念 一、模特法的原理模特法的基本原理基于人机工程学的实验,归纳如下:① 所有人力操作时的动作,均包括一些基本动作。
通过大量的试验研究,模特法把生产实际中操作的动作归纳为21种 。
② 不同的人做同一动作(在条件相同时)所需的时间值基本相等。
③ 使用身体不同部位动作时,其动作所用的时间值互成比例(如模特法中,手的动作是手指动作的2倍,小臂的动作是手指动作的3倍),因此可以根据手指一次动作时间单位的量值,直接计算其他不同身体部位动作的时间值。
二、模特法的时间单位模特法根据人的动作级次(见动作经济原则第二条),选择以一个正常人的级次最低、速度最快、能量消耗最少的一次手指动作的时间消耗值,作为它的时间单位,即 1 MOD=0.129 s模特法的21种动作都以手指动一次(移动约2.5cm )的时间消耗值为基准进行试验、比较,来确定各动作的时间值。
三、模特法的动作分类及其代号 1.动作分类及代号MOD 法把动作分为21个,每个动作以代号、图解、符号、时间值表示。
其动作的体系分类如下所示。
移动动作 反射性动作 放的动作 移动动作 终结动作 胳膊的基本动作 腿的动作 结合动作 现 场 的 动 作 边看边抓的动M1手指 M2手 M3下臂 M4上臂 M5肩膀 (M1/2,M1,M2,M3) G0接触后抓 G1抓在手里 G3难抓的动作 P0容易放的动作 P2边看放1次 P5边看放2次 F3踩Pedal W5步行 L1重量要素 E2眼 R2改抓 D3判断 A4压力(按)C4回转 MODAPTS 的时间值是根据身体部位表现出动作时间的差异,它分为移动动作、结束动作、结合动作(其他动作),是以21个动作和8个时间值构成。
2.动作分析使用的其他符号(1)延时BD 表示另一只手进行动作时,这一只手什么动作也没有做,即停止状态。
实验七模特法应用分析一、实验目的1.学会用模特法进行动作分析。
2.对比模特法和秒表测时法的区别与联系。
3.建立动素分析与预定时间标准方法的关系。
4.本实验虽是针对作业测定所做的安排,但在实际内容上包含了程序分析、作业分析、动作分析和时间研究内容,是全面的实验分析过程。
实验过程涉及到实验室的小型加工机床、软件分析系统等软硬件条件,是基于实验平台的综合性实验。
二、实验说明模特法是预定动作时间标准法的一种,是作业测定的一种新技术,运用模特法,无需经过现场测时,只要根据工作物蓝图、工作地布置图和操作方法,就能预先计算出完成一项工作所需要的正常时间。
模特法根据人体工程学和疲劳研究的结果,以人的最低能耗动作的时间消耗为动作的时间单位,因为动作速度太快会造成人的能量消耗过高,易引起疲劳;动作速度太慢,能量消耗也会增加,也容易引起疲劳。
速度与能量的关系是,当速度增加1%时,能耗也随之增加约1%;速度下降到某一临界点后再减速1%时,则能耗反而增加0.5%。
模特法把能耗最低的速度作为时间单元,使操作者的劳动紧张程度适当,因而使劳动者保持充沛的精力。
模特法把人的动作与时间融为一体,只要知道是什么动作,就可以知道动作所需的正常时间。
预定时间标准往往在运用上有别于其他非预定时间标准方法,为了分析两类方法的区别与联系,本实验将通过MOD法与秒表测时法进行对比分析,以研究二者间的关系。
三、实验内容与步骤1.通过实验二的分析中,已经将小钳子的工艺程序和操作程序进行了改善,获得了良好的作业规范。
2.在此基础上,结合动作研究方法和动作经济原则,设计满足测定标准时间的小钳子加工作业规范,包括工艺程序、操作程序和动作程序,是实验室环境具备合格环境。
3.通过一定的培训和演练,使操作者具备合格操作者的能力。
4.将学生进行分组,共分成三组。
(1)第一组为作业组,即小钳子加工组;(2)第二组为秒表测时组,将操作过程分解为作业单元,对加工过程进行秒表测时,将测得的数据填写在预制的表格中。